
空心齿轮轴渗碳淬火变形的控制方法.pdf

婀娜****aj


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

空心齿轮轴渗碳淬火变形的控制方法.pdf
本发明公开一种空心齿轮轴渗碳淬火变形的控制方法,其在原有的空心齿轮轴生产工艺基础上进行改进,在渗碳工序之后、淬火工序之前对空心齿轮轴进行开通孔加工,留量为8~12mm。本发明能够大大减小腰鼓变形和齿向变形,同时齿顶圆尺寸与淬火前相比略有增大,完全避免了齿顶圆与公法线尺寸超差,为后续加工减少加工量,节约成本,提高效率,具有明显的经济效益。
一种齿轮轴渗碳淬火变形后的校直方法及校直装置.pdf
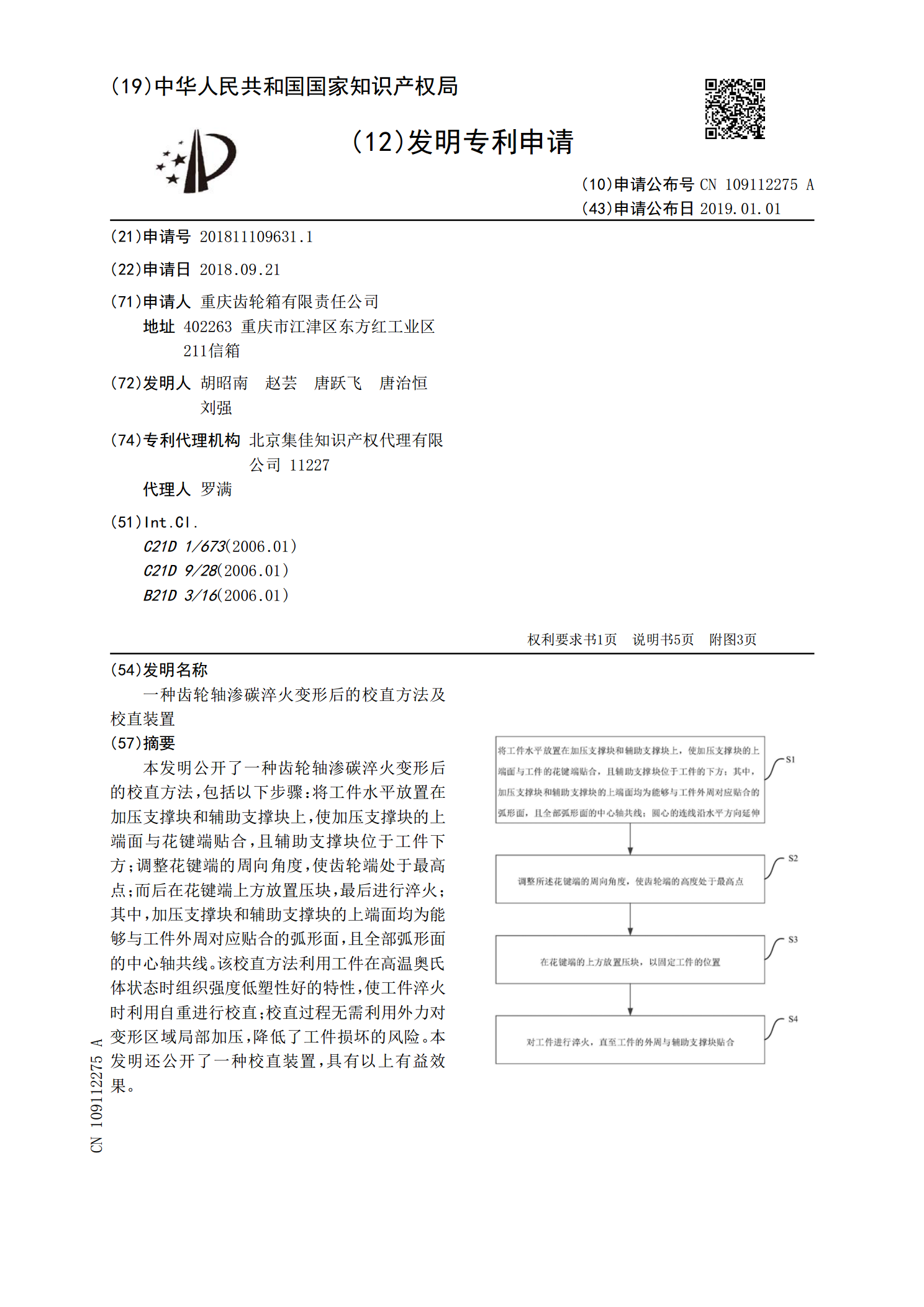
本发明公开了一种齿轮轴渗碳淬火变形后的校直方法,包括以下步骤:将工件水平放置在加压支撑块和辅助支撑块上,使加压支撑块的上端面与花键端贴合,且辅助支撑块位于工件下方;调整花键端的周向角度,使齿轮端处于最高点;而后在花键端上方放置压块,最后进行淬火;其中,加压支撑块和辅助支撑块的上端面均为能够与工件外周对应贴合的弧形面,且全部弧形面的中心轴共线。该校直方法利用工件在高温奥氏体状态时组织强度低塑性好的特性,使工件淬火时利用自重进行校直;校直过程无需利用外力对变形区域局部加压,降低了工件损坏的风险。本发明还公开了
大型重载机车齿轮渗碳淬火变形控制方法.pdf
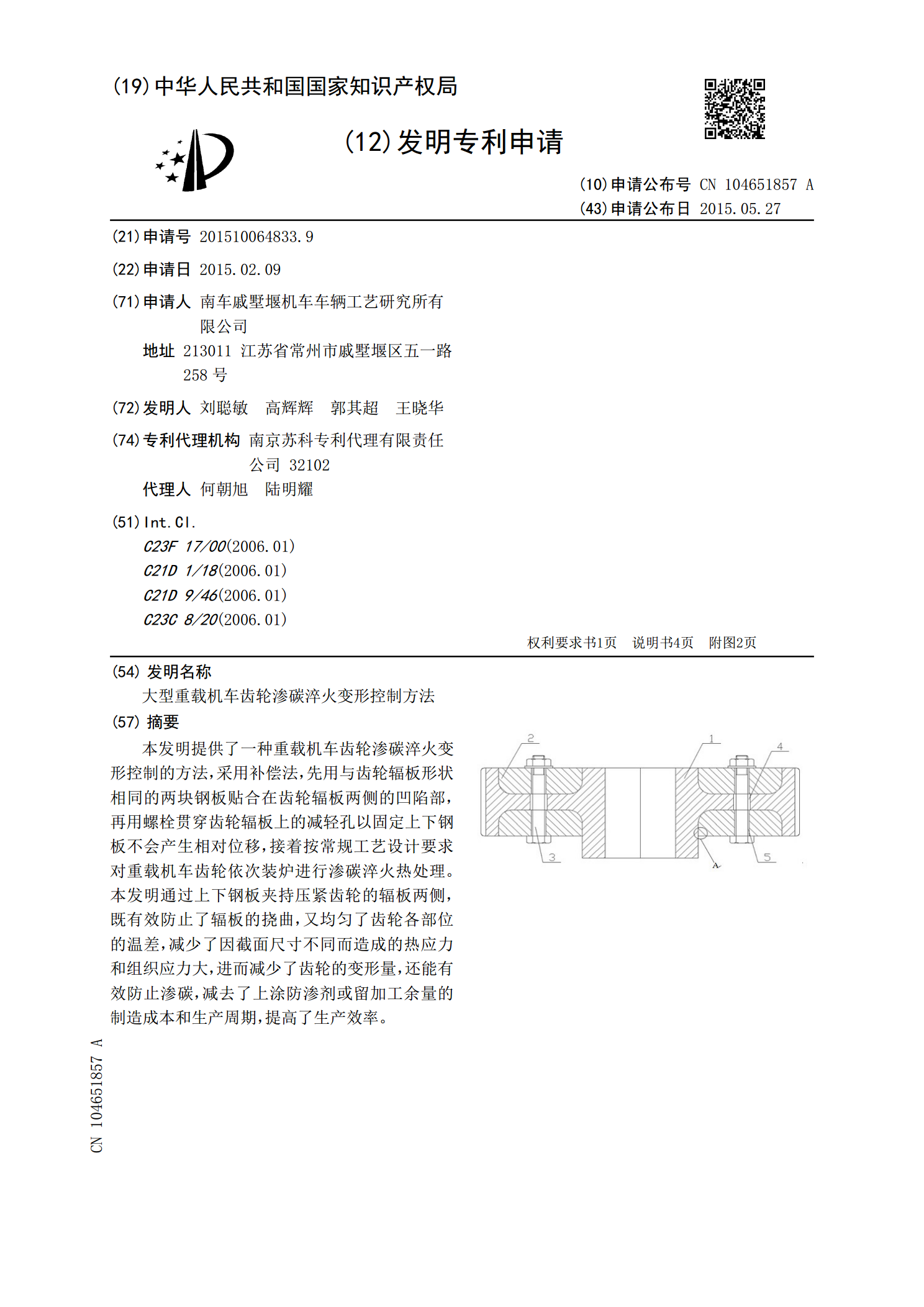
本发明提供了一种重载机车齿轮渗碳淬火变形控制的方法,采用补偿法,先用与齿轮辐板形状相同的两块钢板贴合在齿轮辐板两侧的凹陷部,再用螺栓贯穿齿轮辐板上的减轻孔以固定上下钢板不会产生相对位移,接着按常规工艺设计要求对重载机车齿轮依次装炉进行渗碳淬火热处理。本发明通过上下钢板夹持压紧齿轮的辐板两侧,既有效防止了辐板的挠曲,又均匀了齿轮各部位的温差,减少了因截面尺寸不同而造成的热应力和组织应力大,进而减少了齿轮的变形量,还能有效防止渗碳,减去了上涂防渗剂或留加工余量的制造成本和生产周期,提高了生产效率。

齿轮轴渗碳淬火吊挂装置.pdf
齿轮轴渗碳淬火吊挂装置,由吊柱、上支板、下支板、底板和五根相同的立柱构成;吊柱通过上支板和下支板的中心孔,并与上支板、下支板、底板焊接固定,吊柱的顶部设有吊装孔;五根立柱分别通过上支板和下支板上呈圆周均匀分布的孔,并与上支板、下支板、底板焊接固定,五根立柱的顶端与上支板的平齐,五根立柱的直径与吊柱的直径相等;上支板上设有呈圆周均匀分布的五个用于放置齿轮轴的通孔,还在两个直径不相等的圆周上分别设有均匀分布的五个油孔;下支板的结构与上支板的结构相同;底板上设有呈圆周均匀分布的四个油孔。利用本发明对齿轮轴进行渗
一种控制薄壁齿轮渗碳淬火变形的方法.pdf
本发明提供一种控制薄壁齿轮渗碳淬火变形的方法,该方法是将薄壁齿轮按下述工艺参数进行渗碳淬火:强渗温度为930±10℃、碳浓度Cp=1.16‑1.22,扩散温度为840±5℃、Cp=0.82‑0.86,淬火温度为840℃,升温速度≦4℃/min,淬火油温为90±5℃,装炉方式为平铺装炉,并在齿轮内部放置一个等高实心工装。将薄壁齿轮渗碳淬火变形控制在一定的范围内,同时保证不同批次薄壁齿轮渗碳淬火变形的一致性,从而克服现有技术方法的不足。属于薄壁齿轮渗碳淬火技术及其应用领域。