
后处理催化单元缩径精度提升方法、缩径系统及主控装置.pdf

fu****级甜


1/10
2/10
3/10
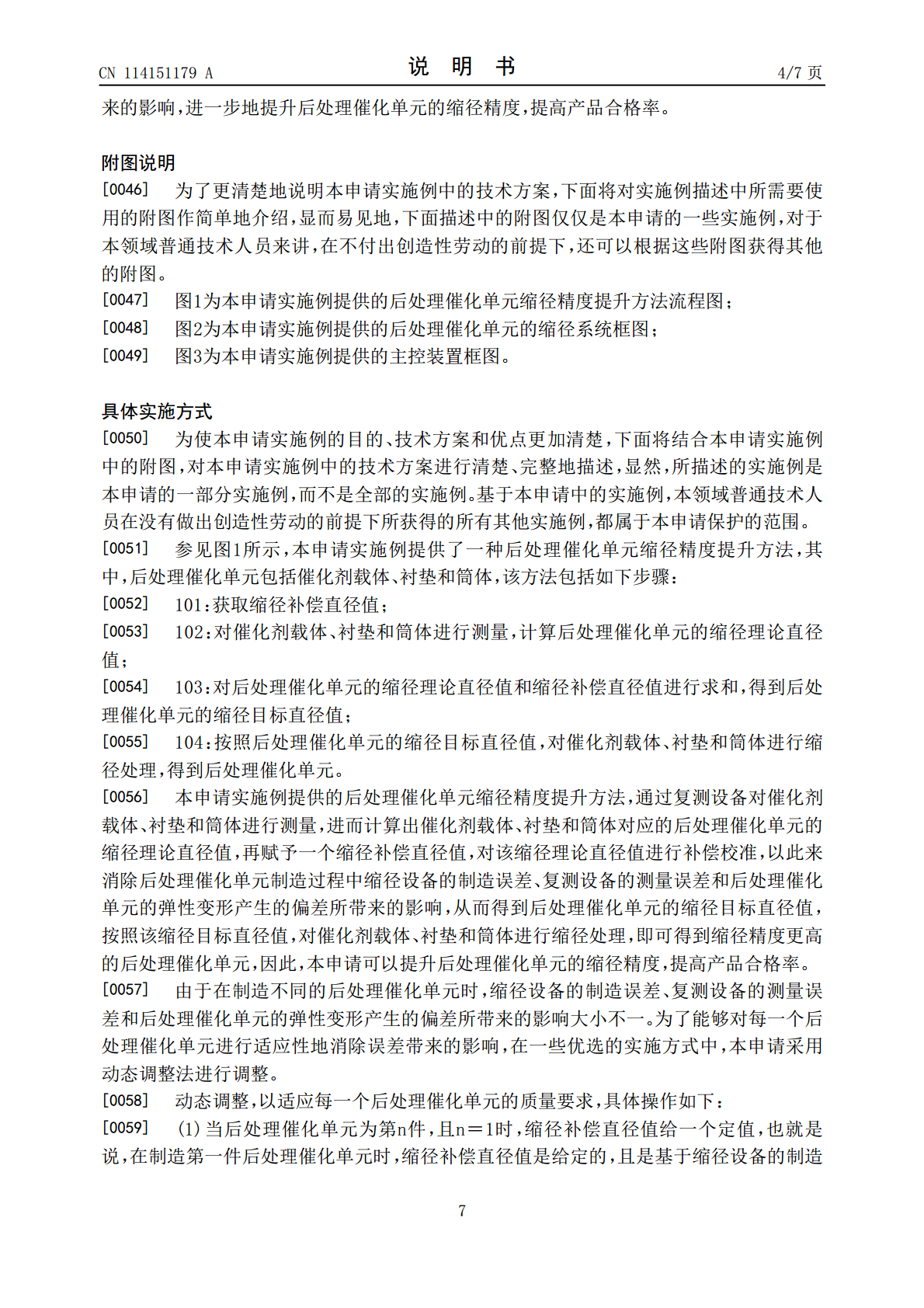
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
后处理催化单元缩径精度提升方法、缩径系统及主控装置.pdf
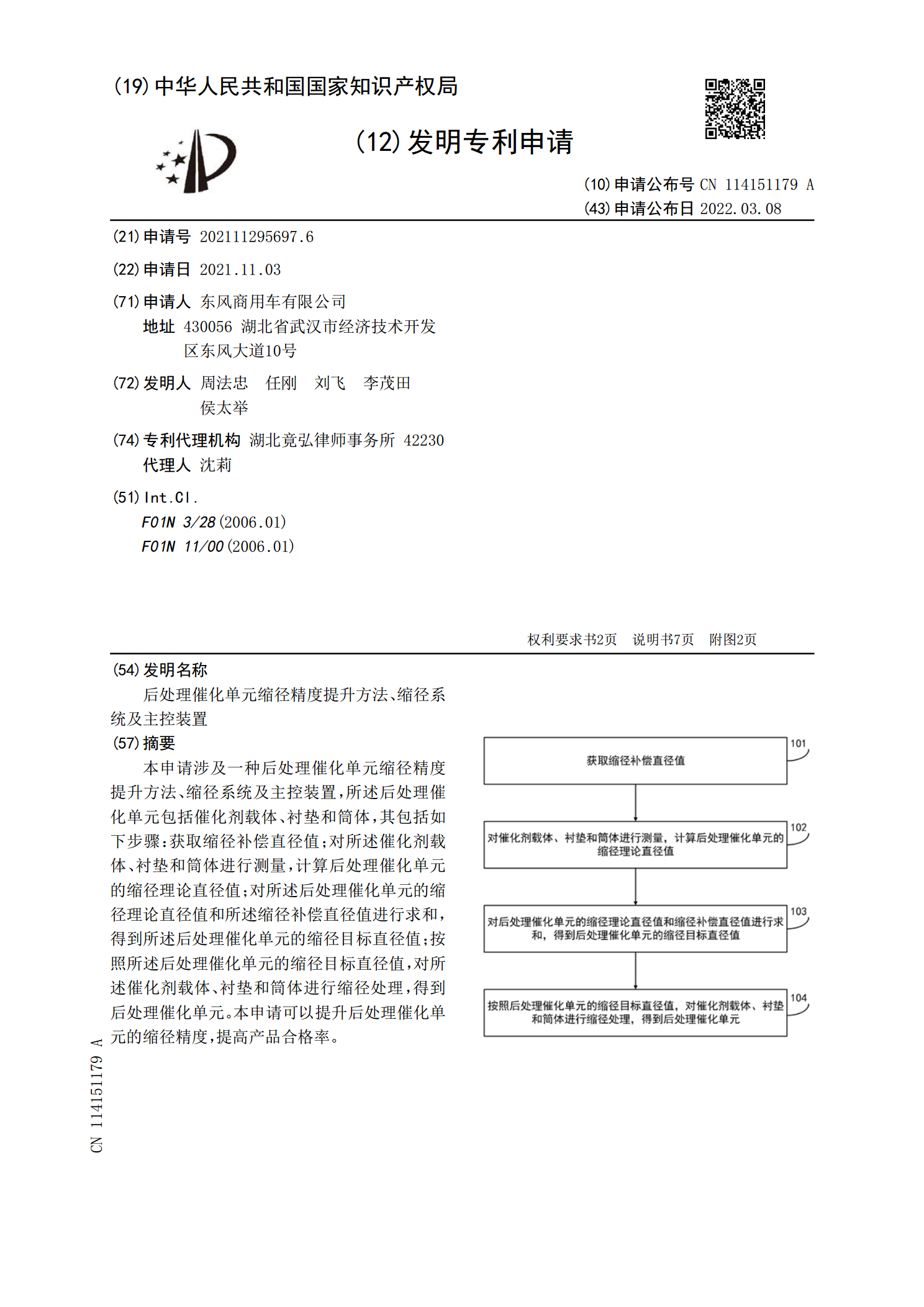
本申请涉及一种后处理催化单元缩径精度提升方法、缩径系统及主控装置,所述后处理催化单元包括催化剂载体、衬垫和筒体,其包括如下步骤:获取缩径补偿直径值;对所述催化剂载体、衬垫和筒体进行测量,计算后处理催化单元的缩径理论直径值;对所述后处理催化单元的缩径理论直径值和所述缩径补偿直径值进行求和,得到所述后处理催化单元的缩径目标直径值;按照所述后处理催化单元的缩径目标直径值,对所述催化剂载体、衬垫和筒体进行缩径处理,得到后处理催化单元。本申请可以提升后处理催化单元的缩径精度,提高产品合格率。
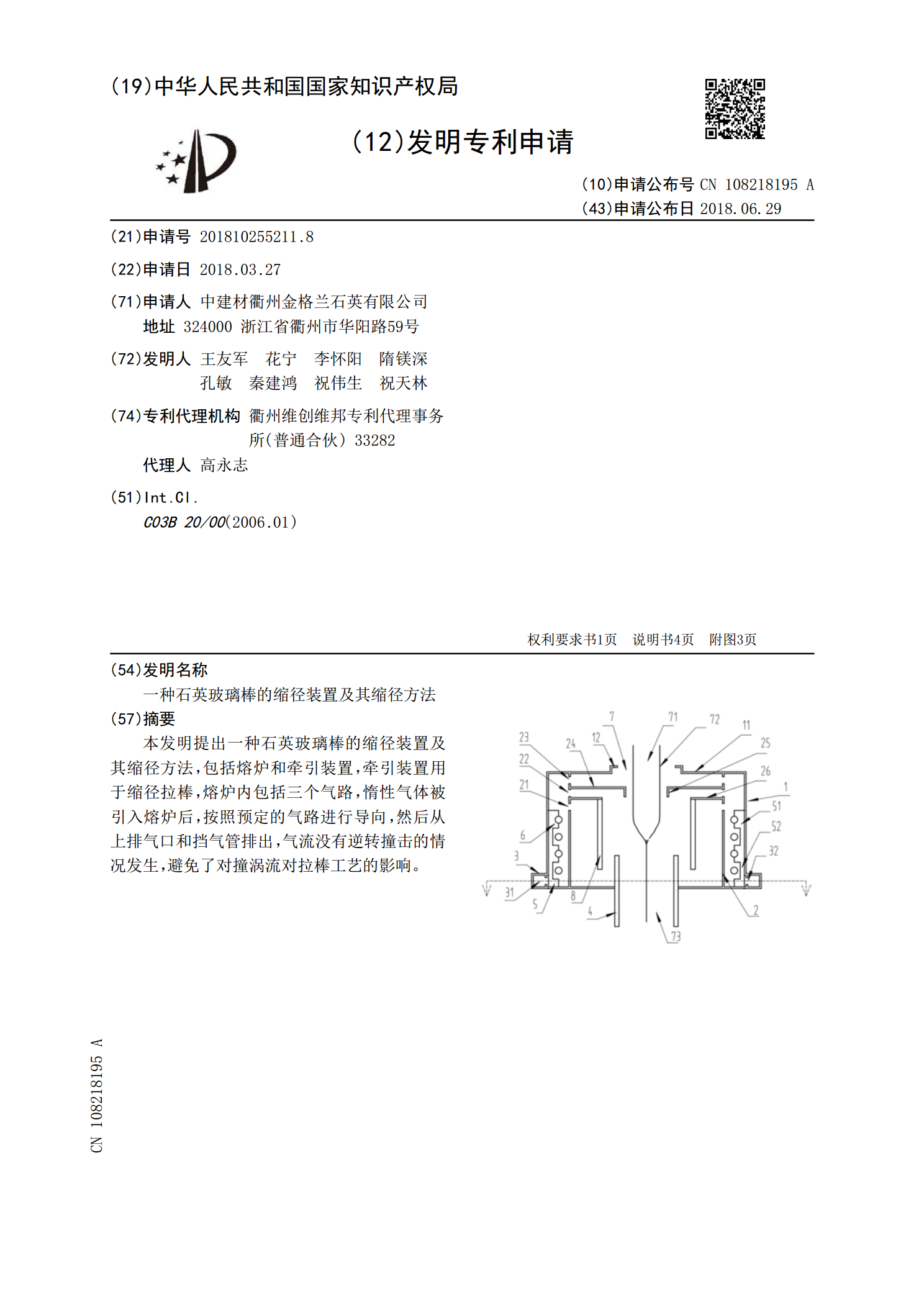
一种石英玻璃棒的缩径装置及其缩径方法.pdf
本发明提出一种石英玻璃棒的缩径装置及其缩径方法,包括熔炉和牵引装置,牵引装置用于缩径拉棒,熔炉内包括三个气路,惰性气体被引入熔炉后,按照预定的气路进行导向,然后从上排气口和挡气管排出,气流没有逆转撞击的情况发生,避免了对撞涡流对拉棒工艺的影响。
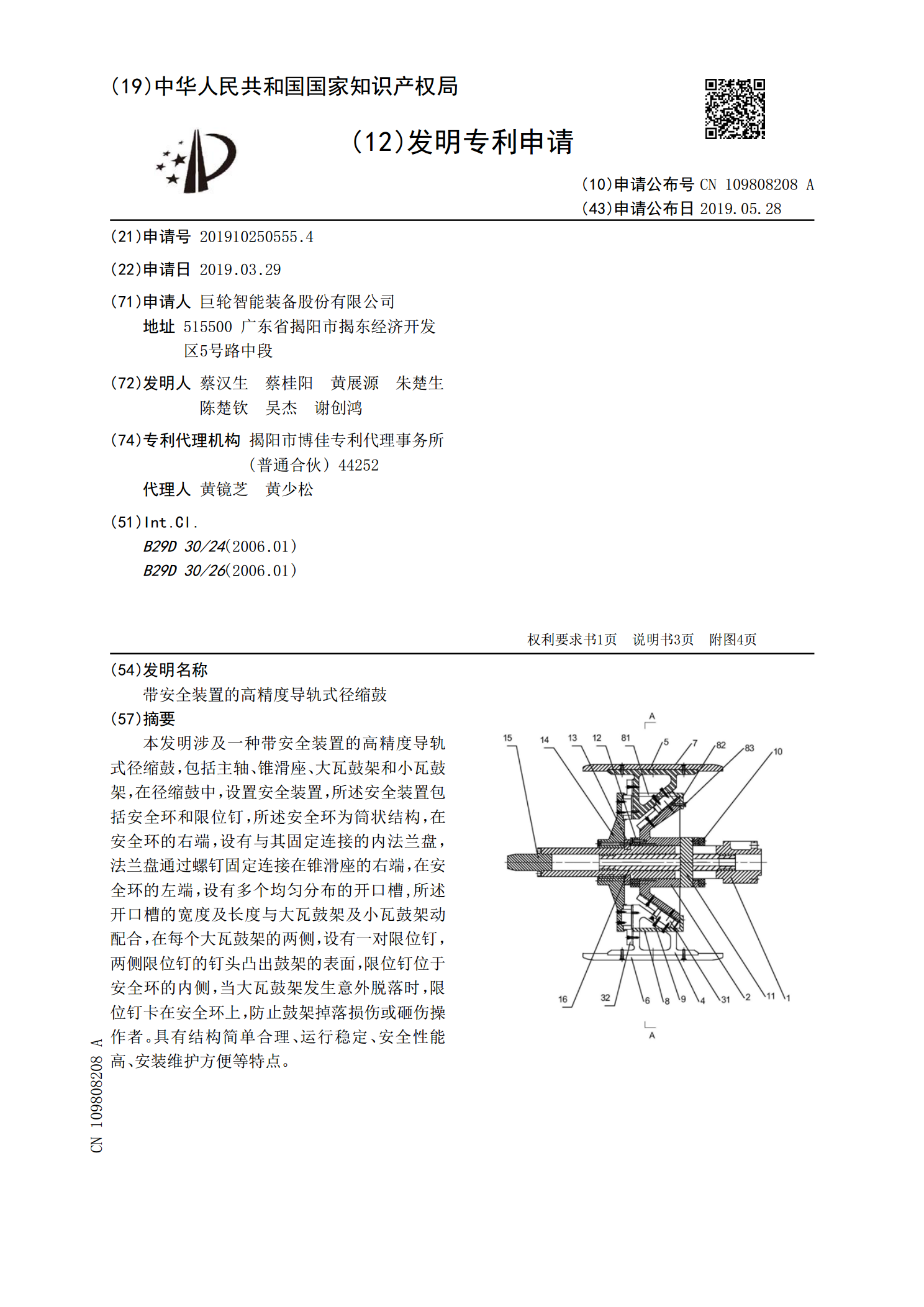
带安全装置的高精度导轨式径缩鼓.pdf
本发明涉及一种带安全装置的高精度导轨式径缩鼓,包括主轴、锥滑座、大瓦鼓架和小瓦鼓架,在径缩鼓中,设置安全装置,所述安全装置包括安全环和限位钉,所述安全环为筒状结构,在安全环的右端,设有与其固定连接的内法兰盘,法兰盘通过螺钉固定连接在锥滑座的右端,在安全环的左端,设有多个均匀分布的开口槽,所述开口槽的宽度及长度与大瓦鼓架及小瓦鼓架动配合,在每个大瓦鼓架的两侧,设有一对限位钉,两侧限位钉的钉头凸出鼓架的表面,限位钉位于安全环的内侧,当大瓦鼓架发生意外脱落时,限位钉卡在安全环上,防止鼓架掉落损伤或砸伤操作者。具
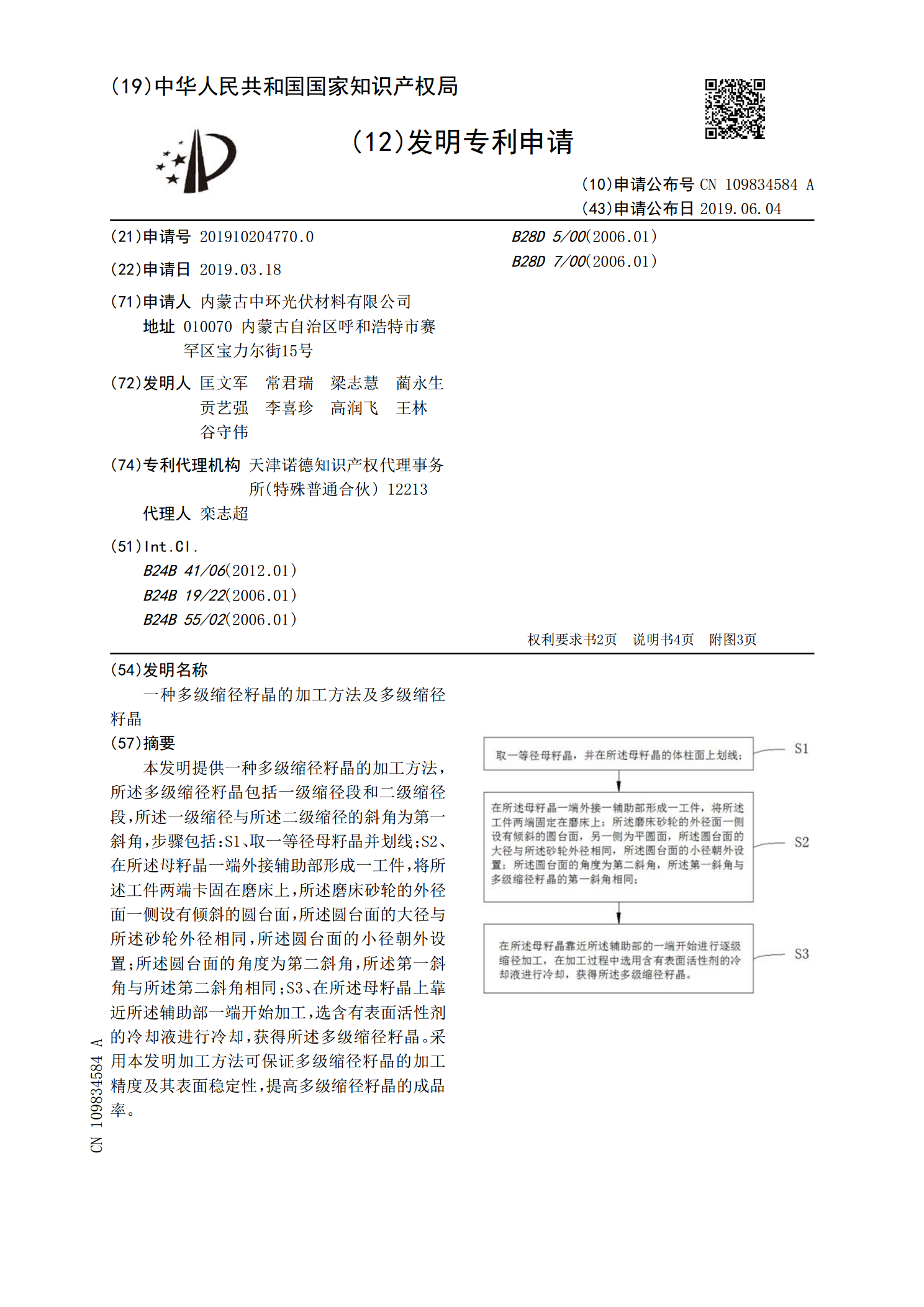
一种多级缩径籽晶的加工方法及多级缩径籽晶.pdf
本发明提供一种多级缩径籽晶的加工方法,所述多级缩径籽晶包括一级缩径段和二级缩径段,所述一级缩径与所述二级缩径的斜角为第一斜角,步骤包括:S1、取一等径母籽晶并划线;S2、在所述母籽晶一端外接辅助部形成一工件,将所述工件两端卡固在磨床上,所述磨床砂轮的外径面一侧设有倾斜的圆台面,所述圆台面的大径与所述砂轮外径相同,所述圆台面的小径朝外设置;所述圆台面的角度为第二斜角,所述第一斜角与所述第二斜角相同;S3、在所述母籽晶上靠近所述辅助部一端开始加工,选含有表面活性剂的冷却液进行冷却,获得所述多级缩径籽晶。采用本
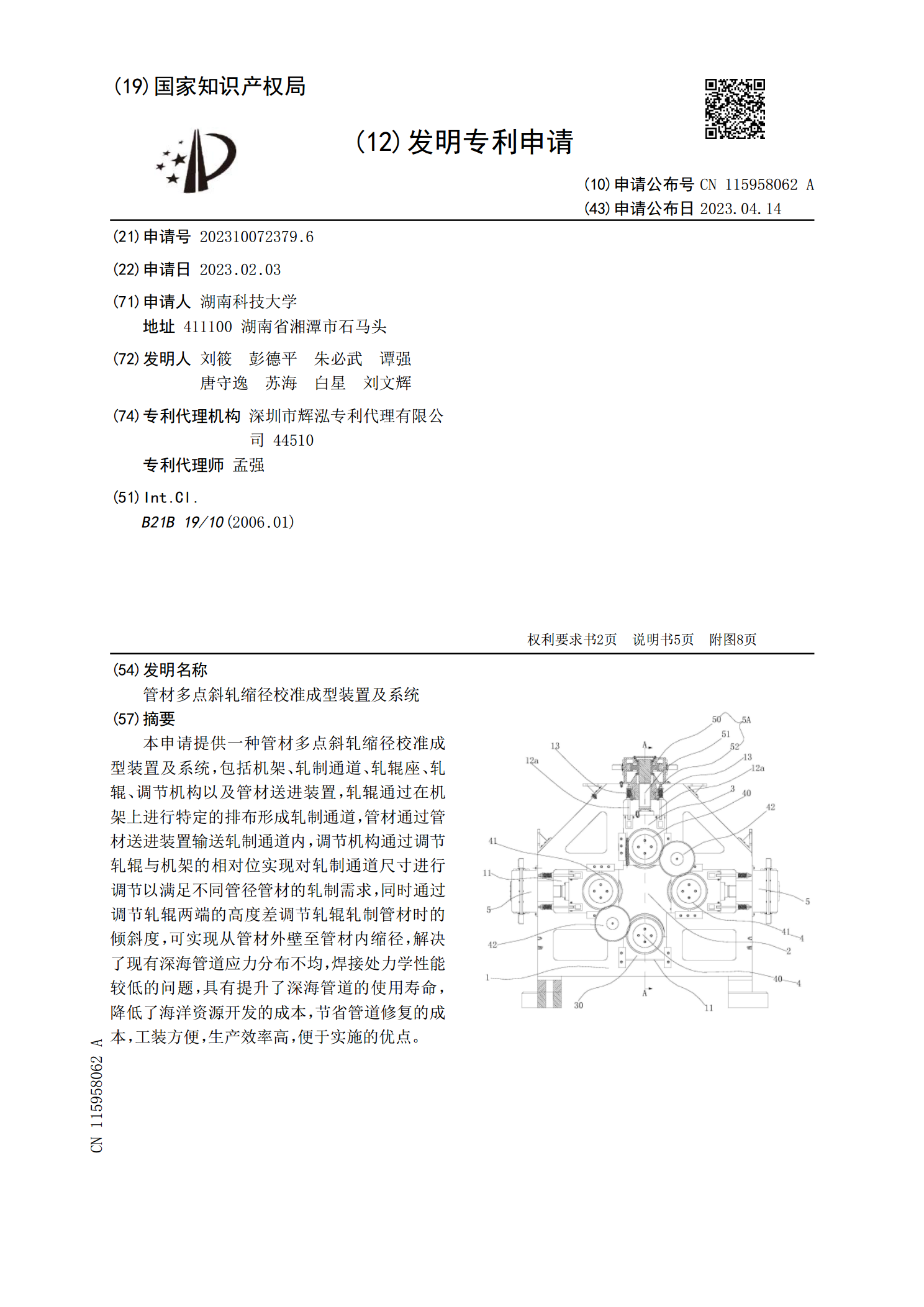
管材多点斜轧缩径校准成型装置及系统.pdf
本申请提供一种管材多点斜轧缩径校准成型装置及系统,包括机架、轧制通道、轧辊座、轧辊、调节机构以及管材送进装置,轧辊通过在机架上进行特定的排布形成轧制通道,管材通过管材送进装置输送轧制通道内,调节机构通过调节轧辊与机架的相对位实现对轧制通道尺寸进行调节以满足不同管径管材的轧制需求,同时通过调节轧辊两端的高度差调节轧辊轧制管材时的倾斜度,可实现从管材外壁至管材内缩径,解决了现有深海管道应力分布不均,焊接处力学性能较低的问题,具有提升了深海管道的使用寿命,降低了海洋资源开发的成本,节省管道修复的成本,工装方便,