
制造翻新轮胎的方法.pdf

静芙****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎,翻新轮胎用胎面,翻新轮胎用胎面的制造方法,具有翻新轮胎用胎面的翻新轮胎,和翻新轮胎的制造方法.pdf
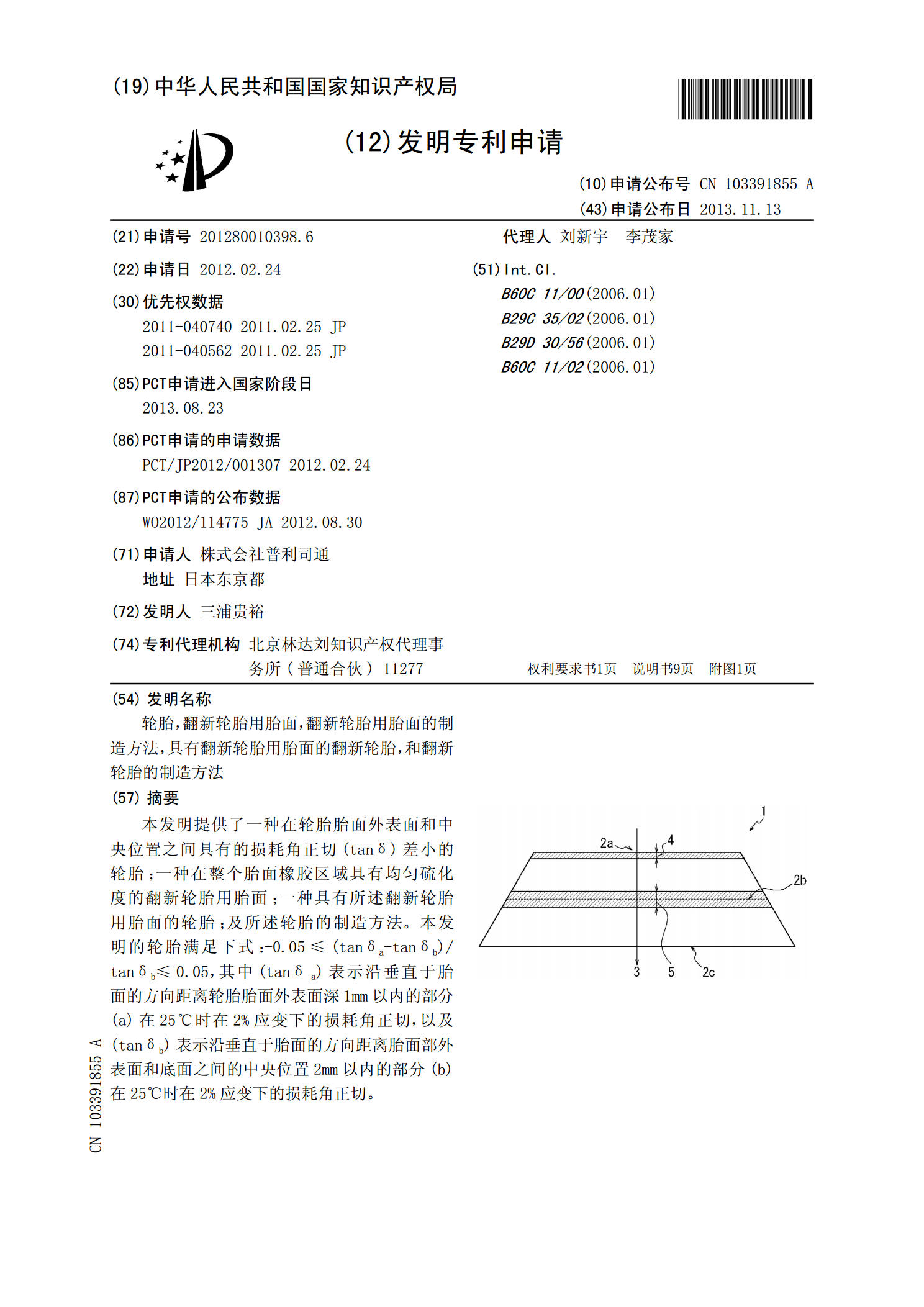
本发明提供了一种在轮胎胎面外表面和中央位置之间具有的损耗角正切(tanδ)差小的轮胎;一种在整个胎面橡胶区域具有均匀硫化度的翻新轮胎用胎面;一种具有所述翻新轮胎用胎面的轮胎;及所述轮胎的制造方法。本发明的轮胎满足下式:-0.05≤(tanδa-tanδb)/tanδb≤0.05,其中(tanδa)表示沿垂直于胎面的方向距离轮胎胎面外表面深1mm以内的部分(a)在25℃时在2%应变下的损耗角正切,以及(tanδb)表示沿垂直于胎面的方向距离胎面部外表面和底面之间的中央位置2mm以内的部分(b)在25℃时在2

制造翻新轮胎的方法.pdf
提供制造带有期望的胎面花纹、能够获得期望的性能的翻新轮胎的方法。该制作方法包括如下步骤:经由未硫化橡胶在基胎的胎冠部上卷绕预固化胎面;经由未硫化橡胶使预固化胎面的周向端部相互连接;将填充构件插入设置于连接部的槽,填充构件与槽的形状吻合;披盖至少覆盖待硫化的预固化胎面的硫化包封套;并且通过硫化将预固化胎面接着到基胎。

翻新轮胎的制造方法以及适用于该制造方法的轮胎.pdf
本发明提供了一种翻新轮胎的制造方法以及适用于该制造方法的轮胎,所述制造方法避免了由于翻新轮胎时的切削总是在同一位置形成打磨面从而导致新胎面胶的耐剥离性的下降。在该方法中,沿周向切削轮胎的胎面胶来形成轮胎的能够贴附新胎面胶的胎面贴附面。随着翻新次数的增加,形成胎面贴附面的位置沿径向变化。

充气子午线轮胎和翻新轮胎的制造方法.pdf
本发明的充气子午线轮胎,是在左右胎圈部之间架设至少1层胎体层,在该胎体层外周侧配置带束层,并在该带束层外周侧配置胎面的充气子午线轮胎,所述胎面具有在行驶面侧橡胶层与带束层侧橡胶层之间夹着热塑性膜层的叠层结构,所述热塑性膜层由热塑性树脂形成或由在热塑性树脂中掺混了弹性体的热塑性弹性体组合物形成。此外,本发明的翻新轮胎的制造方法,采用充气子午线轮胎,通过将胎面已被摩耗的轮胎进行加热,使上述热塑性膜层软化,再分离除去上述行驶面侧橡胶层而形成胎坯,然后,在该胎坯上粘贴新的行驶面侧橡胶层。

改善的胎面和翻新轮胎的制造方法.pdf
具体实施例包含一种翻新轮胎和一种用于翻新轮胎的方法。一种方法可以包含提供具有厚度和设有从胎面顶面延伸到所述厚度中的凹槽的宽度的轮胎胎面,以及提供具有环形胎面接收侧面的轮胎胎体。所述方法可以包含:将所述胎面施加到所述轮胎胎体,粘合材料层布置在所述胎面与所述轮胎胎体之间;以及通过延伸穿过所述胎面厚度的孔口从所述轮胎胎体与所述胎面底面之间抽空气体,所述孔口是通过用抽吸部件刺穿所述胎面厚度形成的,所述抽吸部件布置成与真空源可操作连通;以及将所述胎面粘合到所述轮胎胎体。在具体实施例中,所述凹槽下面的胎面的底面的部分