
一种挡圈焊接式有内胎车轮及其制造方法.pdf

雨巷****轶丽


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种挡圈焊接式有内胎车轮及其制造方法.pdf
本发明的目的是针对现在有内胎车轮制造技术的不足,提供一种挡圈焊接式有内胎车轮及其制造方法。将轮辐1与轮辋2改为旋压成型的整体性车轮5,该轮辐1与轮辋2为整体旋压成型,并且在该整体车轮的外壁挡圈位置焊接一圈向外凸起的挡圈6;挡圈6主要是对车轮装设“卡圈”11起定位作用。与传统有内胎车轮的制造技术相比,本发明采用一种先制造轮辐轮辋整体再焊接挡圈的技术。使用一台立式旋压机即可完成该整体有内胎车轮的轮辐轮辋成型制造,不需要增加挡圈的制造工艺和装备,在实际使用过程中减少了制造装备的投入。使用板材代替了型钢材料,减少
一种车轮内胎及其制备方法.pdf
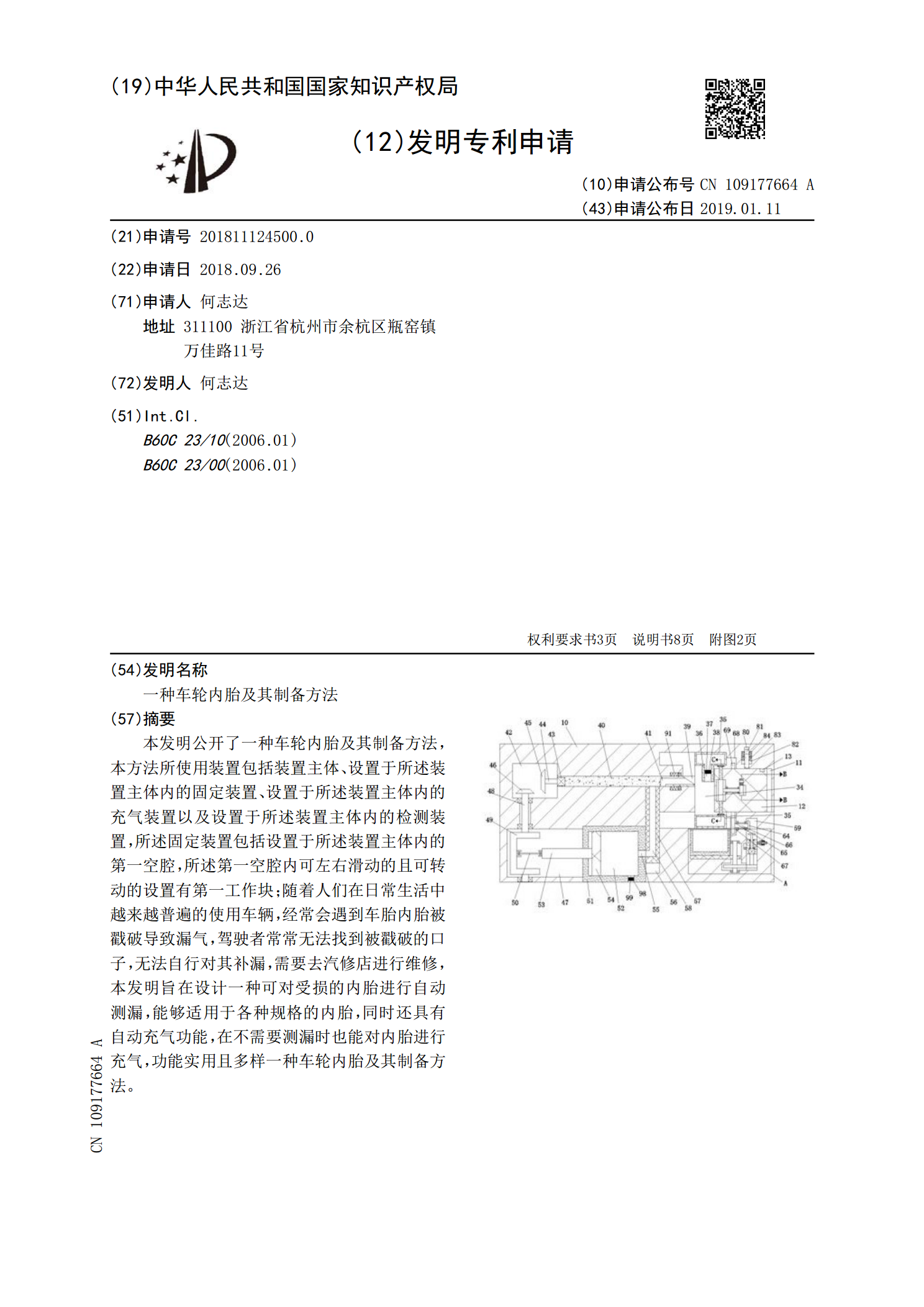
本发明公开了一种车轮内胎及其制备方法,本方法所使用装置包括装置主体、设置于所述装置主体内的固定装置、设置于所述装置主体内的充气装置以及设置于所述装置主体内的检测装置,所述固定装置包括设置于所述装置主体内的第一空腔,所述第一空腔内可左右滑动的且可转动的设置有第一工作块;随着人们在日常生活中越来越普遍的使用车辆,经常会遇到车胎内胎被戳破导致漏气,驾驶者常常无法找到被戳破的口子,无法自行对其补漏,需要去汽修店进行维修,本发明旨在设计一种可对受损的内胎进行自动测漏,能够适用于各种规格的内胎,同时还具有自动充气功能

一种拼装式的实心内胎及其车轮.pdf
本发明涉及车轮领域,公开一种拼装式的实心内胎及其车轮,包括数量至少为两个的实心内胎单元(10),所有实心内胎单元首尾卡合连接并形成环形胎;相邻两实心内胎单元连接处设有第一缺口(101),第一缺口内安装有连接组件(11),连接组件(11)两端分别与对应端的实心内胎单元(10)连接,实心内胎单元(10)靠近第一缺口处安装有限位销(12),限位销(12)上设有沿着径向方向贯穿的螺纹孔(121),连接组件(11)两端分别通过螺纹孔(121)与对应端的限位销(12)螺纹连接。实心内胎为拼装式结构,从而方便将其安装在

车轮内胎及其制备方法.pdf
本发明公开了车轮内胎及其制备方法,包括工作台,所述工作块内设置有一驱动空间,所述驱动空间右端壁内设置有一传动空间,所述传动空间下端壁内设置有上端壁与传动空间连通的第一螺纹槽,所述第一螺纹槽下端壁内设置有上端壁与第一螺纹槽连通且下端壁连通外界空间的滑动空间,所述驱动空间左端壁内设置有一从动空间,所述从动空间下端壁内设置有一上端壁与从动空间连通的第二螺纹槽,所述第二螺纹槽下端壁内设置有一上端壁与第二螺纹槽连通的转动槽,此装置具有机构简单,操作方便,自动化程度高,实现了内胎加工过程中打孔与气门嘴安装的一体化,能

一种非公路汽车用无内胎多件式车轮制造方法.pdf
本发明公开了一种非公路汽车用无内胎多件式车轮制造方法,属于工程车轮技术领域;本方法包括如下步骤:型钢轧制,将坯料分别轧制成具有内轮缘、挡圈、锁槽圈及锁圈横截面结构形状的内轮缘型钢、挡圈型钢、锁槽圈型钢及锁圈型钢;部件加工,将所述内轮缘型钢、挡圈型钢、锁槽圈型钢及锁圈型钢分别加工成内轮缘、挡圈、锁槽圈及锁圈;轮辋装配,将所述内轮缘、挡圈、锁槽圈及锁圈装配在一起,焊接内外缝,加工气门孔,形成成品轮辋;轮辋轮辐装配;车轮装配。本发明方法,车轮主要部件采用型钢加工生产,材料利用率大于90%,强度增加;能源消耗降低