
硬脆材料磨削脆-延转化临界切削深度确定方法和装置.pdf

猫巷****忠娟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

硬脆材料磨削脆-延转化临界切削深度确定方法和装置.pdf
本发明涉及硬脆材料超精密加工技术领域,为实现最大切深的延性域磨削,从而实现硬脆材料高表面质量、高效、高精度的生产加工,为此,本发明采用的技术方案是,硬脆材料磨削脆-延转化临界切削深度确定方法和装置,包括如下步骤:(1)根据超精密磨削所使用的砂轮确定自制多磨粒刀具的磨粒数目、形状、间距;(2)按照步骤(1)选定的磨粒形状、间距、前角参数在所述的磨粒基体上加工出≥3个磨粒;(3)控制多磨粒刀具和工件产生相对运动,在工件表面开始划削,同时控制多磨粒刀具连续进给,使划痕的深度连续变化;将完成划痕的工件利用表面轮廓

一种硬脆陶瓷材料临界切削深度的检测方法.pdf
一种硬脆陶瓷材料临界切削深度的检测方法,包括以下步骤:1)首先在基盘上粘贴一薄垫片,并选用抛光后表面超光滑无划痕硬脆陶瓷材料切片作为工件切片,将所述工件切片架到该薄垫片上粘贴,所述工件切片形成一微小斜坡;2)研磨盘的粒度号,加工载荷、加工转速及加工液都与实验加工情况相同,加工时磨粒在工件切片的表面形成由浅至深的微切痕;3)采用白光干涉仪来跟踪观测加工过渡区内磨粒切痕,寻找塑脆性转变特征明显的磨粒切痕,找到首先出现破碎状裂纹处,对此破碎状裂纹处进行二维轮廓分析,所述破碎状裂纹的切痕深度定义为该硬脆陶瓷材料的
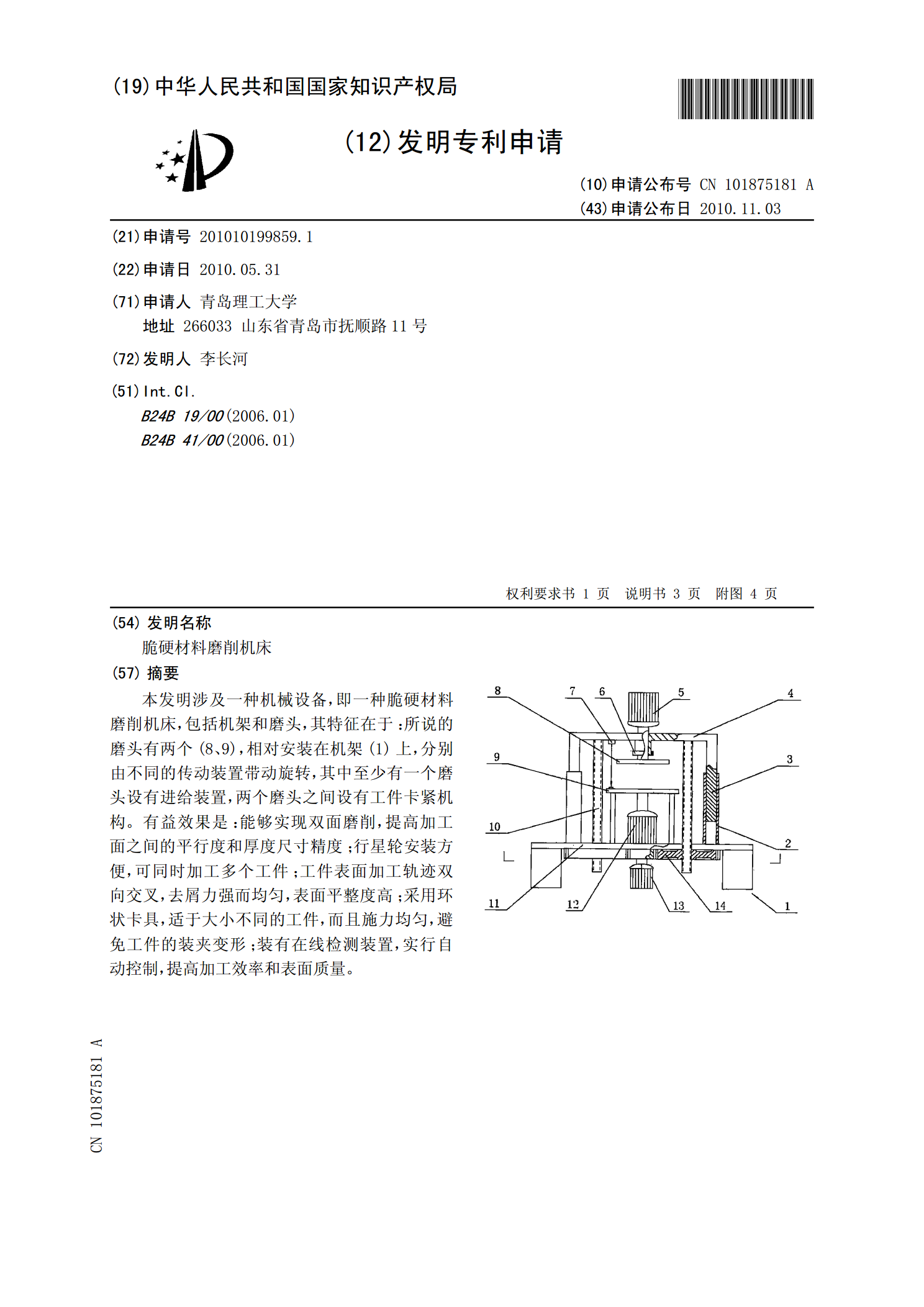
脆硬材料磨削机床.pdf
本发明涉及一种机械设备,即一种脆硬材料磨削机床,包括机架和磨头,其特征在于:所说的磨头有两个(8、9),相对安装在机架(1)上,分别由不同的传动装置带动旋转,其中至少有一个磨头设有进给装置,两个磨头之间设有工件卡紧机构。有益效果是:能够实现双面磨削,提高加工面之间的平行度和厚度尺寸精度;行星轮安装方便,可同时加工多个工件;工件表面加工轨迹双向交叉,去屑力强而均匀,表面平整度高;采用环状卡具,适于大小不同的工件,而且施力均匀,避免工件的装夹变形;装有在线检测装置,实行自动控制,提高加工效率和表面质量。

一种硬脆自由曲面磨削装置及磨削方法.pdf
本发明公开了一种硬脆自由曲面磨削装置,包括用以对工件表面进行磨削的ELID磨削设备和用以对工件表面进行加热的激光装置,所述ELID磨削设备包括用以对工件表面进行磨削的砂轮,在磨削方向上,所述激光装置发出的激光在工件表面上形成的加热点位于砂轮在工件表面上形成的磨削点的前方。该磨削装置通过采用ELID磨削设备提高了加工精度,通过采用激光装置加热的方式降低了磨削的难度,提高了磨削效率,延长了砂轮的寿命。

硬脆材料的切削模型与应用实例.docx
硬脆材料的切削模型与应用实例硬脆材料的切削模型与应用实例摘要:硬脆材料在工业生产和科学研究中具有重要的应用价值,然而其高硬度和脆性特性给其加工带来了很大的挑战。本文主要介绍了硬脆材料的切削模型及其应用实例,系统阐述了切削过程中的力学现象、刀具材料的选择以及机械力与切削效率的关系。通过对切削模型的研究和切削实例的分析,旨在为硬脆材料的加工提供参考和启发。1.引言硬脆材料具有高硬度和脆性特性,常见的硬脆材料包括陶瓷、玻璃和硬质合金等。由于其特殊的材料性质,硬脆材料的加工一直是一个难题。切削是最常用的硬脆材料加