
研磨刷轮的制造方法.pdf

一吃****仕龙


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

研磨刷轮的制造方法.pdf
一种研磨刷轮的制造方法,首先制备一支基轴及一个研磨单元,该基轴包括一支管心及一个外周面,该研磨单元包括多数个孔隙,而后,将该研磨单元与一层未完成硫化的第一中介橡胶层加热加压,使该第一中介橡胶层硫化并使部分材料硫化锚结于所述孔隙内,接着,将该第一中介橡胶层连同该研磨单元粘合于该基轴的外周面。由于该研磨单元包括所述孔隙,且该第一中介橡胶层在结合前未完成硫化,因此在热压结合后,该第一中介橡胶层有部分材料硫化锚结于所述孔隙内,提高该研磨单元与第一中介橡胶层的结合强度,从而提升该研磨刷轮使用效能。

研磨元件、研磨轮及使用研磨轮制造半导体封装的方法.pdf
提供一种安装在研磨轮上的研磨元件以及一种含有所述研磨元件的研磨轮用于进行研磨。所述研磨元件包括研磨齿,且所述研磨齿包含研磨材料,所述研磨材料具有框架结构以及分布在所述框架结构中的孔隙。所述框架结构包含粘合材料及由所述粘合材料粘合的磨料微粒。所述孔隙的孔径大于40微米但小于70微米。还提供一种使用所述研磨轮制造半导体封装的方法。

一种用于制作研磨轮的材料以及研磨轮的制造方法.pdf
本发明涉及一种用于制作研磨轮的材料以及研磨轮的制造方法,包括以下质量百分比的物料:磨料,粘接剂;所述磨料为塑胶原料、钻石粉、蓝蜡粉按以下质量百分比混合而成:塑胶原料,钻石粉,蓝蜡粉。将塑胶原料,钻石粉,蓝蜡粉作为磨料,其中塑胶由氢化丁腈胶、聚丙烯、中碱玻璃纤维混合而成。由于氢化丁腈胶适用温度较高,研磨时不会因为温度高而黏在刀具上;聚丙烯易于注塑具有一定粘合作用;中碱玻璃纤维可增加研磨轮的硬度,能有效承受较大的离心作用力;而钻石粉则提高研磨轮的磨削精度和研磨速度;蓝蜡能增加抛光效果,提高刀具的光洁度。通过该
研磨轮、研磨装置及研磨方法.pdf
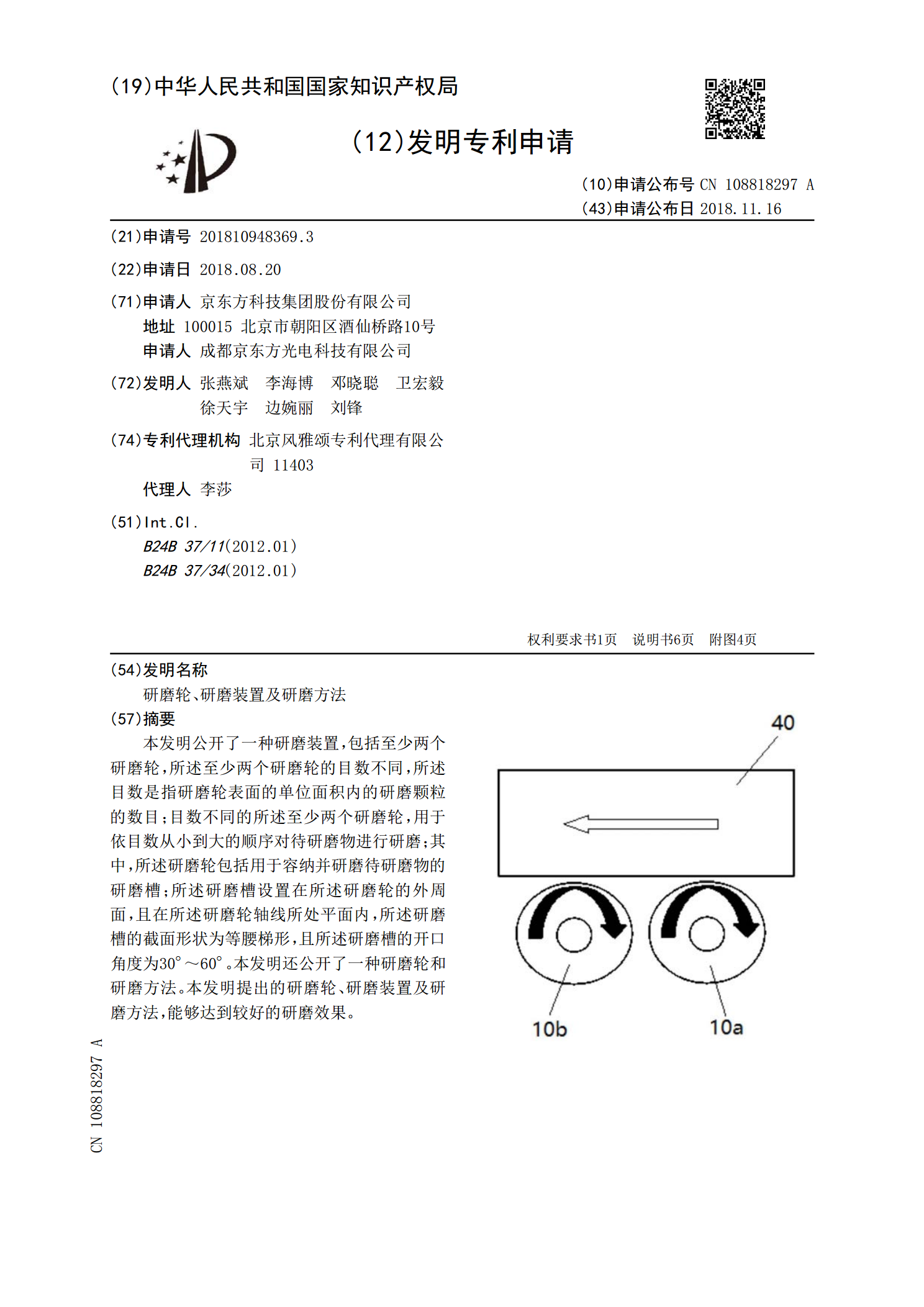
本发明公开了一种研磨装置,包括至少两个研磨轮,所述至少两个研磨轮的目数不同,所述目数是指研磨轮表面的单位面积内的研磨颗粒的数目;目数不同的所述至少两个研磨轮,用于依目数从小到大的顺序对待研磨物进行研磨;其中,所述研磨轮包括用于容纳并研磨待研磨物的研磨槽;所述研磨槽设置在所述研磨轮的外周面,且在所述研磨轮轴线所处平面内,所述研磨槽的截面形状为等腰梯形,且所述研磨槽的开口角度为30°~60°。本发明还公开了一种研磨轮和研磨方法。本发明提出的研磨轮、研磨装置及研磨方法,能够达到较好的研磨效果。
研磨层及其制造方法以及研磨方法.pdf
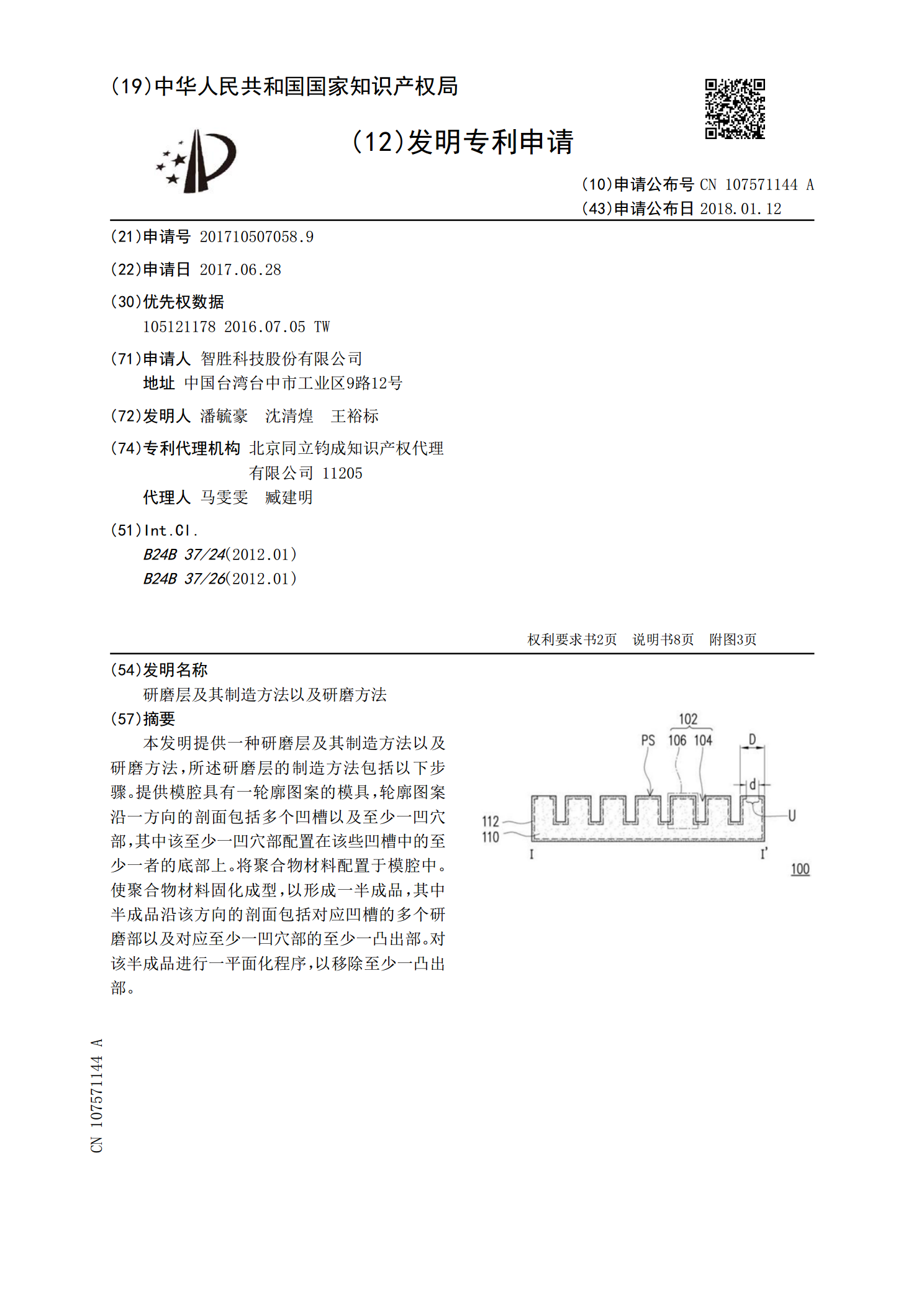
本发明提供一种研磨层及其制造方法以及研磨方法,所述研磨层的制造方法包括以下步骤。提供模腔具有一轮廓图案的模具,轮廓图案沿一方向的剖面包括多个凹槽以及至少一凹穴部,其中该至少一凹穴部配置在该些凹槽中的至少一者的底部上。将聚合物材料配置于模腔中。使聚合物材料固化成型,以形成一半成品,其中半成品沿该方向的剖面包括对应凹槽的多个研磨部以及对应至少一凹穴部的至少一凸出部。对该半成品进行一平面化程序,以移除至少一凸出部。