
涡轮叶片装配保险夹具及其进行叶轮装夹的方法.pdf

玉环****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涡轮叶片装配保险夹具及其进行叶轮装夹的方法.pdf
本发明公开了一种涡轮叶片装配保险夹具及其进行叶轮装夹的方法,属于航空发动机燃气涡轮叶片装配技术领域。本发明的涡轮叶片装配保险夹具,涡轮盘进气边定位座的边部均布有凸台,螺杆穿过涡轮盘进气边定位座与涡轮盘排气边定位座并固定,使用时,将涡轮叶片固定。本发明的叶轮装夹的方法,包括以下步骤:步骤1.组装进气边定位座组件与叶轮;步骤2.将叶轮安装到进气边定位座组件内;步骤3.安装垫圈;步骤4.安装排气边定位座组件。本发明的涡轮叶片装配保险夹具,使保险后的叶片满足尺寸3.4±0.05mm要求,避免顶松叶片,提高涡轮叶片
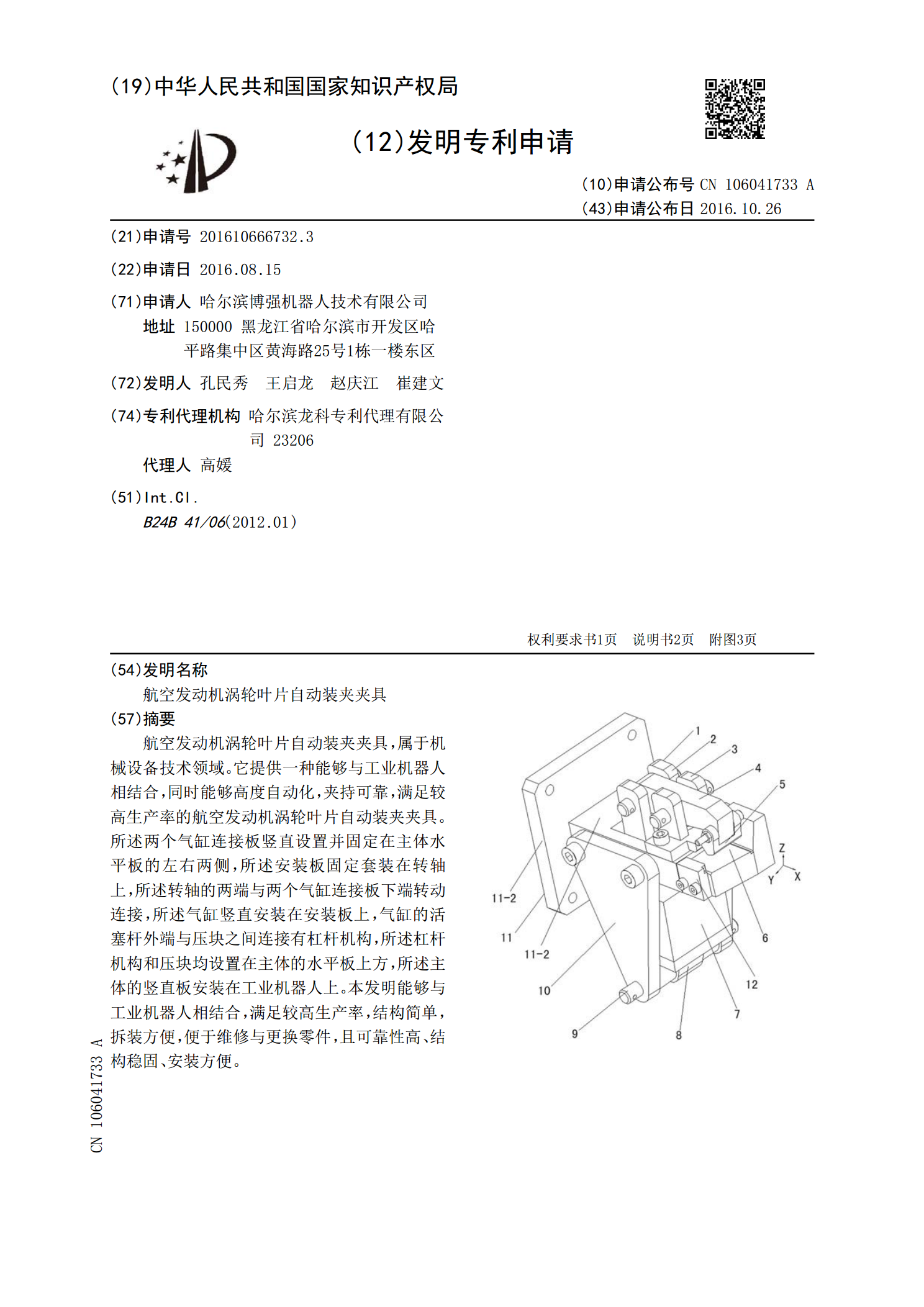
航空发动机涡轮叶片自动装夹夹具.pdf
航空发动机涡轮叶片自动装夹夹具,属于机械设备技术领域。它提供一种能够与工业机器人相结合,同时能够高度自动化,夹持可靠,满足较高生产率的航空发动机涡轮叶片自动装夹夹具。所述两个气缸连接板竖直设置并固定在主体水平板的左右两侧,所述安装板固定套装在转轴上,所述转轴的两端与两个气缸连接板下端转动连接,所述气缸竖直安装在安装板上,气缸的活塞杆外端与压块之间连接有杠杆机构,所述杠杆机构和压块均设置在主体的水平板上方,所述主体的竖直板安装在工业机器人上。本发明能够与工业机器人相结合,满足较高生产率,结构简单,拆装方便,
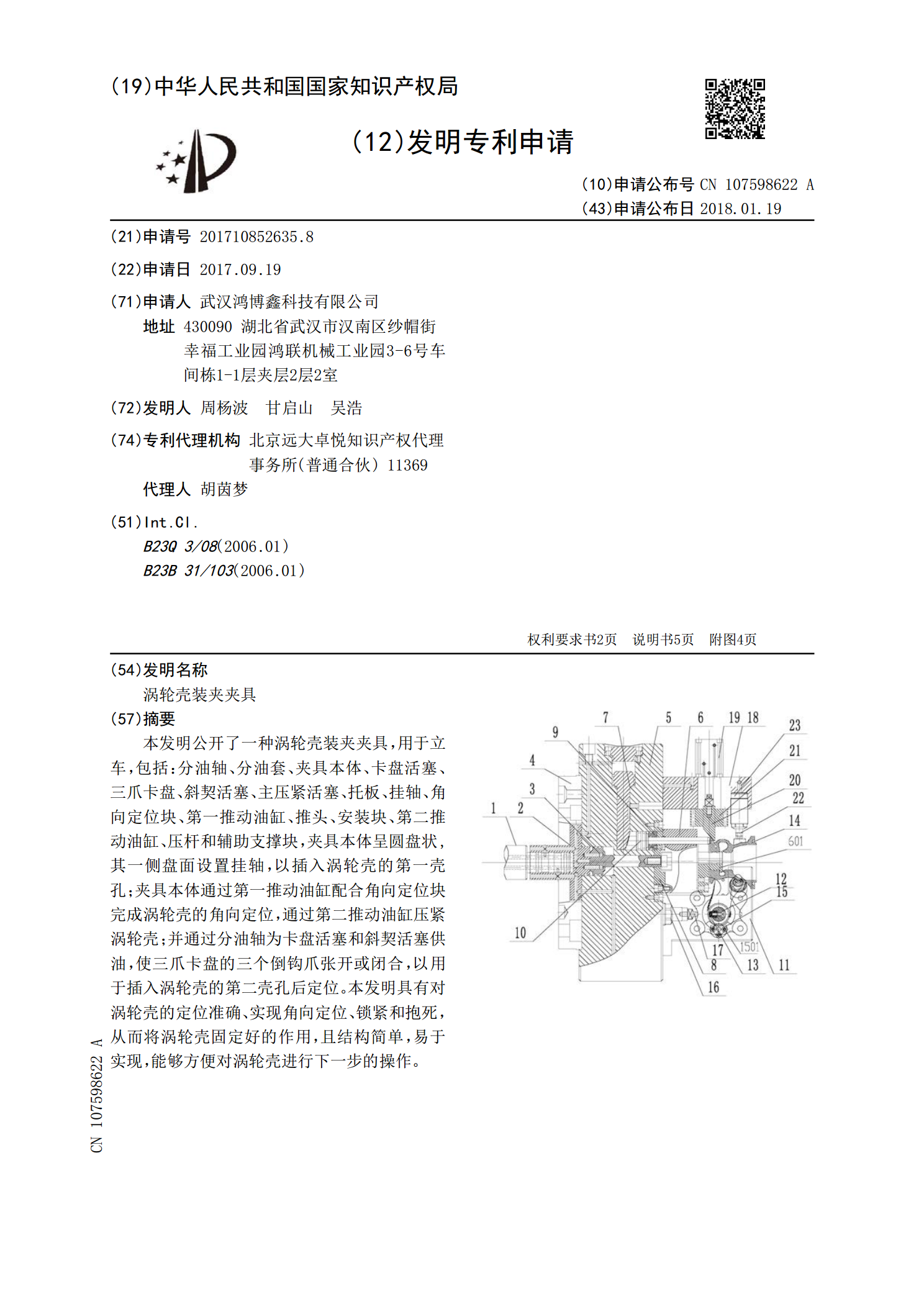
涡轮壳装夹夹具.pdf
本发明公开了一种涡轮壳装夹夹具,用于立车,包括:分油轴、分油套、夹具本体、卡盘活塞、三爪卡盘、斜契活塞、主压紧活塞、托板、挂轴、角向定位块、第一推动油缸、推头、安装块、第二推动油缸、压杆和辅助支撑块,夹具本体呈圆盘状,其一侧盘面设置挂轴,以插入涡轮壳的第一壳孔;夹具本体通过第一推动油缸配合角向定位块完成涡轮壳的角向定位,通过第二推动油缸压紧涡轮壳;并通过分油轴为卡盘活塞和斜契活塞供油,使三爪卡盘的三个倒钩爪张开或闭合,以用于插入涡轮壳的第二壳孔后定位。本发明具有对涡轮壳的定位准确、实现角向定位、锁紧和抱死
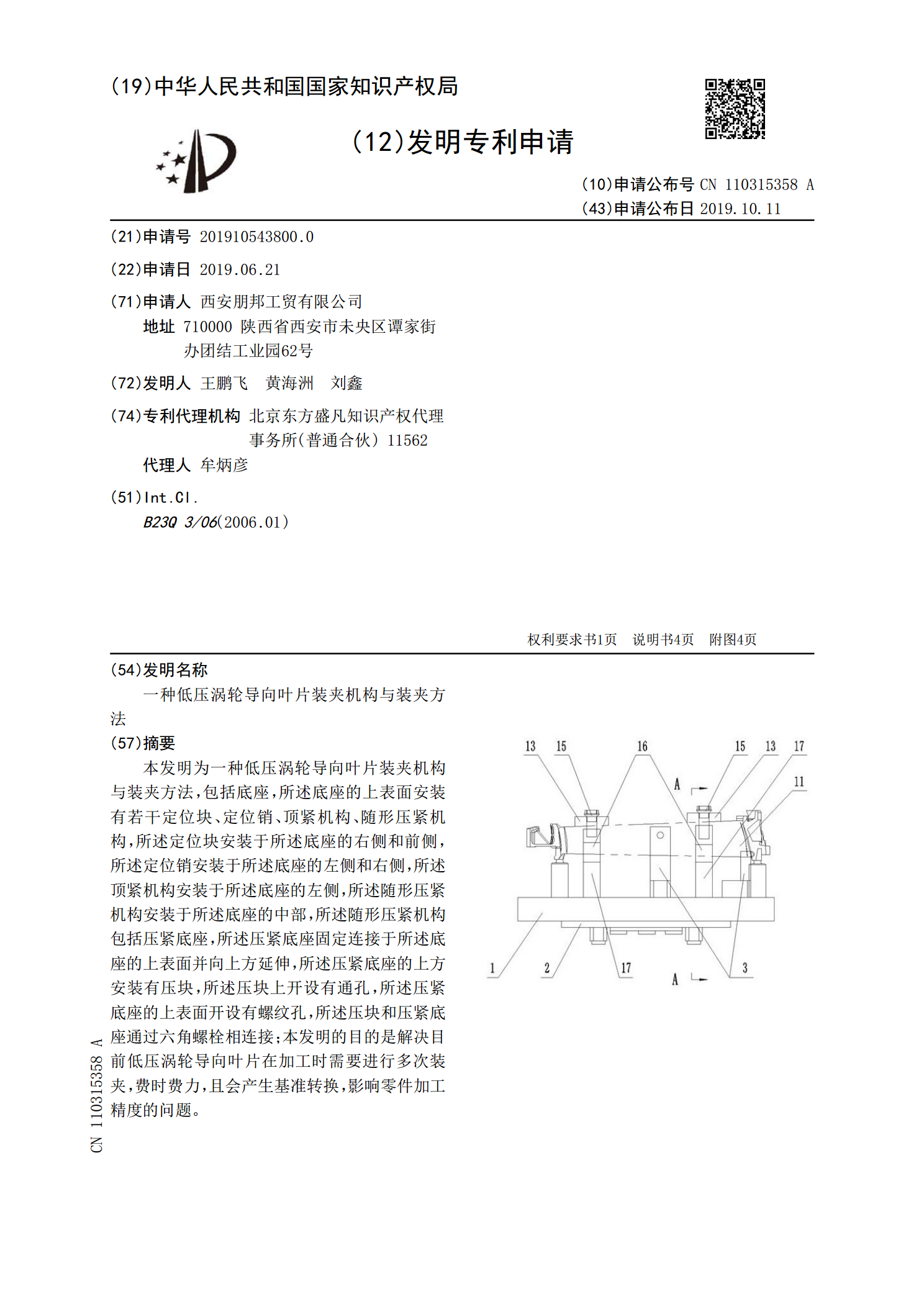
一种低压涡轮导向叶片装夹机构与装夹方法.pdf
本发明为一种低压涡轮导向叶片装夹机构与装夹方法,包括底座,所述底座的上表面安装有若干定位块、定位销、顶紧机构、随形压紧机构,所述定位块安装于所述底座的右侧和前侧,所述定位销安装于所述底座的左侧和右侧,所述顶紧机构安装于所述底座的左侧,所述随形压紧机构安装于所述底座的中部,所述随形压紧机构包括压紧底座,所述压紧底座固定连接于所述底座的上表面并向上方延伸,所述压紧底座的上方安装有压块,所述压块上开设有通孔,所述压紧底座的上表面开设有螺纹孔,所述压块和压紧底座通过六角螺栓相连接;本发明的目的是解决目前低压涡轮导

一种工装夹具及装夹航空发动机涡轮精铸叶片的方法.pdf
本发明涉及一种工装夹具及装夹航空发动机涡轮精铸叶片的方法,属于航空发动机叶片加工技术领域,该工装夹具包括方箱以及固定安装在方箱内的叶身根部定位组件、叶身尾部定位组件和缘板叶肩定位组件,采用该结构,通过固定安装在方箱内的叶身根部定位组件、叶身尾部定位组件和缘板叶肩定位组件分别定位叶身根部、叶身尾部以及缘板叶肩,从而将叶片固定在方箱中,切削加工时叶片位置固定牢靠,提高了加工精度,各定位组件与方箱一体化装夹,避免出现基准转换误差大的缺陷,提高了产品合格率。一种装夹航空发动机涡轮精铸叶片的方法,使用该工装夹具保证