
一种非公路汽车用无内胎多件式车轮制造方法.pdf

猫巷****正德


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种非公路汽车用无内胎多件式车轮制造方法.pdf
本发明公开了一种非公路汽车用无内胎多件式车轮制造方法,属于工程车轮技术领域;本方法包括如下步骤:型钢轧制,将坯料分别轧制成具有内轮缘、挡圈、锁槽圈及锁圈横截面结构形状的内轮缘型钢、挡圈型钢、锁槽圈型钢及锁圈型钢;部件加工,将所述内轮缘型钢、挡圈型钢、锁槽圈型钢及锁圈型钢分别加工成内轮缘、挡圈、锁槽圈及锁圈;轮辋装配,将所述内轮缘、挡圈、锁槽圈及锁圈装配在一起,焊接内外缝,加工气门孔,形成成品轮辋;轮辋轮辐装配;车轮装配。本发明方法,车轮主要部件采用型钢加工生产,材料利用率大于90%,强度增加;能源消耗降低
多件式无内胎车轮.pdf
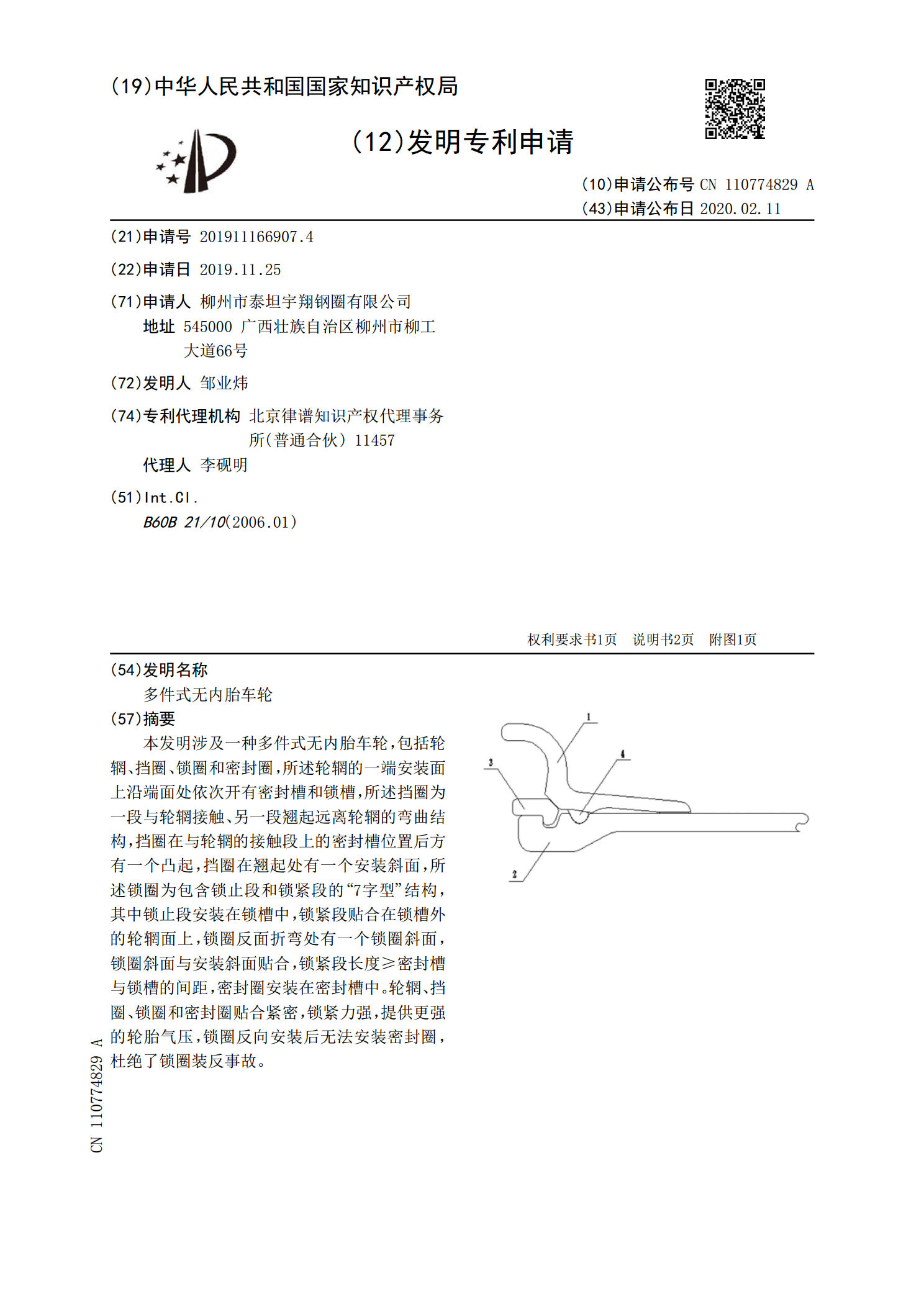
本发明涉及一种多件式无内胎车轮,包括轮辋、挡圈、锁圈和密封圈,所述轮辋的一端安装面上沿端面处依次开有密封槽和锁槽,所述挡圈为一段与轮辋接触、另一段翘起远离轮辋的弯曲结构,挡圈在与轮辋的接触段上的密封槽位置后方有一个凸起,挡圈在翘起处有一个安装斜面,所述锁圈为包含锁止段和锁紧段的“7字型”结构,其中锁止段安装在锁槽中,锁紧段贴合在锁槽外的轮辋面上,锁圈反面折弯处有一个锁圈斜面,锁圈斜面与安装斜面贴合,锁紧段长度≥密封槽与锁槽的间距,密封圈安装在密封槽中。轮辋、挡圈、锁圈和密封圈贴合紧密,锁紧力强,提供更强的
无内胎车轮用轮辋型钢及组合式汽车无内胎轮辋.pdf
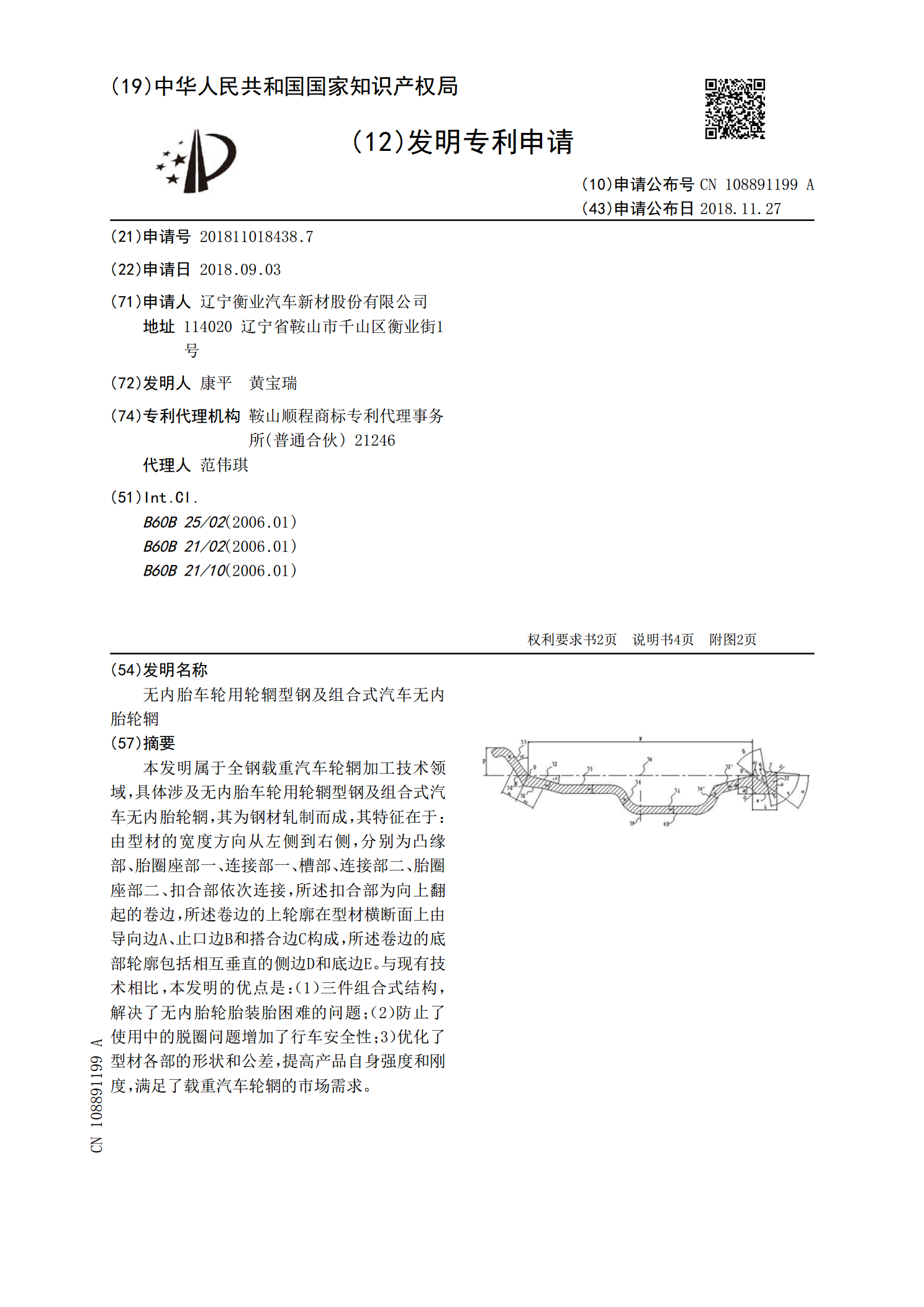
本发明属于全钢载重汽车轮辋加工技术领域,具体涉及无内胎车轮用轮辋型钢及组合式汽车无内胎轮辋,其为钢材轧制而成,其特征在于:由型材的宽度方向从左侧到右侧,分别为凸缘部、胎圈座部一、连接部一、槽部、连接部二、胎圈座部二、扣合部依次连接,所述扣合部为向上翻起的卷边,所述卷边的上轮廓在型材横断面上由导向边A、止口边B和搭合边C构成,所述卷边的底部轮廓包括相互垂直的侧边D和底边E。与现有技术相比,本发明的优点是:(1)三件组合式结构,解决了无内胎轮胎装胎困难的问题;(2)防止了使用中的脱圈问题增加了行车安全性;3)

平式轮辋用无内胎充气轮胎的制造方法.pdf
本发明的平式轮辋用无内胎充气轮胎的制造方法,其特征在于:1)准备好袋口撑模具,此模具按圆周方向切分为左右两个对称的半圆片,并按径向等分为三段或多段;2)依模型形状及尺寸制造出袋口撑;3)将袋口撑头部安装于模具之中;4)依次将袋口撑及模具的左或右半片沿轮胎胎圈口外装入胎内,袋口撑的根部位于轮胎与胶囊之间,头部以上的模具与胎圈口平行,并使用不干胶纸将其初步定位;5)将安装好袋口撑及模具的生胎装入轮胎硫化罐;6)轮胎成品出来后,取出袋口撑成型模,并配上预先做好的袋盖密封扣。本发明在制造方法上保证了袋口

一种挡圈焊接式有内胎车轮及其制造方法.pdf
本发明的目的是针对现在有内胎车轮制造技术的不足,提供一种挡圈焊接式有内胎车轮及其制造方法。将轮辐1与轮辋2改为旋压成型的整体性车轮5,该轮辐1与轮辋2为整体旋压成型,并且在该整体车轮的外壁挡圈位置焊接一圈向外凸起的挡圈6;挡圈6主要是对车轮装设“卡圈”11起定位作用。与传统有内胎车轮的制造技术相比,本发明采用一种先制造轮辐轮辋整体再焊接挡圈的技术。使用一台立式旋压机即可完成该整体有内胎车轮的轮辐轮辋成型制造,不需要增加挡圈的制造工艺和装备,在实际使用过程中减少了制造装备的投入。使用板材代替了型钢材料,减少