
一种齿轮轴渗碳淬火变形后的校直方法及校直装置.pdf

小寄****淑k

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴渗碳淬火变形后的校直方法及校直装置.pdf
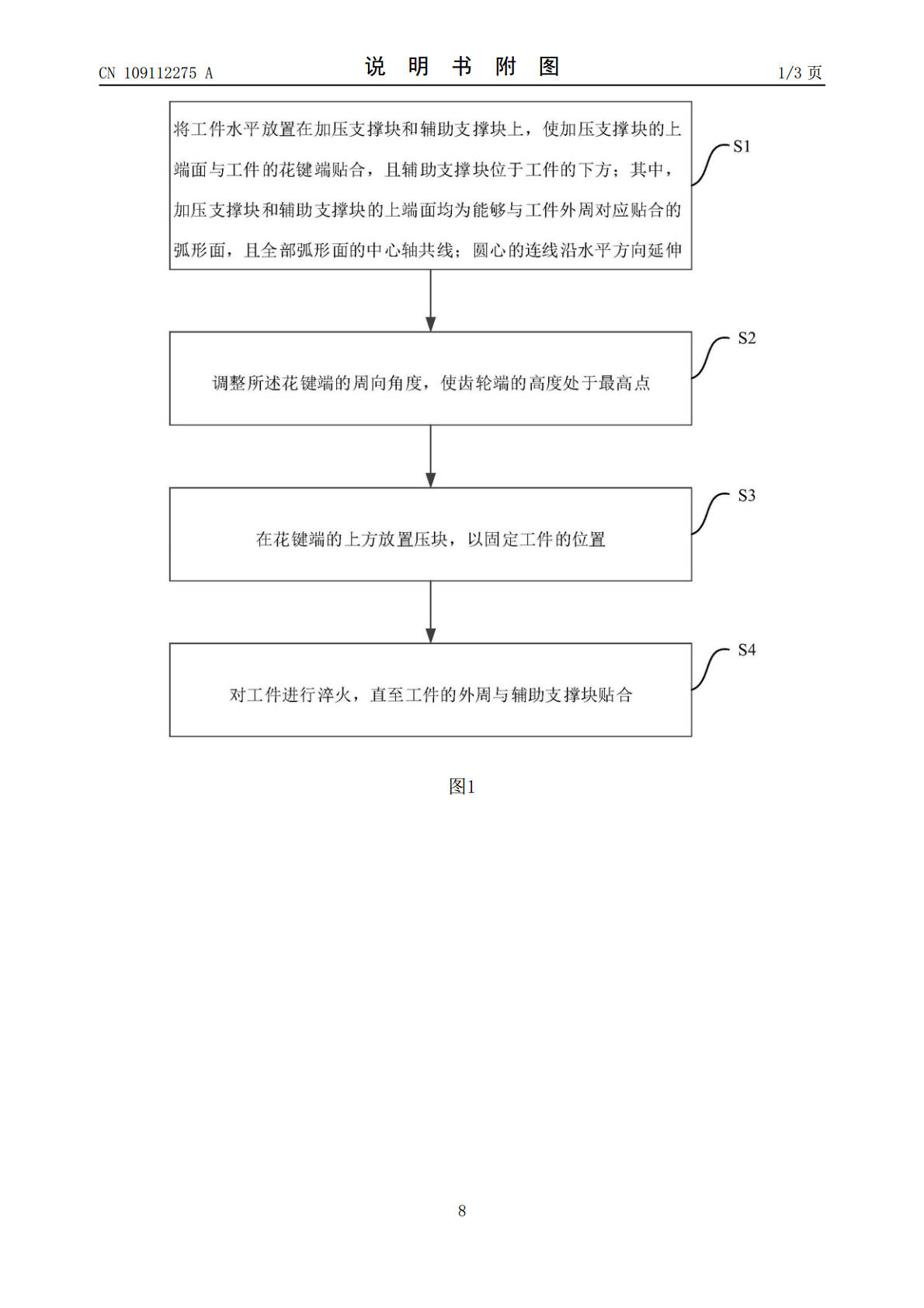
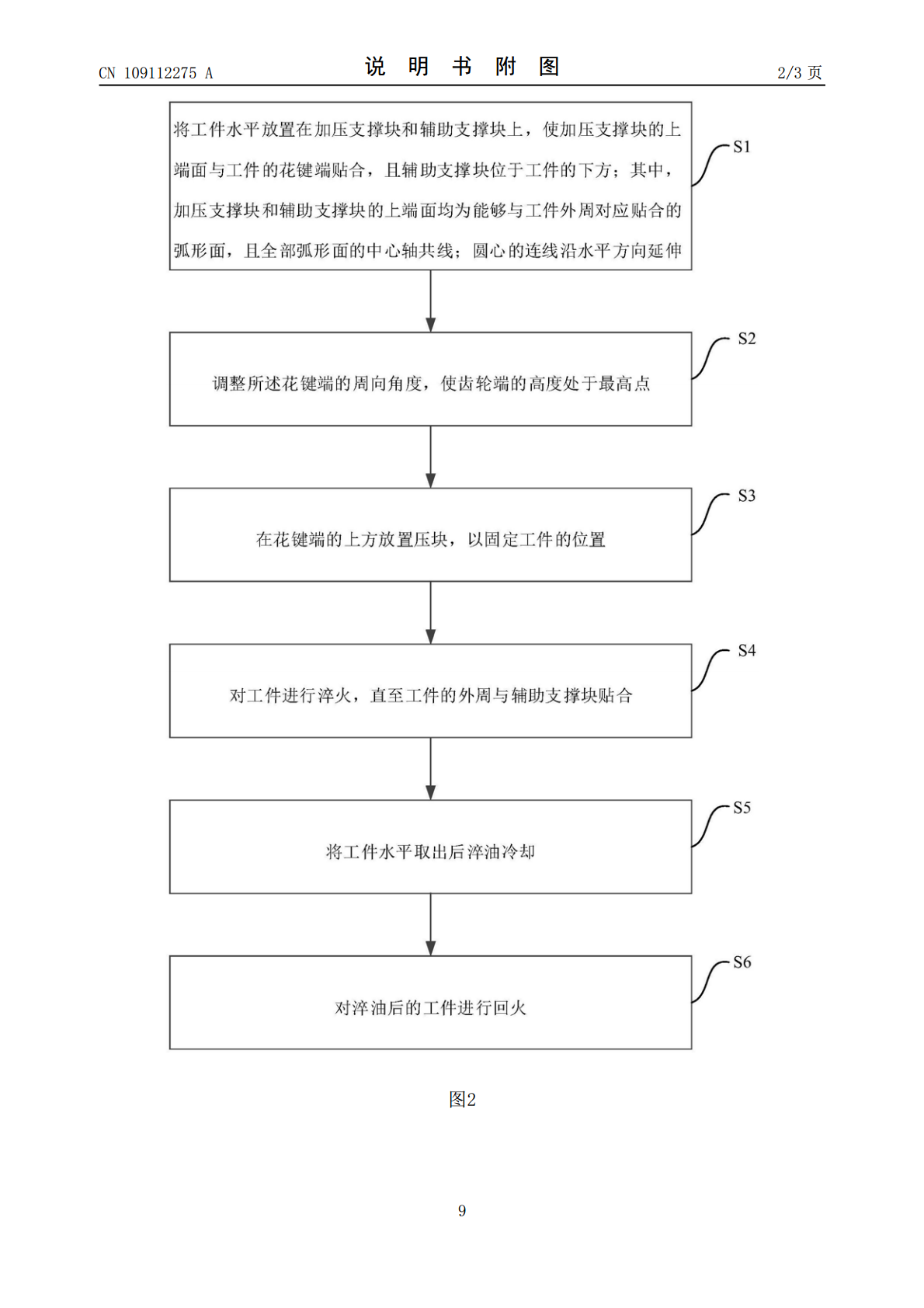
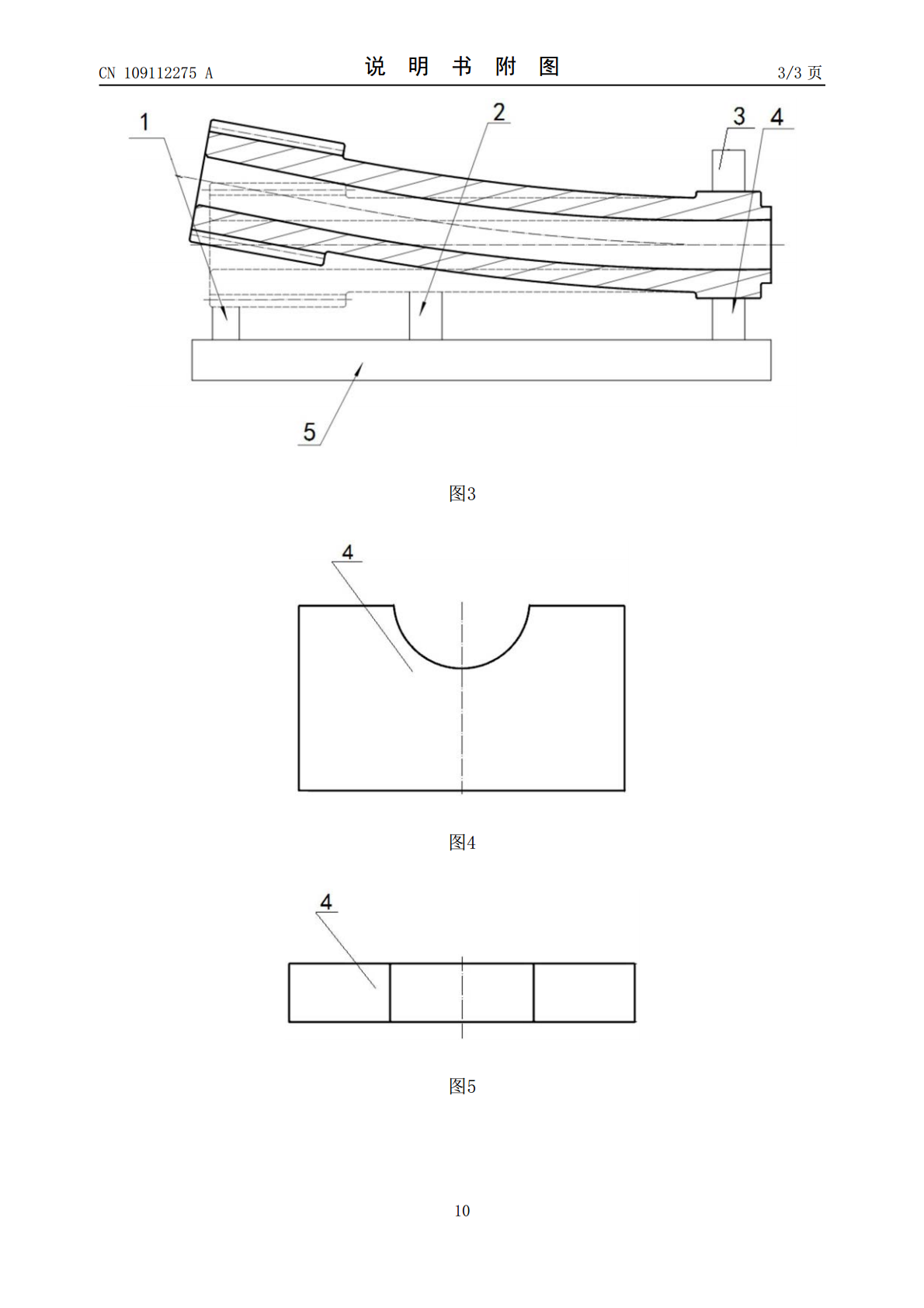
本发明公开了一种齿轮轴渗碳淬火变形后的校直方法,包括以下步骤:将工件水平放置在加压支撑块和辅助支撑块上,使加压支撑块的上端面与花键端贴合,且辅助支撑块位于工件下方;调整花键端的周向角度,使齿轮端处于最高点;而后在花键端上方放置压块,最后进行淬火;其中,加压支撑块和辅助支撑块的上端面均为能够与工件外周对应贴合的弧形面,且全部弧形面的中心轴共线。该校直方法利用工件在高温奥氏体状态时组织强度低塑性好的特性,使工件淬火时利用自重进行校直;校直过程无需利用外力对变形区域局部加压,降低了工件损坏的风险。本发明还公开了
20CrMo材料V型导轨渗碳淬火校直方法.pdf
本发明公开了一种20CrMo材料V型导轨渗碳淬火、校直方法,首先在渗碳时采用平放进炉渗碳,减少渗碳变形;渗碳后带热校直,并进行去应力退火消除校直应力。其次,淬火时采用油冷方式,控制油搅拌速度,减少应力分布不均造成的变形;淬火后带热校直、平放回火时效。本发明减小了V型导轨热处理过程中的变形量,降低了校直断裂报废的损失,为同类产品的淬火及校直提供了可借鉴的工艺方法。

一种丝杆校直装置及校直方法.pdf
本发明提供一种丝杆校直装置及校直方法,在丝杆放置孔(6)处装夹丝杆,把装夹后的丝杆校直装置放置到液压机下并将其固定,通过试验把液压机调节到合适的压力刻度,使压力全部被压在一个平面上,完成对丝杆的校直,解决了细长丝杆直线度问题,使其能够保证较高的直线度。
一种校直方法及应用该方法的校直装置和导轨校直机.pdf
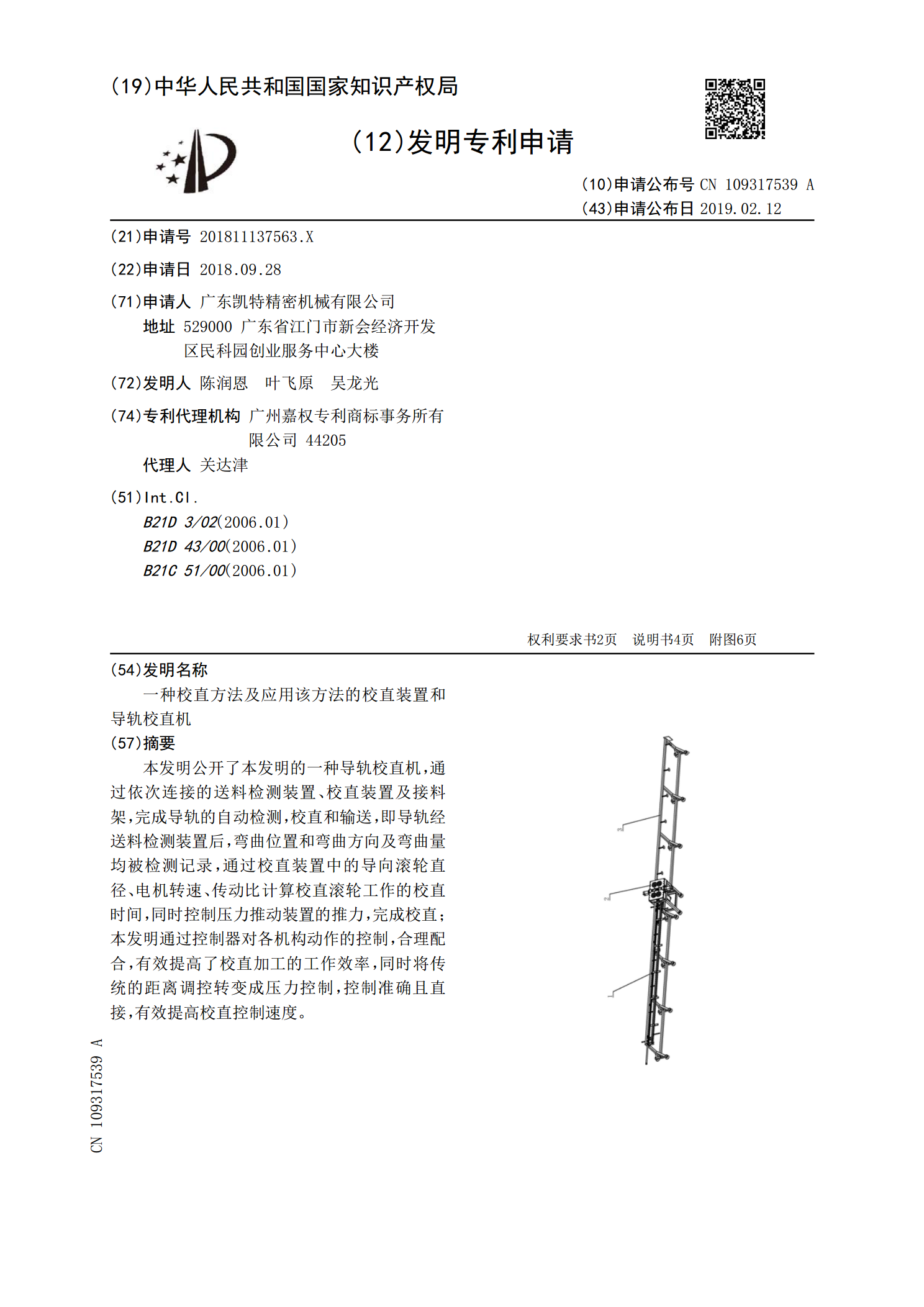
本发明公开了本发明的一种导轨校直机,通过依次连接的送料检测装置、校直装置及接料架,完成导轨的自动检测,校直和输送,即导轨经送料检测装置后,弯曲位置和弯曲方向及弯曲量均被检测记录,通过校直装置中的导向滚轮直径、电机转速、传动比计算校直滚轮工作的校直时间,同时控制压力推动装置的推力,完成校直;本发明通过控制器对各机构动作的控制,合理配合,有效提高了校直加工的工作效率,同时将传统的距离调控转变成压力控制,控制准确且直接,有效提高校直控制速度。

空心齿轮轴渗碳淬火变形的控制方法.pdf
本发明公开一种空心齿轮轴渗碳淬火变形的控制方法,其在原有的空心齿轮轴生产工艺基础上进行改进,在渗碳工序之后、淬火工序之前对空心齿轮轴进行开通孔加工,留量为8~12mm。本发明能够大大减小腰鼓变形和齿向变形,同时齿顶圆尺寸与淬火前相比略有增大,完全避免了齿顶圆与公法线尺寸超差,为后续加工减少加工量,节约成本,提高效率,具有明显的经济效益。