
一种低压涡轮导向叶片装夹机构与装夹方法.pdf

大渊****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低压涡轮导向叶片装夹机构与装夹方法.pdf
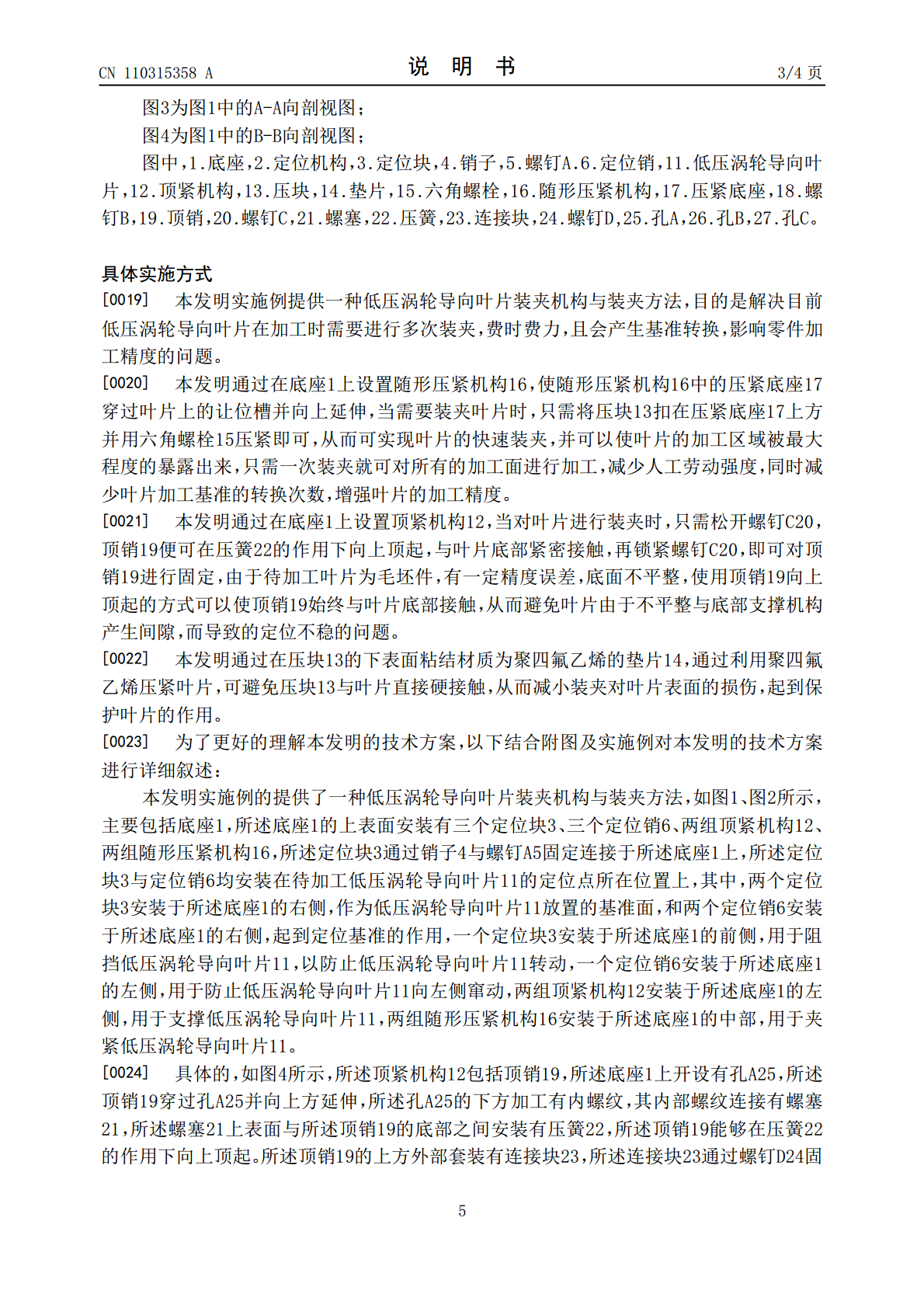
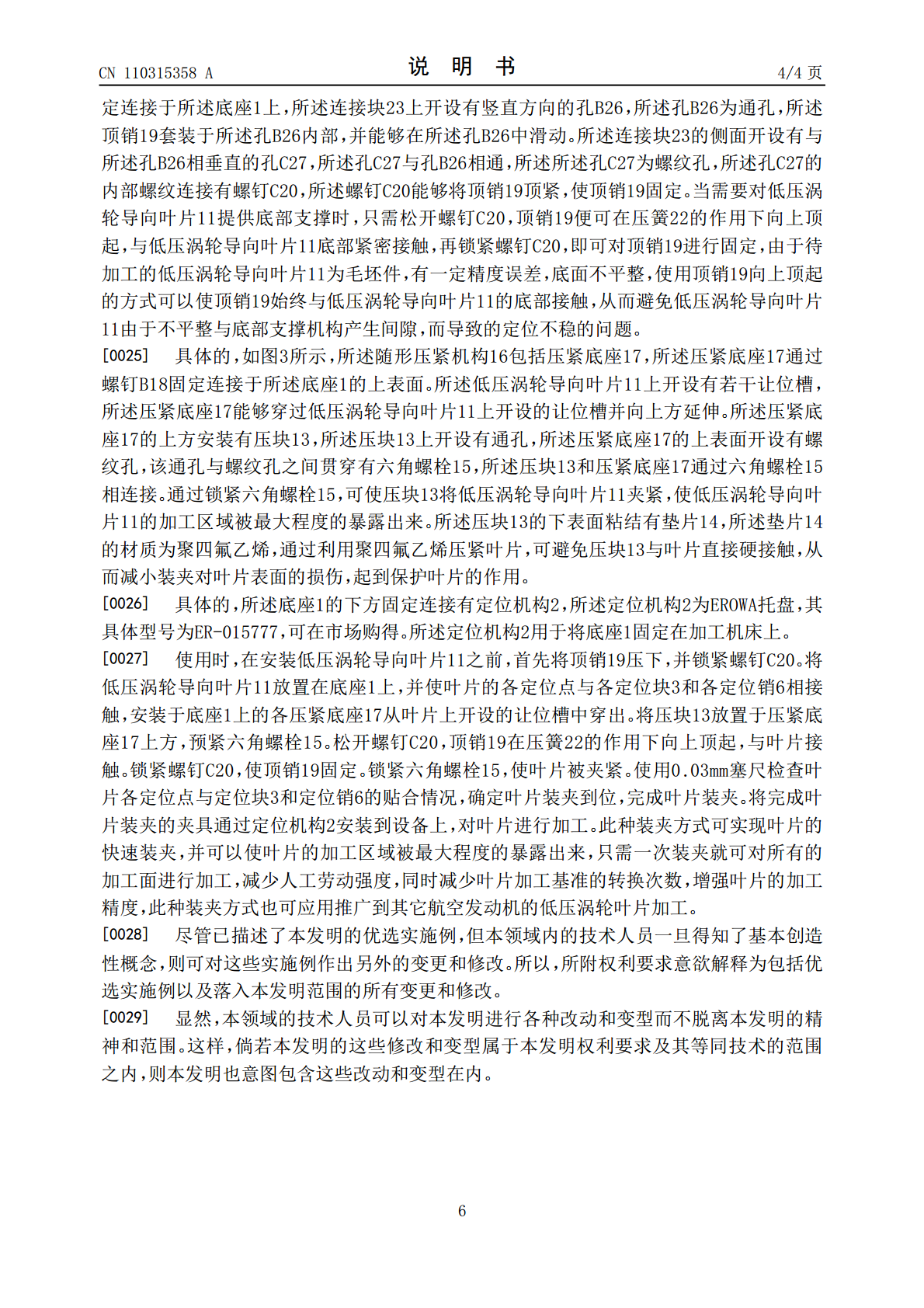
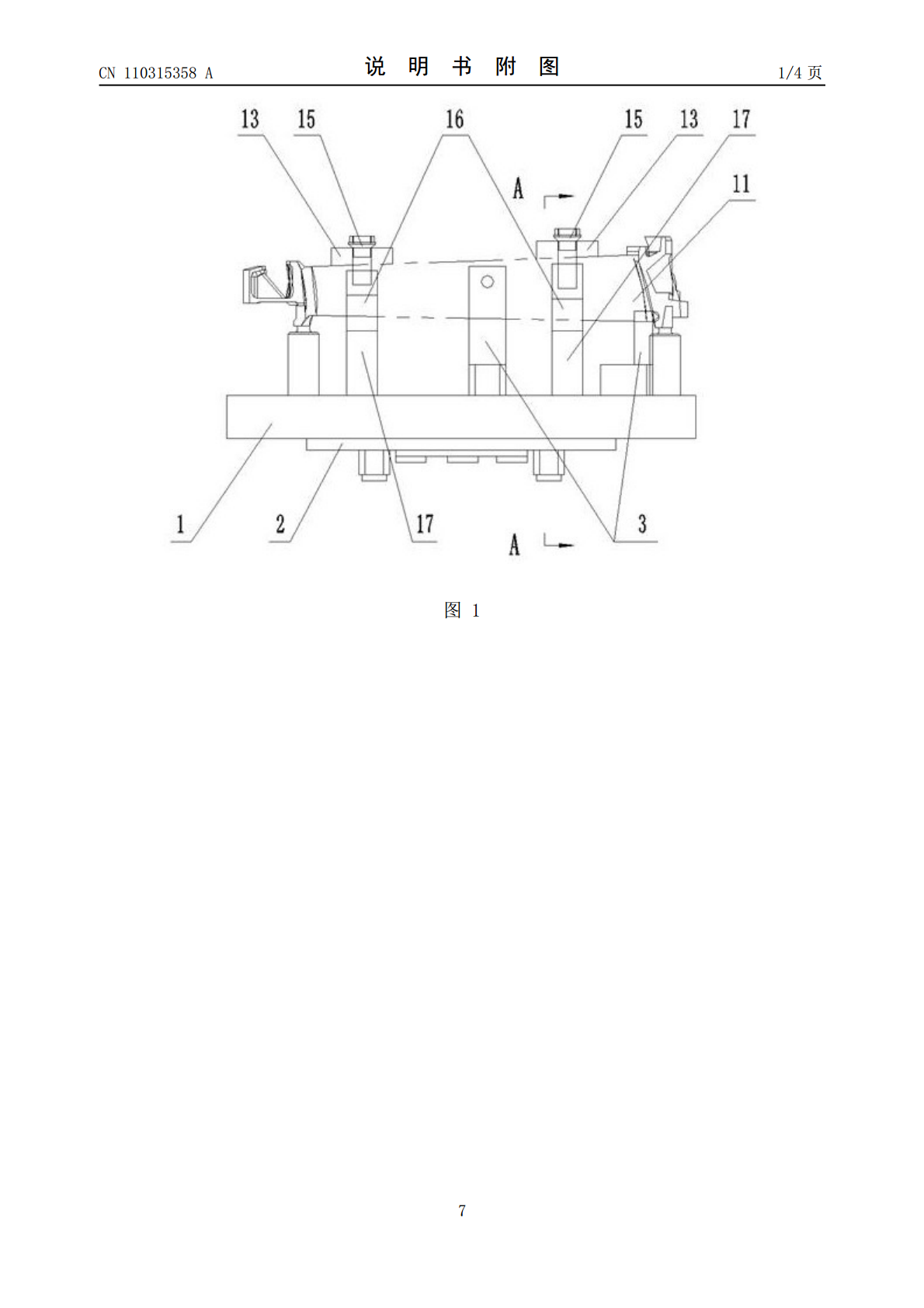
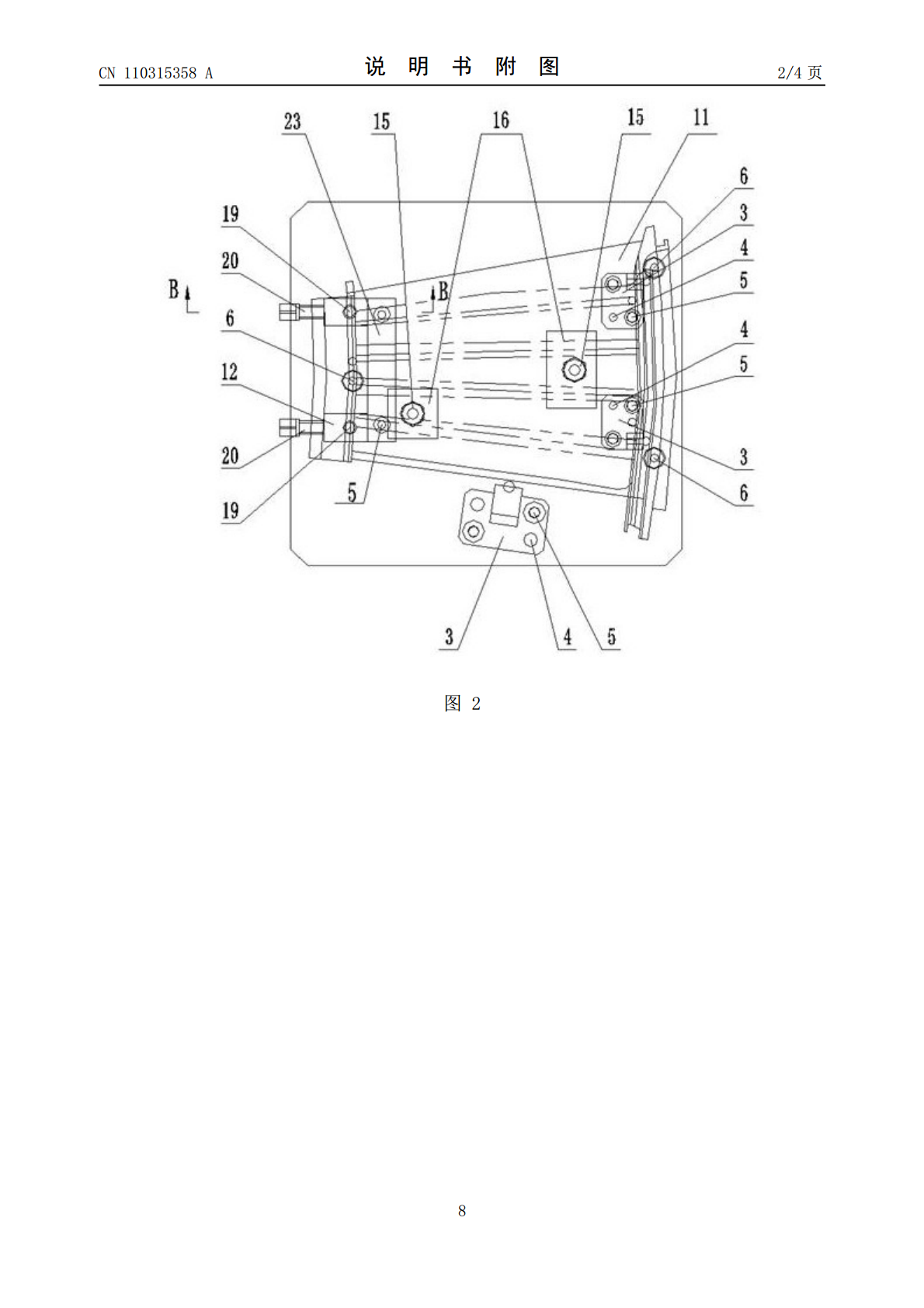
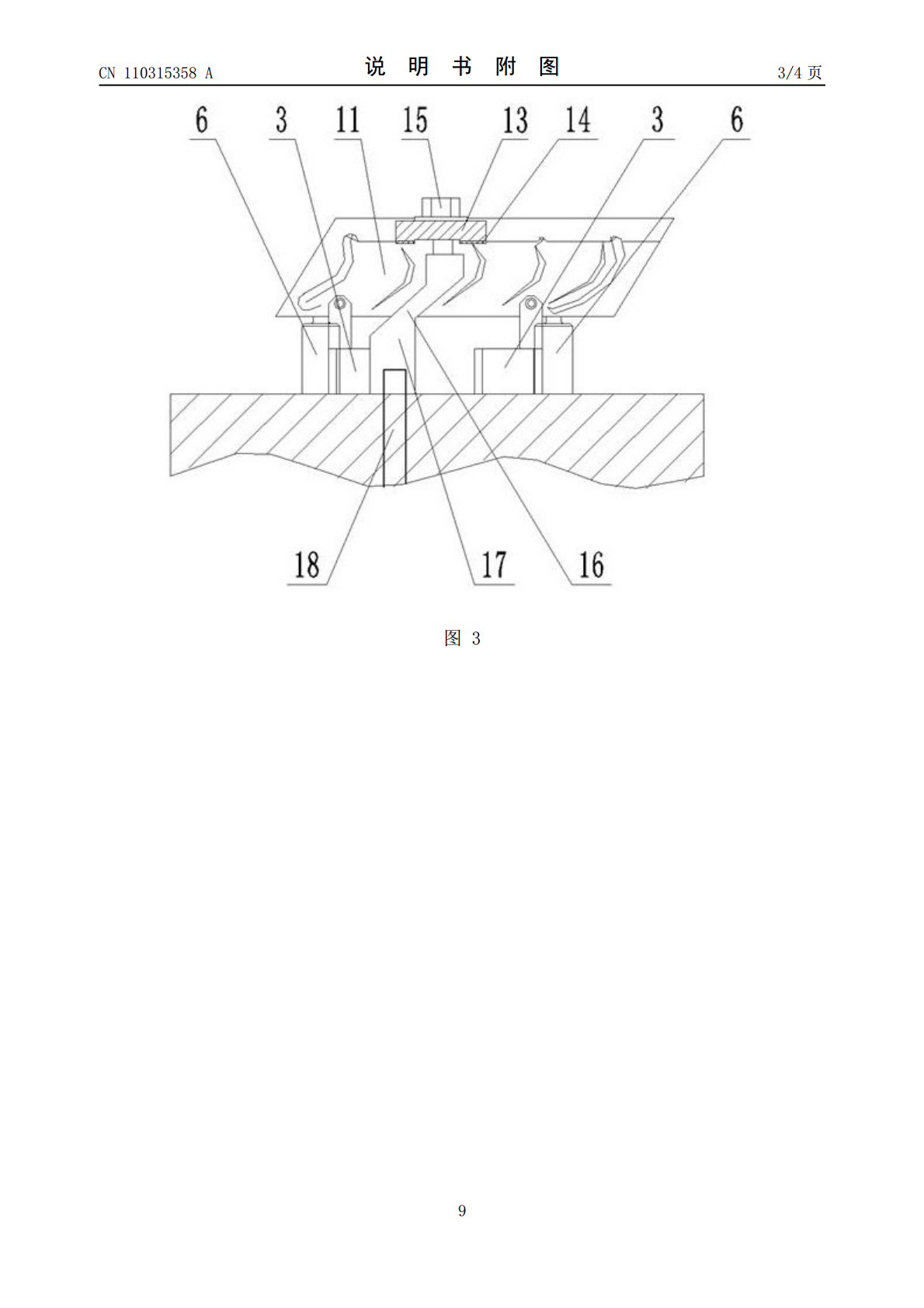
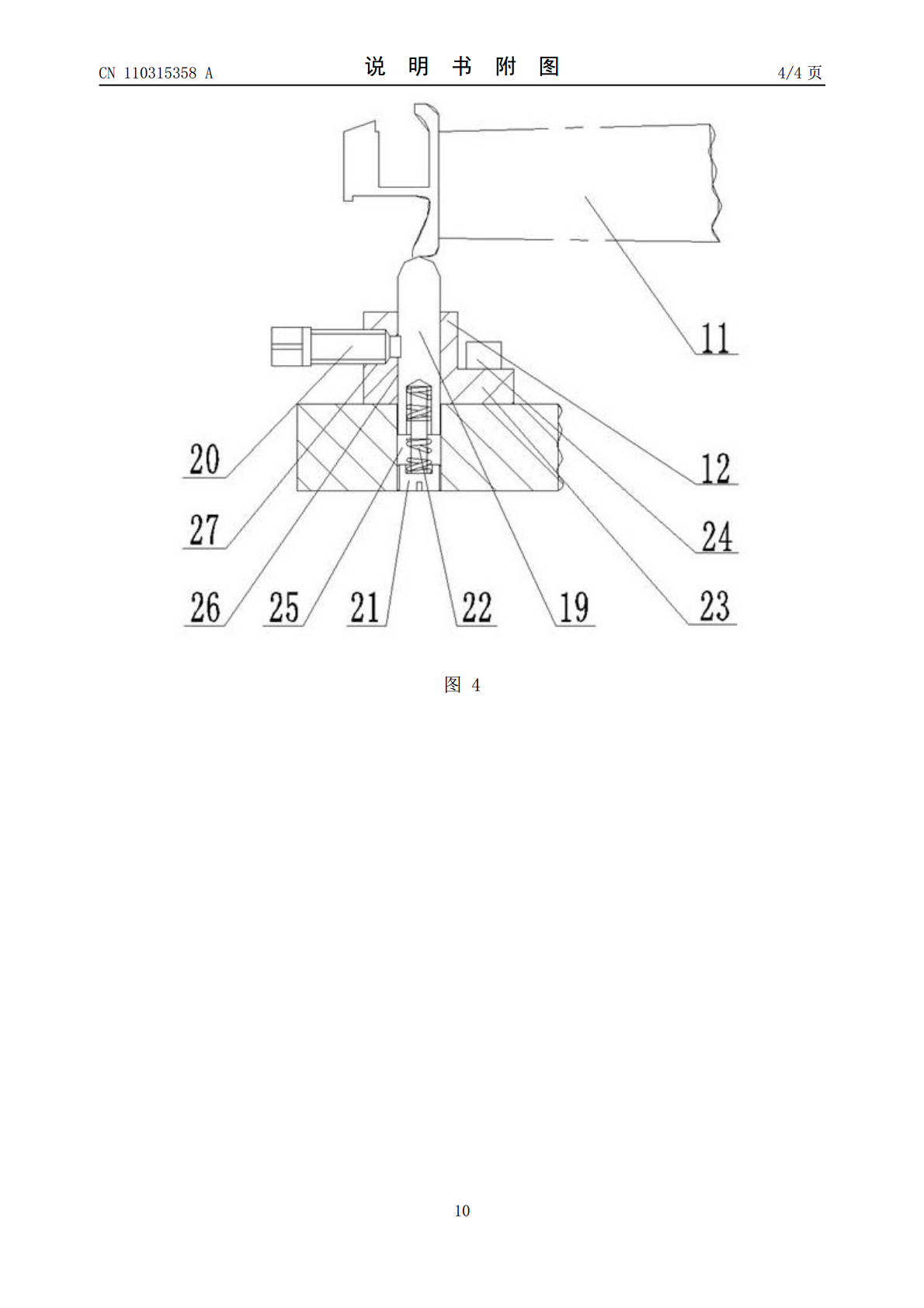
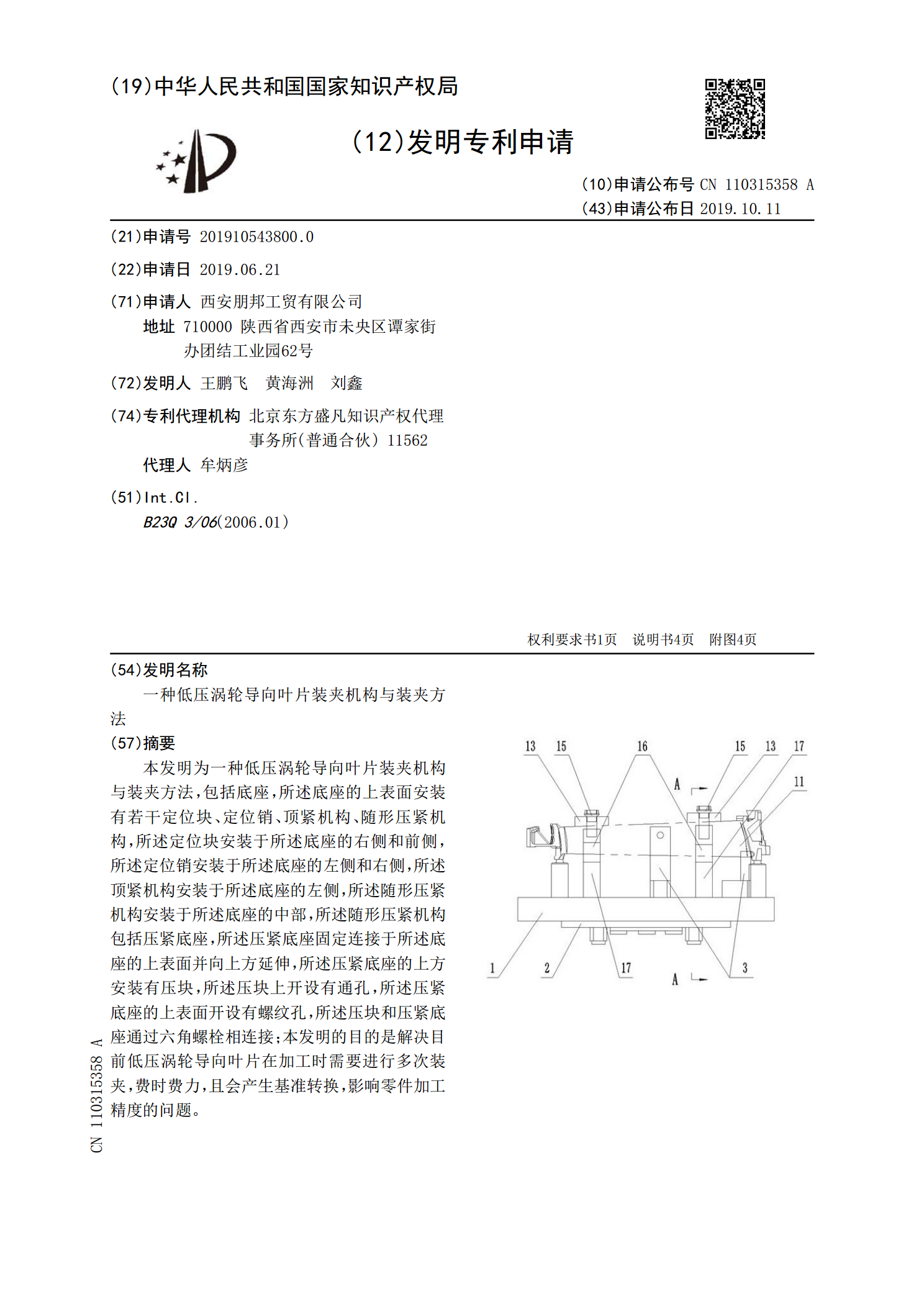
本发明为一种低压涡轮导向叶片装夹机构与装夹方法,包括底座,所述底座的上表面安装有若干定位块、定位销、顶紧机构、随形压紧机构,所述定位块安装于所述底座的右侧和前侧,所述定位销安装于所述底座的左侧和右侧,所述顶紧机构安装于所述底座的左侧,所述随形压紧机构安装于所述底座的中部,所述随形压紧机构包括压紧底座,所述压紧底座固定连接于所述底座的上表面并向上方延伸,所述压紧底座的上方安装有压块,所述压块上开设有通孔,所述压紧底座的上表面开设有螺纹孔,所述压块和压紧底座通过六角螺栓相连接;本发明的目的是解决目前低压涡轮导
一种涡轮叶片装夹工装.pdf
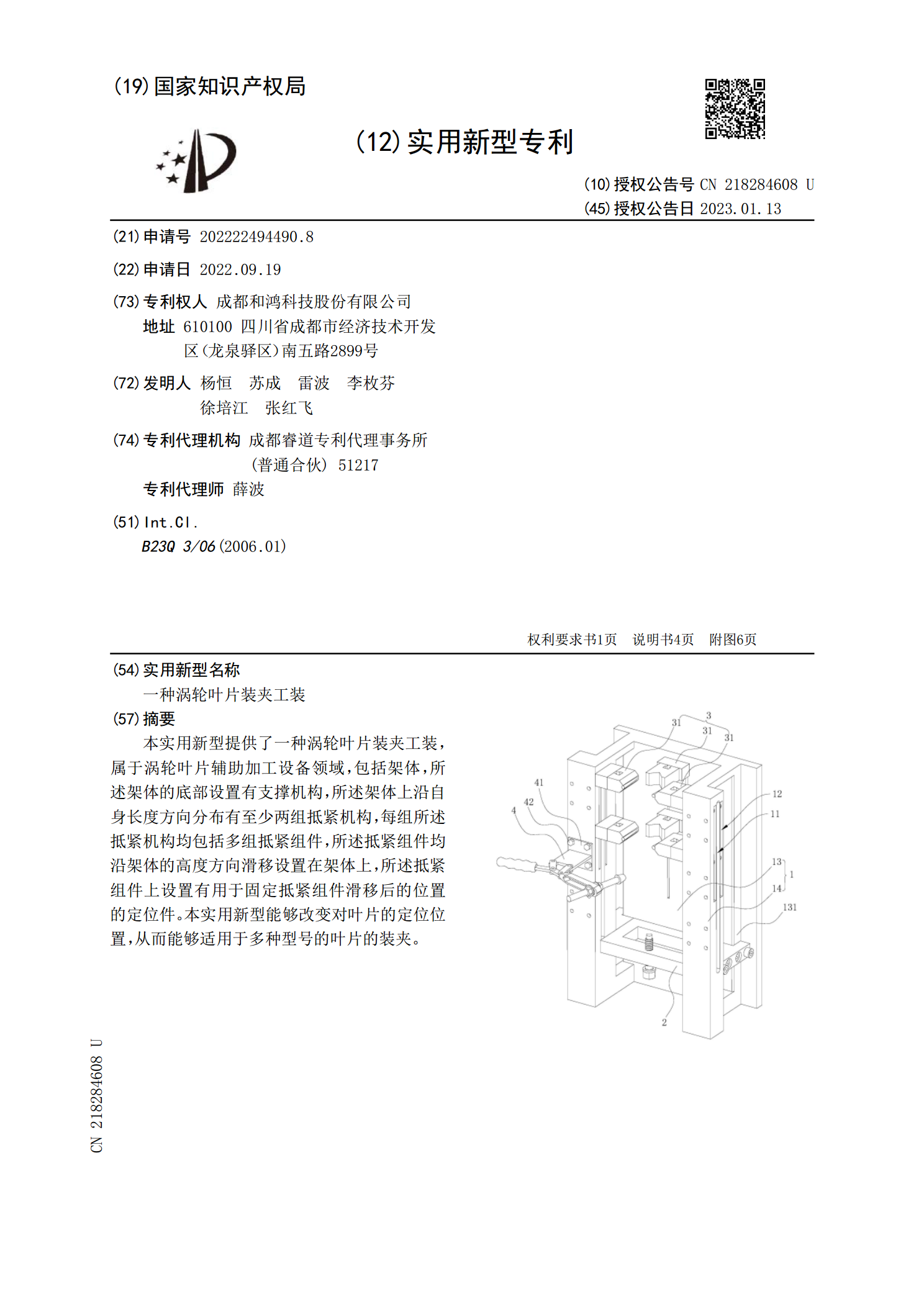
本实用新型提供了一种涡轮叶片装夹工装,属于涡轮叶片辅助加工设备领域,包括架体,所述架体的底部设置有支撑机构,所述架体上沿自身长度方向分布有至少两组抵紧机构,每组所述抵紧机构均包括多组抵紧组件,所述抵紧组件均沿架体的高度方向滑移设置在架体上,所述抵紧组件上设置有用于固定抵紧组件滑移后的位置的定位件。本实用新型能够改变对叶片的定位位置,从而能够适用于多种型号的叶片的装夹。

涡轮叶片装配保险夹具及其进行叶轮装夹的方法.pdf
本发明公开了一种涡轮叶片装配保险夹具及其进行叶轮装夹的方法,属于航空发动机燃气涡轮叶片装配技术领域。本发明的涡轮叶片装配保险夹具,涡轮盘进气边定位座的边部均布有凸台,螺杆穿过涡轮盘进气边定位座与涡轮盘排气边定位座并固定,使用时,将涡轮叶片固定。本发明的叶轮装夹的方法,包括以下步骤:步骤1.组装进气边定位座组件与叶轮;步骤2.将叶轮安装到进气边定位座组件内;步骤3.安装垫圈;步骤4.安装排气边定位座组件。本发明的涡轮叶片装配保险夹具,使保险后的叶片满足尺寸3.4±0.05mm要求,避免顶松叶片,提高涡轮叶片
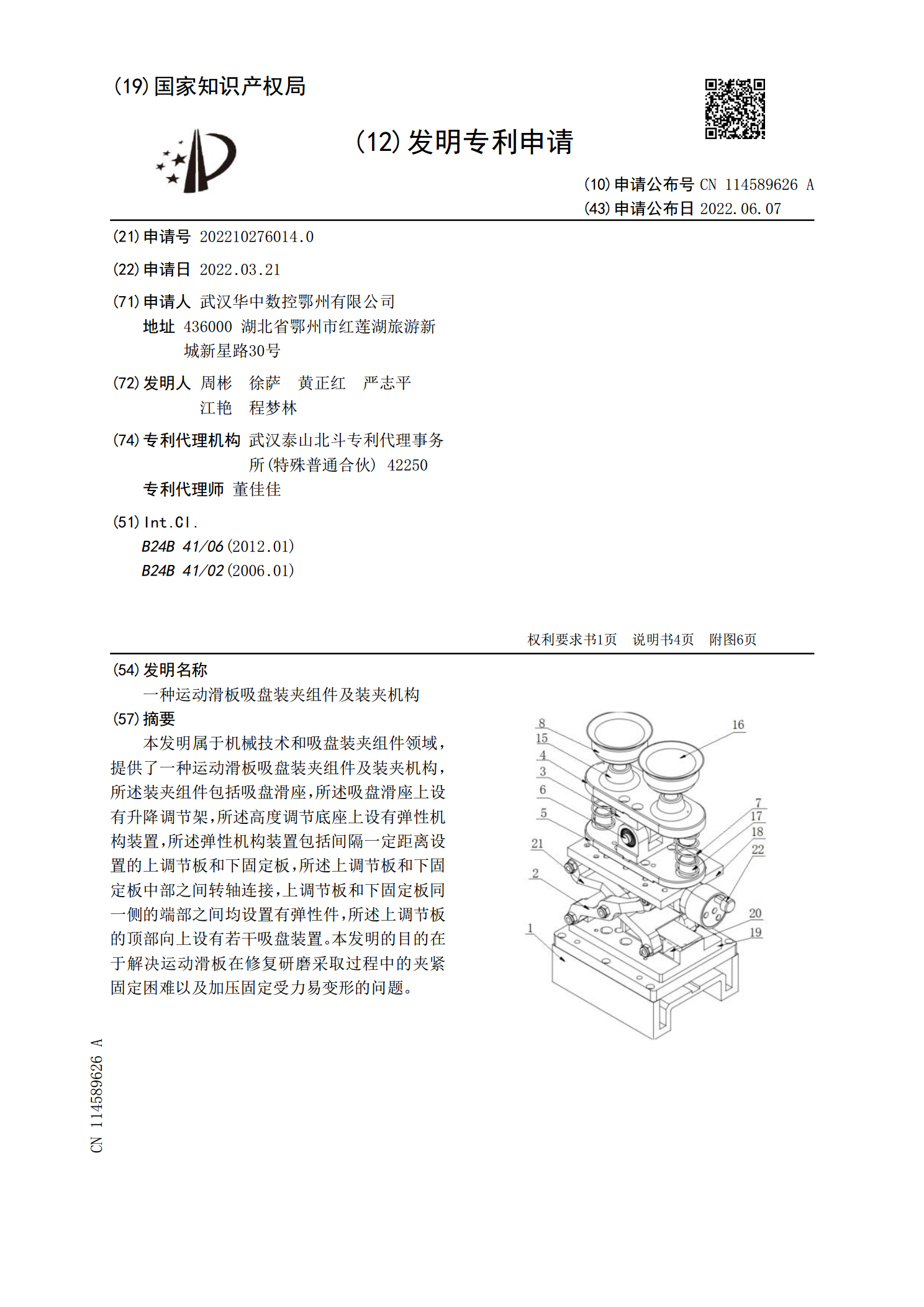
一种运动滑板吸盘装夹组件及装夹机构.pdf
本发明属于机械技术和吸盘装夹组件领域,提供了一种运动滑板吸盘装夹组件及装夹机构,所述装夹组件包括吸盘滑座,所述吸盘滑座上设有升降调节架,所述高度调节底座上设有弹性机构装置,所述弹性机构装置包括间隔一定距离设置的上调节板和下固定板,所述上调节板和下固定板中部之间转轴连接,上调节板和下固定板同一侧的端部之间均设置有弹性件,所述上调节板的顶部向上设有若干吸盘装置。本发明的目的在于解决运动滑板在修复研磨采取过程中的夹紧固定困难以及加压固定受力易变形的问题。
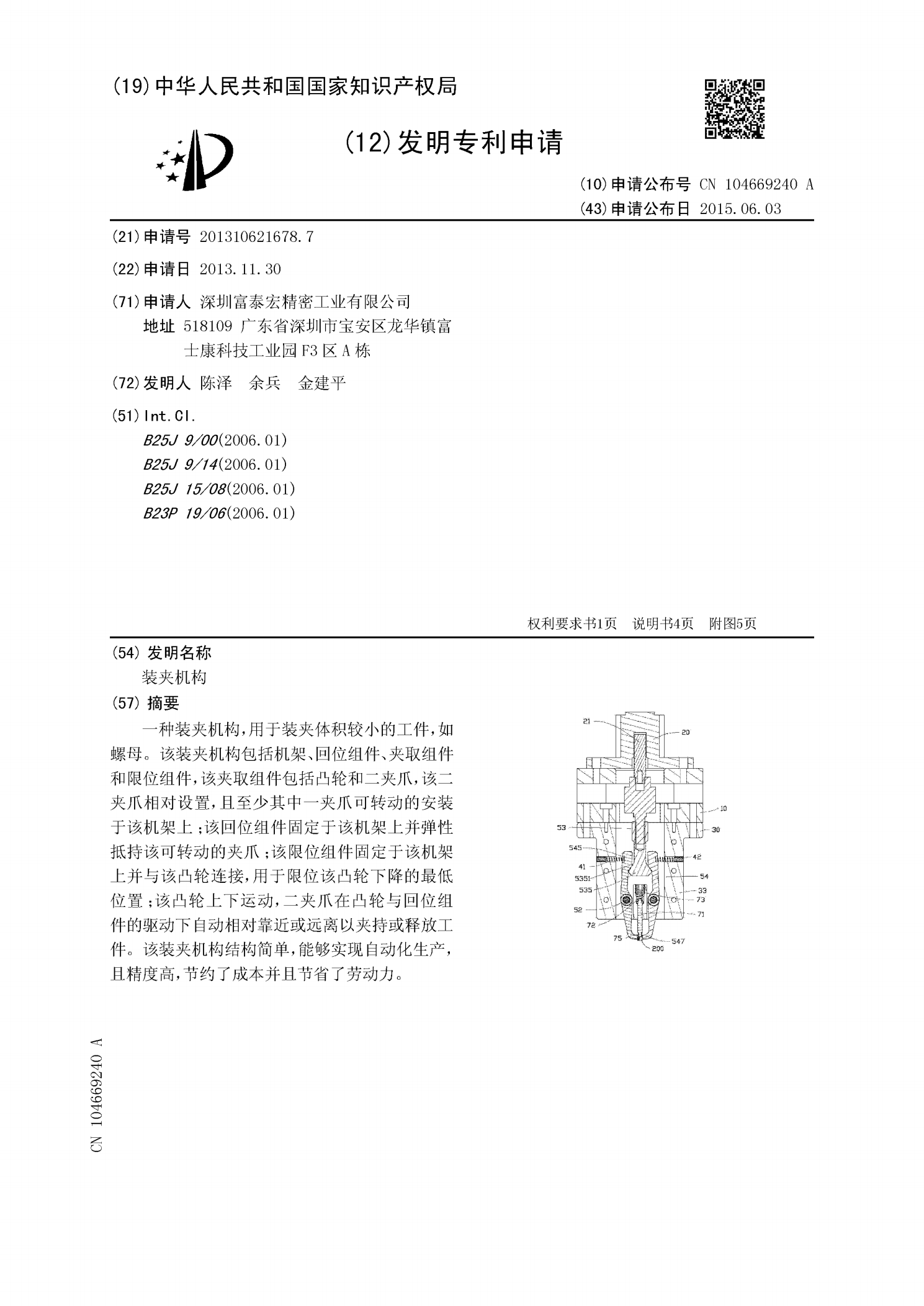
装夹机构.pdf
一种装夹机构,用于装夹体积较小的工件,如螺母。该装夹机构包括机架、回位组件、夹取组件和限位组件,该夹取组件包括凸轮和二夹爪,该二夹爪相对设置,且至少其中一夹爪可转动的安装于该机架上;该回位组件固定于该机架上并弹性抵持该可转动的夹爪;该限位组件固定于该机架上并与该凸轮连接,用于限位该凸轮下降的最低位置;该凸轮上下运动,二夹爪在凸轮与回位组件的驱动下自动相对靠近或远离以夹持或释放工件。该装夹机构结构简单,能够实现自动化生产,且精度高,节约了成本并且节省了劳动力。