
齿轮架及其制造方法.pdf

一条****然后


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮架及其制造方法.pdf
一种齿轮架及其制造方法,减少齿轮架的制造所需的零件数量及加工工序数,且降低接合不良带来的强度下降。准备在周向具有多个下侧支座面预定部位,在下侧支座面预定部位的径向外侧分别具有上侧支座面预定部位,且在相邻的下侧支座面预定部位之间分别具有壁部预定部位的坯料,将下侧支座面预定部位向径向内侧折弯,在下侧支座面预定部位和上侧支座面预定部位之间形成成为使行星齿轮在齿轮架的内侧露出的内侧开口的开口,将包含下侧支座面预定部位及壁部预定部位的坯料的径向内侧区域拉伸,使下侧支座面预定部位向与上侧支座面预定部位相对的位置移动,
齿轮架及其制造方法.pdf
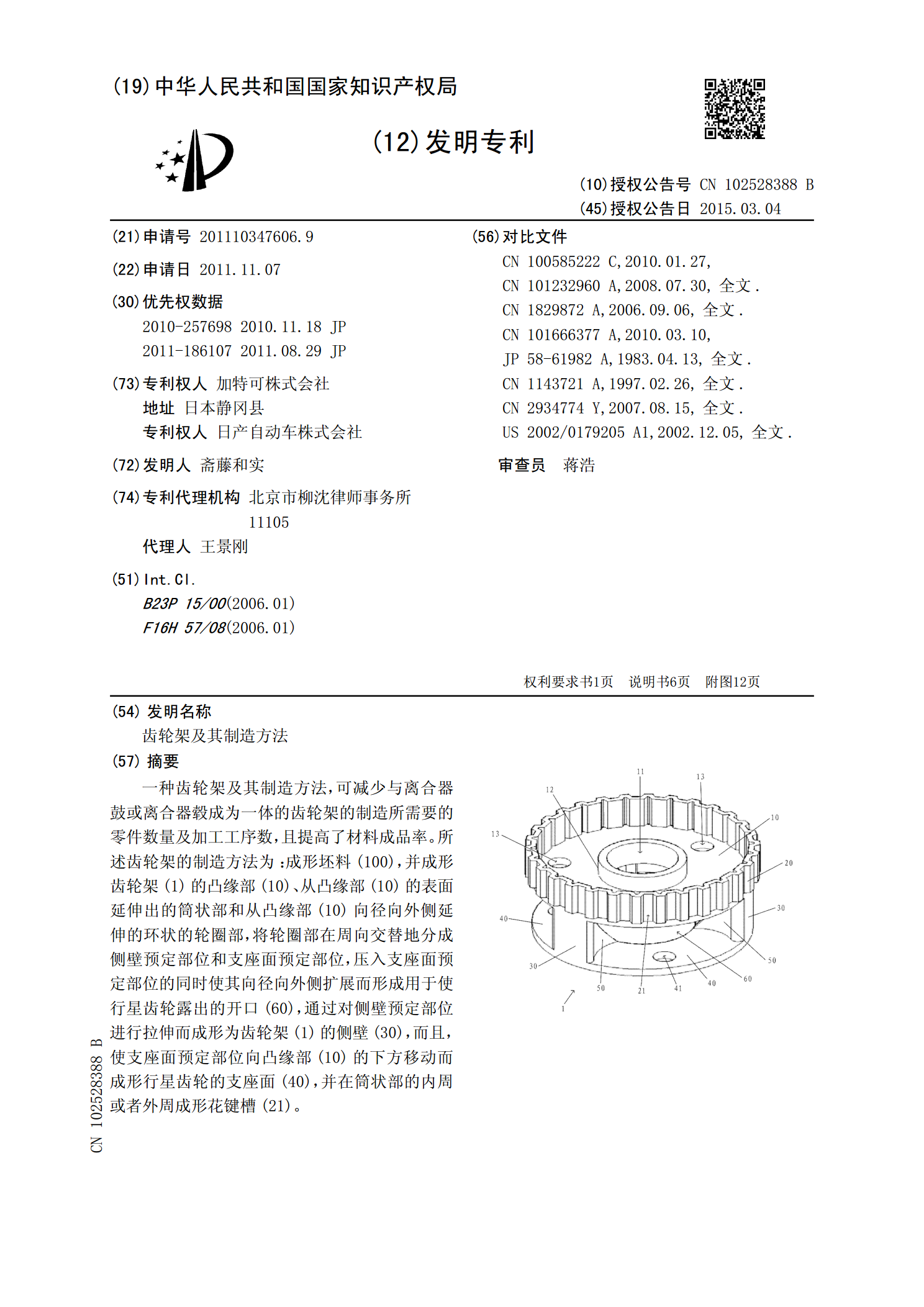
一种齿轮架及其制造方法,可减少与离合器鼓或离合器毂成为一体的齿轮架的制造所需要的零件数量及加工工序数,且提高了材料成品率。所述齿轮架的制造方法为:成形坯料(100),并成形齿轮架(1)的凸缘部(10)、从凸缘部(10)的表面延伸出的筒状部和从凸缘部(10)向径向外侧延伸的环状的轮圈部,将轮圈部在周向交替地分成侧壁预定部位和支座面预定部位,压入支座面预定部位的同时使其向径向外侧扩展而形成用于使行星齿轮露出的开口(60),通过对侧壁预定部位进行拉伸而成形为齿轮架(1)的侧壁(30),而且,使支座面预定部位向凸

行星齿轮架及其制造方法.pdf
一种行星齿轮架及其制造方法,能够减少制造行星齿轮架时的零件数量、加工工序数,并且提高材料的成品率。准备在凸缘(2)的周围交替地配置侧壁预定部位(3p)和座面预定部位(4p)的原材料(W),通过扩宽座面预定部位(4p),成形小齿轮的座面(4),同时形成用于使小齿轮露出的开口(6)。通过拉深侧壁预定部位(3p),将侧壁预定部位(3p)成形为与凸缘(2)连接的侧壁(3),同时使座面(4)向凸缘(2)的下方移动。

大型磨齿机砂轮架回转装置及其回转控制方法.pdf
本发明提供一种大型磨齿机砂轮架回转装置及其回转控制方法,包括转筒、回转座、主轴、双导程消隙蜗轮副、圆光栅、砂轮架、夹紧机构以及卸荷机构。主轴与回转座用螺栓牢靠固定,转筒通过一组滚动轴承支撑在主轴上,砂轮架与转筒直接相连,通过双导程消隙蜗轮副驱动,实现回转,旋转位置由圆光栅控制,并可通过夹紧机构锁紧在回转座上。本发明可以满足大型磨齿机砂轮架高刚性支撑、平稳灵活运动以及精确定位的要求。
挖掘机斗齿及其制造方法.pdf
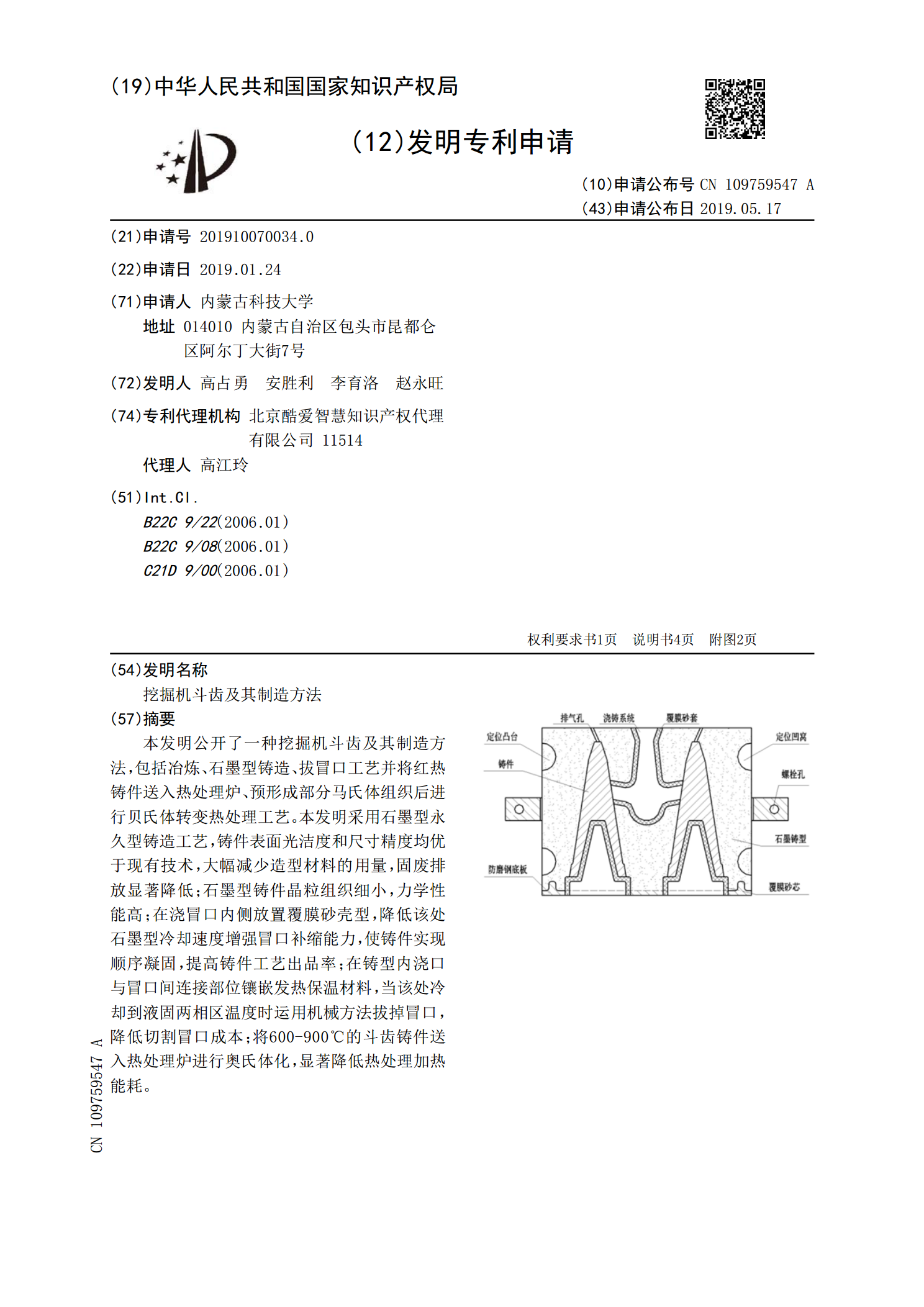
本发明公开了一种挖掘机斗齿及其制造方法,包括冶炼、石墨型铸造、拔冒口工艺并将红热铸件送入热处理炉、预形成部分马氏体组织后进行贝氏体转变热处理工艺。本发明采用石墨型永久型铸造工艺,铸件表面光洁度和尺寸精度均优于现有技术,大幅减少造型材料的用量,固废排放显著降低;石墨型铸件晶粒组织细小,力学性能高;在浇冒口内侧放置覆膜砂壳型,降低该处石墨型冷却速度增强冒口补缩能力,使铸件实现顺序凝固,提高铸件工艺出品率;在铸型内浇口与冒口间连接部位镶嵌发热保温材料,当该处冷却到液固两相区温度时运用机械方法拔掉冒口,降低切割冒