
一种硬脆陶瓷材料临界切削深度的检测方法.pdf

Ja****20


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种硬脆陶瓷材料临界切削深度的检测方法.pdf
一种硬脆陶瓷材料临界切削深度的检测方法,包括以下步骤:1)首先在基盘上粘贴一薄垫片,并选用抛光后表面超光滑无划痕硬脆陶瓷材料切片作为工件切片,将所述工件切片架到该薄垫片上粘贴,所述工件切片形成一微小斜坡;2)研磨盘的粒度号,加工载荷、加工转速及加工液都与实验加工情况相同,加工时磨粒在工件切片的表面形成由浅至深的微切痕;3)采用白光干涉仪来跟踪观测加工过渡区内磨粒切痕,寻找塑脆性转变特征明显的磨粒切痕,找到首先出现破碎状裂纹处,对此破碎状裂纹处进行二维轮廓分析,所述破碎状裂纹的切痕深度定义为该硬脆陶瓷材料的

硬脆材料磨削脆-延转化临界切削深度确定方法和装置.pdf
本发明涉及硬脆材料超精密加工技术领域,为实现最大切深的延性域磨削,从而实现硬脆材料高表面质量、高效、高精度的生产加工,为此,本发明采用的技术方案是,硬脆材料磨削脆-延转化临界切削深度确定方法和装置,包括如下步骤:(1)根据超精密磨削所使用的砂轮确定自制多磨粒刀具的磨粒数目、形状、间距;(2)按照步骤(1)选定的磨粒形状、间距、前角参数在所述的磨粒基体上加工出≥3个磨粒;(3)控制多磨粒刀具和工件产生相对运动,在工件表面开始划削,同时控制多磨粒刀具连续进给,使划痕的深度连续变化;将完成划痕的工件利用表面轮廓

硬脆材料的切削模型与应用实例.docx
硬脆材料的切削模型与应用实例硬脆材料的切削模型与应用实例摘要:硬脆材料在工业生产和科学研究中具有重要的应用价值,然而其高硬度和脆性特性给其加工带来了很大的挑战。本文主要介绍了硬脆材料的切削模型及其应用实例,系统阐述了切削过程中的力学现象、刀具材料的选择以及机械力与切削效率的关系。通过对切削模型的研究和切削实例的分析,旨在为硬脆材料的加工提供参考和启发。1.引言硬脆材料具有高硬度和脆性特性,常见的硬脆材料包括陶瓷、玻璃和硬质合金等。由于其特殊的材料性质,硬脆材料的加工一直是一个难题。切削是最常用的硬脆材料加
一种硬脆材料的低温加工方法及系统.pdf
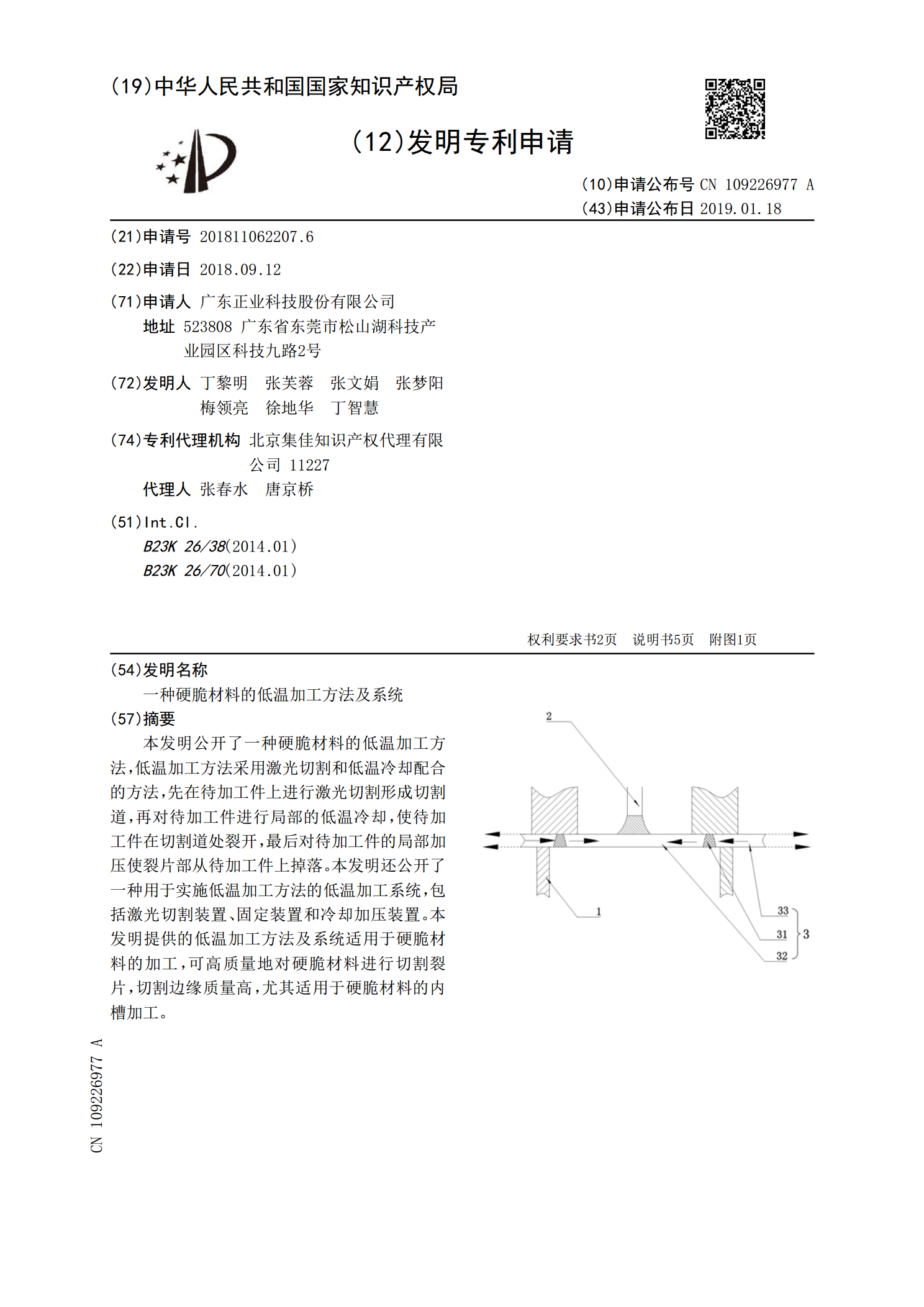
本发明公开了一种硬脆材料的低温加工方法,低温加工方法采用激光切割和低温冷却配合的方法,先在待加工件上进行激光切割形成切割道,再对待加工件进行局部的低温冷却,使待加工件在切割道处裂开,最后对待加工件的局部加压使裂片部从待加工件上掉落。本发明还公开了一种用于实施低温加工方法的低温加工系统,包括激光切割装置、固定装置和冷却加压装置。本发明提供的低温加工方法及系统适用于硬脆材料的加工,可高质量地对硬脆材料进行切割裂片,切割边缘质量高,尤其适用于硬脆材料的内槽加工。

一种降低硬脆材料表面脆性的方法.pdf
本发明涉及一种降低硬脆材料表面脆性的方法,所述方法包括步骤:(1)将热塑性聚氨酯弹性体溶于溶剂中,然后加入改性石墨纳米粉,超声震荡处理,得到增韧溶液,备用。(2)将待处理的硬脆材料工件浸入所述增韧溶液中,然后进行超声震荡处理,取出所述工件后对其进行电子束辐照处理,即可。本发明以具有良好韧性能力的热塑性聚氨酯弹性体和改性石墨纳米粉为原料制备了增韧溶液,经过浸润和电子束辐照处理后,在硬脆性材料工件的表面渗透并形成韧性薄膜,同时增韧溶液中的热塑性聚氨酯弹性体和改性石墨纳米微粒在超声振荡处理的作用下渗透至工件表面