
挖掘机斗齿及其制造方法.pdf

Jo****34

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
挖掘机斗齿及其制造方法.pdf
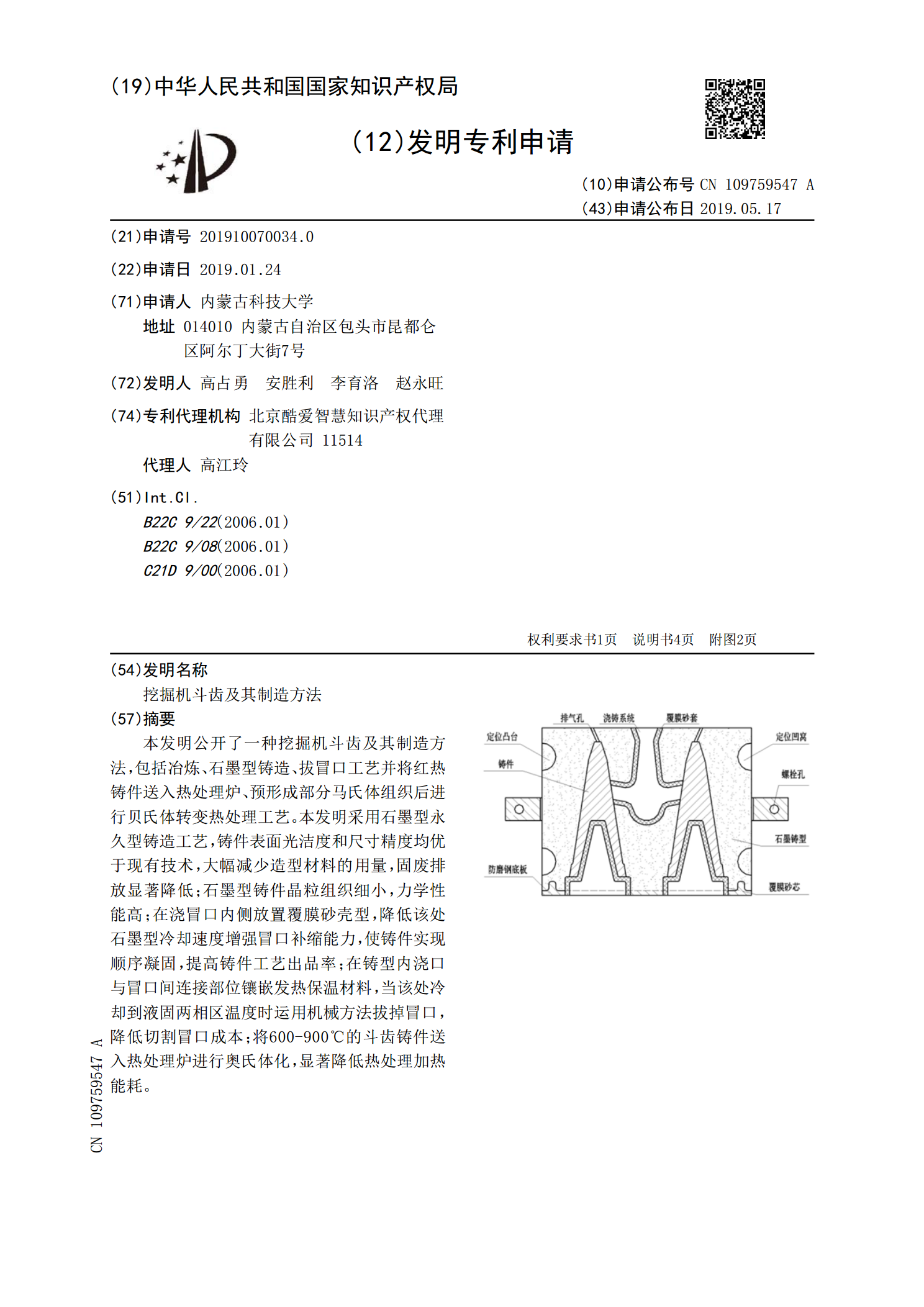
本发明公开了一种挖掘机斗齿及其制造方法,包括冶炼、石墨型铸造、拔冒口工艺并将红热铸件送入热处理炉、预形成部分马氏体组织后进行贝氏体转变热处理工艺。本发明采用石墨型永久型铸造工艺,铸件表面光洁度和尺寸精度均优于现有技术,大幅减少造型材料的用量,固废排放显著降低;石墨型铸件晶粒组织细小,力学性能高;在浇冒口内侧放置覆膜砂壳型,降低该处石墨型冷却速度增强冒口补缩能力,使铸件实现顺序凝固,提高铸件工艺出品率;在铸型内浇口与冒口间连接部位镶嵌发热保温材料,当该处冷却到液固两相区温度时运用机械方法拔掉冒口,降低切割冒
一种锻造斗齿及其制造方法.pdf
本发明属于工程机械领域,尤其是涉及一种锻造斗齿及其制造方法。一种锻造斗齿所用的斗齿棒料,按重量百分比组成如下:C:0.2%~0.4%;Si:1%~1.55%;Mn:0.7%~1%;Cr:1%~1.4%;Ni:0.05%~0.1%;Mo:0.05%~0.2%;Cu:0.05%~0.2%;P≤0.035%;S≤0.035%;余量为铁。采用所述锻造斗齿棒料制作锻造斗齿的方法为:将斗齿棒料放入中频电炉内进行加热,通过压力机楔压成毛坯,进入平锻机预锻、终锻形成半成品,切边冲孔,标识,热处理。本发明采用锻造工艺,
斗齿座用钢及斗齿座制造方法.pdf
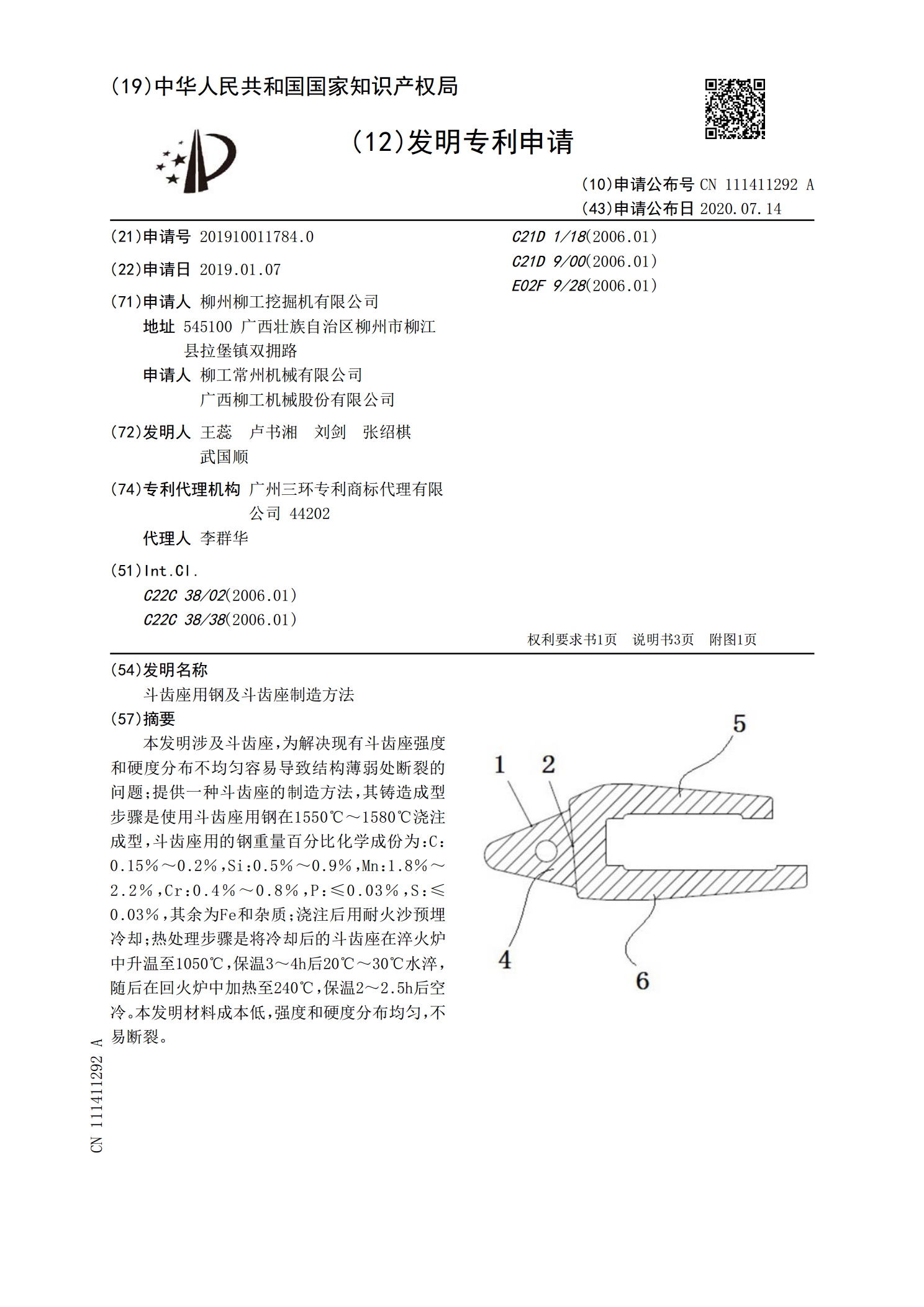
本发明涉及斗齿座,为解决现有斗齿座强度和硬度分布不均匀容易导致结构薄弱处断裂的问题;提供一种斗齿座的制造方法,其铸造成型步骤是使用斗齿座用钢在1550℃~1580℃浇注成型,斗齿座用的钢重量百分比化学成份为:C:0.15%~0.2%,Si:0.5%~0.9%,Mn:1.8%~2.2%,Cr:0.4%~0.8%,P:≤0.03%,S:≤0.03%,其余为Fe和杂质;浇注后用耐火沙预埋冷却;热处理步骤是将冷却后的斗齿座在淬火炉中升温至1050℃,保温3~4h后20℃~30℃水淬,随后在回火炉中加热至240℃,
一种耐磨挖掘机斗齿及其制备方法.pdf
本发明涉及挖掘机斗齿技术领域,具体涉及一种耐磨挖掘机斗齿及其制备方法,含有以下重量百分含量的组分:Mn1.2‑1.6,Si0.6‑0.9,C0.30‑0.37,S0‑0.008,P0‑0.008,B0.002‑0.005,Re0.01‑0.02,Al0.03‑0.05,Cr0.5‑0.8,Mo0.02‑0.05,其余为Fe和不可避免的杂质;制备方法包括模具的制备、熔融前预热和各原材料熔融,中间包括吹氩操作。本发明S、P(wt%)≤0.008,使得形成的铸件表面组织为板条马氏体均匀分布,
一种组合式挖掘机斗齿及其齿尖的模锻方法.pdf
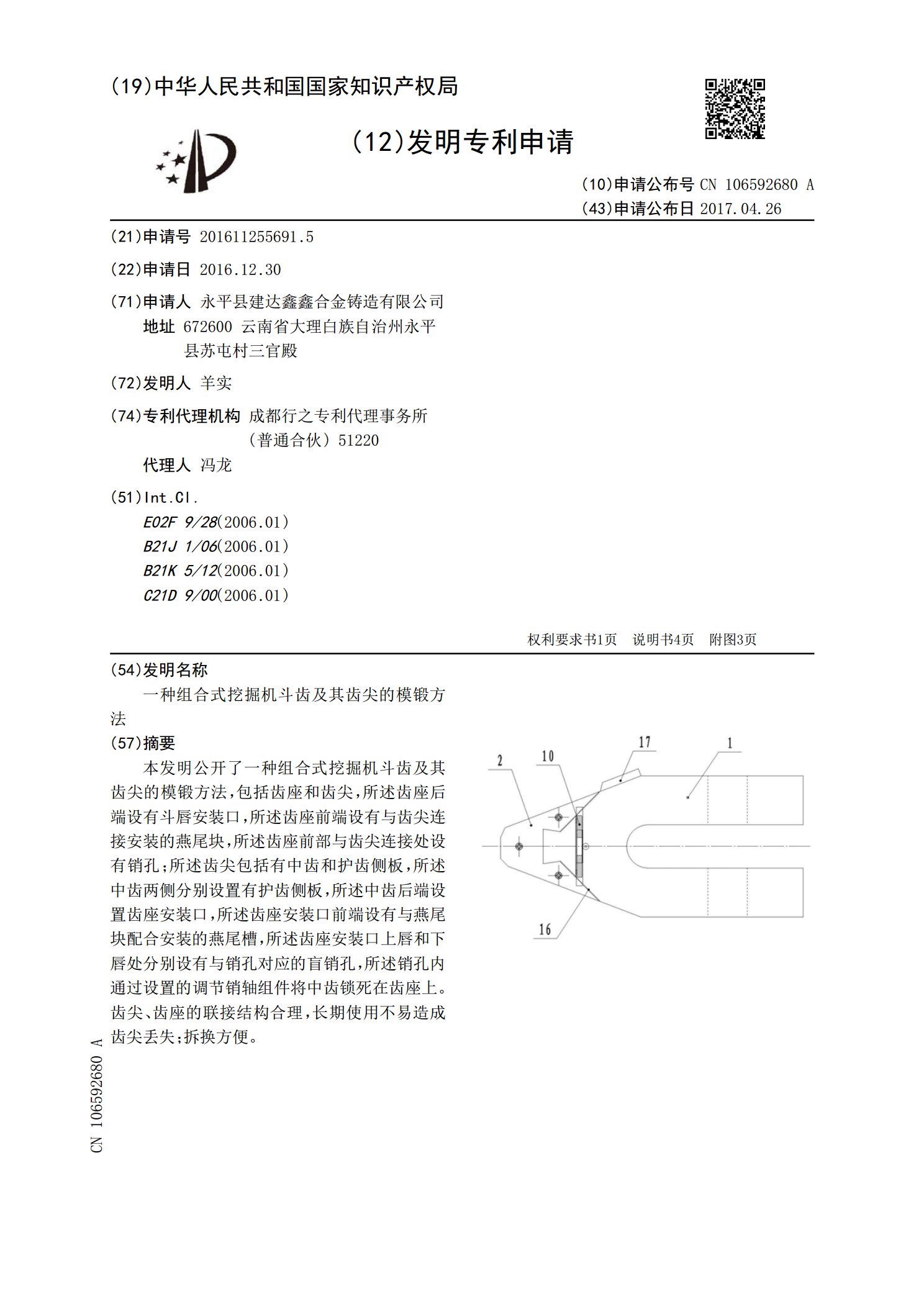
本发明公开了一种组合式挖掘机斗齿及其齿尖的模锻方法,包括齿座和齿尖,所述齿座后端设有斗唇安装口,所述齿座前端设有与齿尖连接安装的燕尾块,所述齿座前部与齿尖连接处设有销孔;所述齿尖包括有中齿和护齿侧板,所述中齿两侧分别设置有护齿侧板,所述中齿后端设置齿座安装口,所述齿座安装口前端设有与燕尾块配合安装的燕尾槽,所述齿座安装口上唇和下唇处分别设有与销孔对应的盲销孔,所述销孔内通过设置的调节销轴组件将中齿锁死在齿座上。齿尖、齿座的联接结构合理,长期使用不易造成齿尖丢失;拆换方便。