
不锈钢管端口缩径滚压整圆装置.pdf

依波****bc


1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

不锈钢管端口缩径滚压整圆装置.pdf
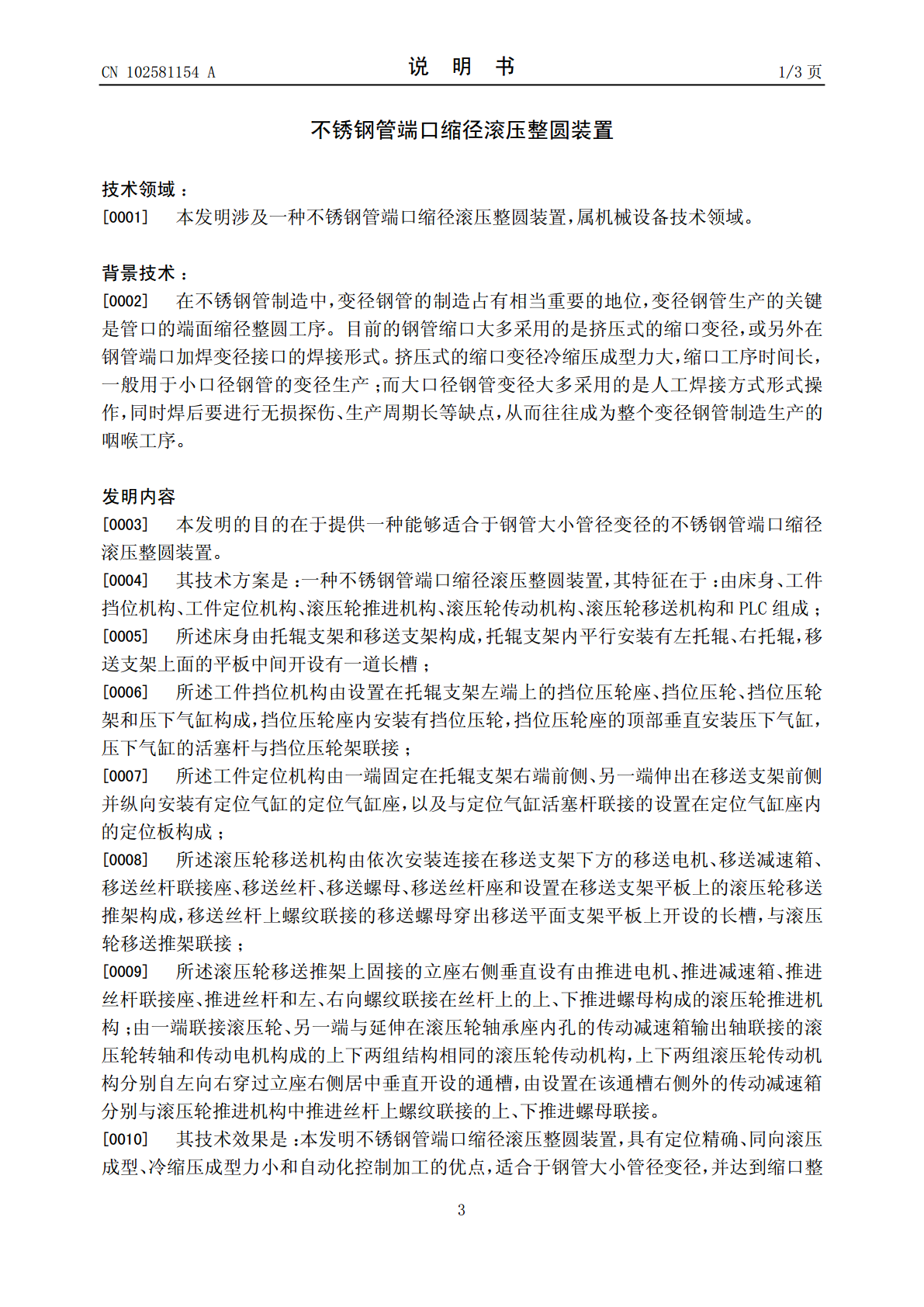
本发明公开了一种不锈钢管端口缩径滚压整圆装置,由床身、工件挡位机构、工件定位机构、滚压轮推进机构、滚压轮传动机构、滚压轮移送机构和PLC组成,送进托辊支架(1)内的左、右托辊之间的辊面上并进入到工件碾轧位置的工件,由工件定位机构和工件挡位机构进行定位和挡位,滚压轮传动机构(23)由滚压轮移送机构移送进入工件碾轧位置,并由滚压轮推进机构中左、右向螺纹联接在推进丝杆(22)上的上、下推进螺母(23-10)带动滚压轮传动机构中的上下两个滚压轮(23-3)进入并压住工件滚压部位,由滚压轮传动机构中的传动电机传动滚
一种不锈钢管整圆定型装置.pdf
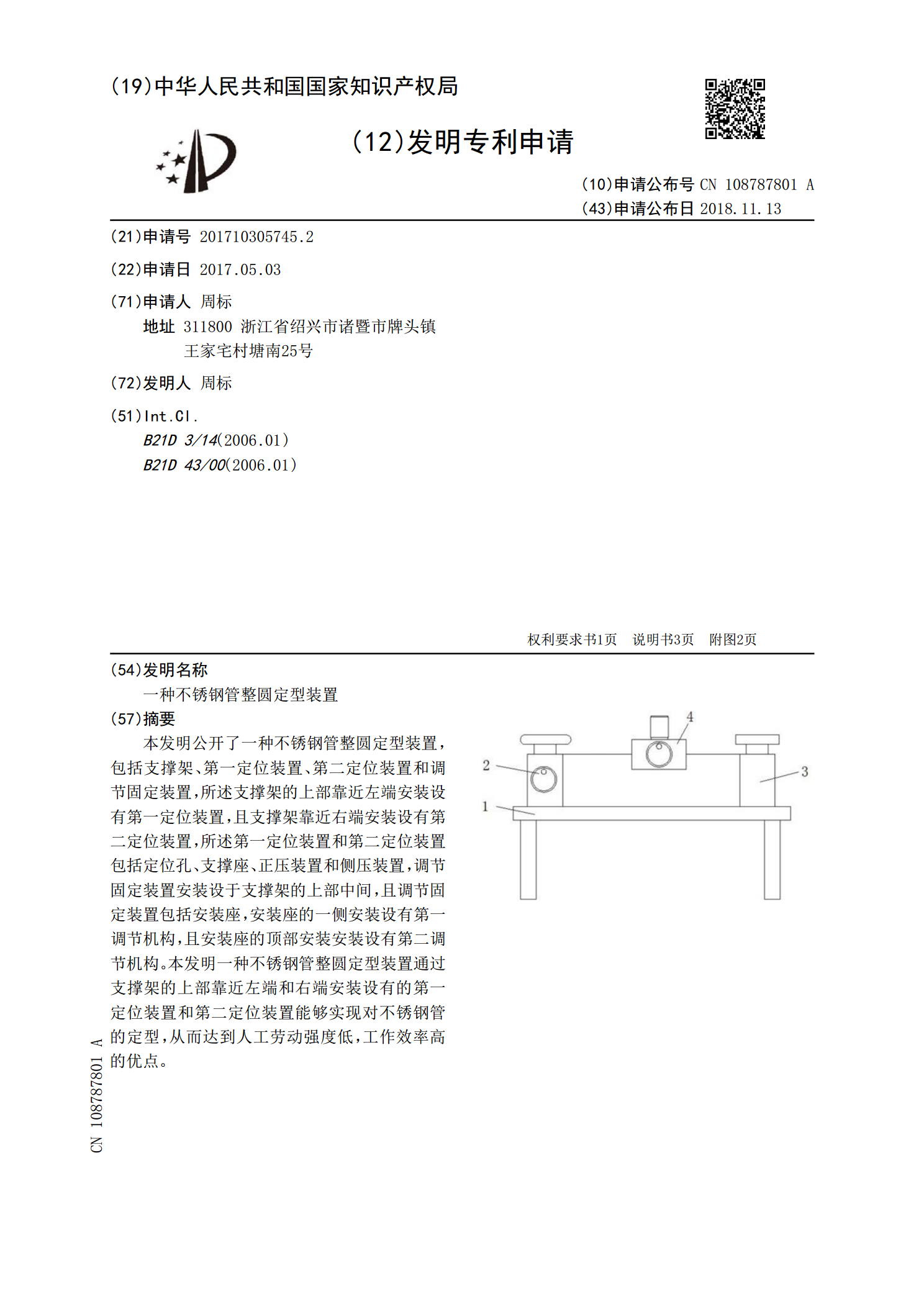
本发明公开了一种不锈钢管整圆定型装置,包括支撑架、第一定位装置、第二定位装置和调节固定装置,所述支撑架的上部靠近左端安装设有第一定位装置,且支撑架靠近右端安装设有第二定位装置,所述第一定位装置和第二定位装置包括定位孔、支撑座、正压装置和侧压装置,调节固定装置安装设于支撑架的上部中间,且调节固定装置包括安装座,安装座的一侧安装设有第一调节机构,且安装座的顶部安装安装设有第二调节机构。本发明一种不锈钢管整圆定型装置通过支撑架的上部靠近左端和右端安装设有的第一定位装置和第二定位装置能够实现对不锈钢管的定型,从而
后处理催化单元缩径精度提升方法、缩径系统及主控装置.pdf
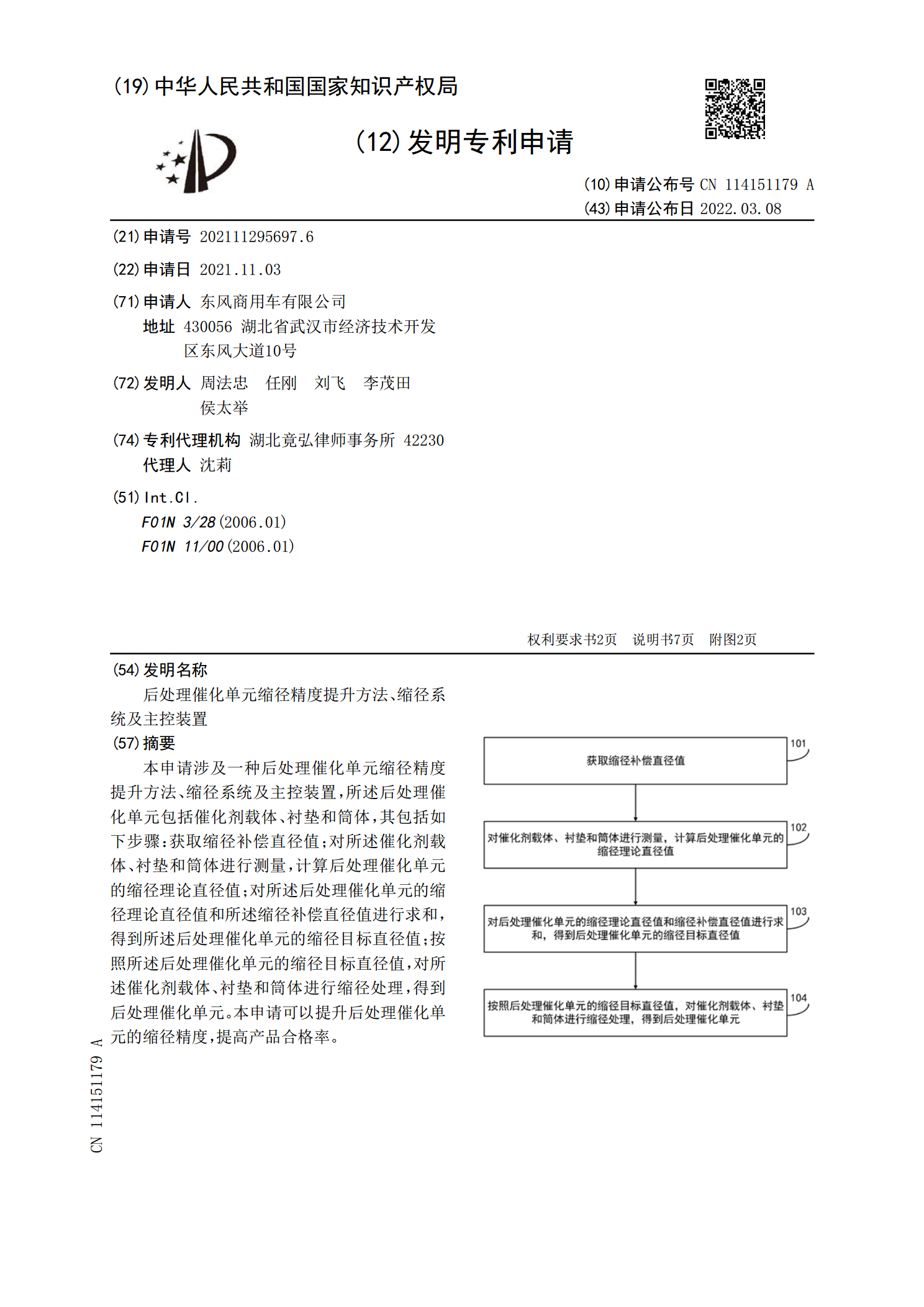
本申请涉及一种后处理催化单元缩径精度提升方法、缩径系统及主控装置,所述后处理催化单元包括催化剂载体、衬垫和筒体,其包括如下步骤:获取缩径补偿直径值;对所述催化剂载体、衬垫和筒体进行测量,计算后处理催化单元的缩径理论直径值;对所述后处理催化单元的缩径理论直径值和所述缩径补偿直径值进行求和,得到所述后处理催化单元的缩径目标直径值;按照所述后处理催化单元的缩径目标直径值,对所述催化剂载体、衬垫和筒体进行缩径处理,得到后处理催化单元。本申请可以提升后处理催化单元的缩径精度,提高产品合格率。
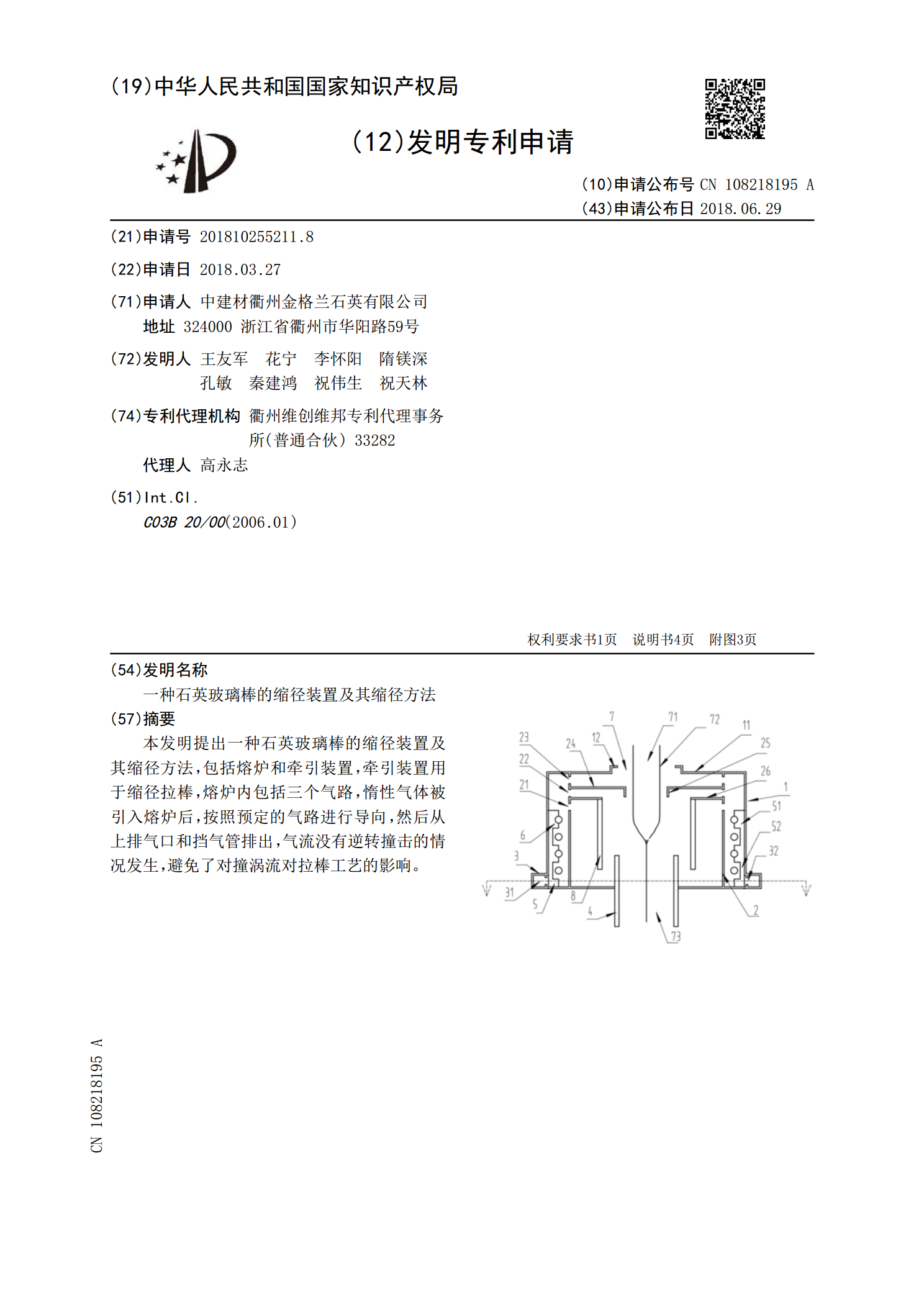
一种石英玻璃棒的缩径装置及其缩径方法.pdf
本发明提出一种石英玻璃棒的缩径装置及其缩径方法,包括熔炉和牵引装置,牵引装置用于缩径拉棒,熔炉内包括三个气路,惰性气体被引入熔炉后,按照预定的气路进行导向,然后从上排气口和挡气管排出,气流没有逆转撞击的情况发生,避免了对撞涡流对拉棒工艺的影响。
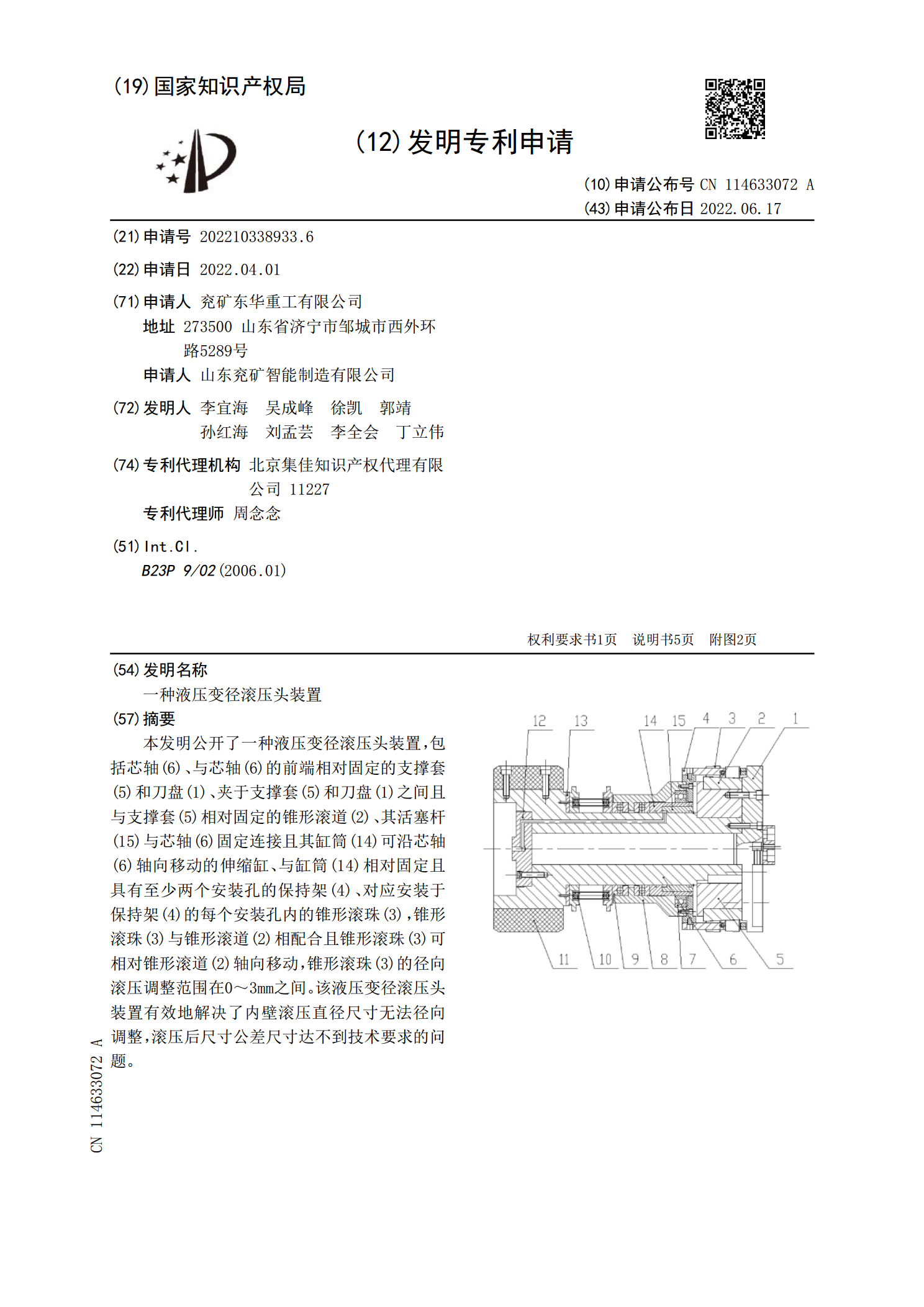
一种液压变径滚压头装置.pdf
本发明公开了一种液压变径滚压头装置,包括芯轴(6)、与芯轴(6)的前端相对固定的支撑套(5)和刀盘(1)、夹于支撑套(5)和刀盘(1)之间且与支撑套(5)相对固定的锥形滚道(2)、其活塞杆(15)与芯轴(6)固定连接且其缸筒(14)可沿芯轴(6)轴向移动的伸缩缸、与缸筒(14)相对固定且具有至少两个安装孔的保持架(4)、对应安装于保持架(4)的每个安装孔内的锥形滚珠(3),锥形滚珠(3)与锥形滚道(2)相配合且锥形滚珠(3)可相对锥形滚道(2)轴向移动,锥形滚珠(3)的径向滚压调整范围在0~3mm之间。该