
一种铁路机车车辆轮对的除锈清洗方法.pdf

音景****ka


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁路机车车辆轮对的除锈清洗方法.pdf
一种铁路机车车辆轮对的除锈清洗方法,本发明涉及一种铁路机车车辆轮对的除锈清洗方法,应用于铁路机车车辆轮对探伤前的除锈清洗工作。该方法的特点是:一、将轮对放置在转轮器上,轮对的转速为3—20转/分钟;二、用一高压水喷砂枪,以高压水加砂粒喷射轮轴3—10分钟,分别喷射车轮的两个侧面3—10分钟,以除去轮对上的锈蚀层,高压水喷砂枪的压力为25—50兆帕、流量为30—70升/分钟;三、将轮对置于清洗工位,用常压清水喷头对完成除锈工序的轮对进行全面喷淋冲洗3—8分钟。

一种铁路机车车辆轮对的除锈方法.pdf
本发明公开了一种铁路机车车辆轮对的除锈方法,涉及铁路机车车辆轮对除锈技术领域。包括以下步骤:a、粗磨:采用砂轮磨床对轮对进行磨削,去除轮对表面存在的锈蚀层和脱层缺陷;b、中磨:中磨采用车床和砂带组合的方式对轮对进行磨削,轮对表面出现少面积金属光泽时停止;c、精磨:采用抛丸工艺对轮对进行全方位的除锈,当轮对表面均呈现金属光泽时,停止抛丸机工作。
一种用于铁路机车车辆轮对的除锈方法.pdf
本发明公开了一种用于铁路机车车辆轮对的除锈方法,涉及铁路机车车辆轮对的除锈技术领域包括以下步骤:a、对轮对表面进行预处理,去除轮对表面的油污,并使轮对表面的氧化层和铁锈层变松散;b、将轮对放置在转轴上,并对轮对两侧进行限位,将轮对两侧的钢丝刷移动并轮对侧边和轮面抵触,采用高压喷水枪对轮对侧面和轮面进行喷射,且对侧面和轮面进行喷射的高压喷水枪的喷射方向之间的夹角为锐角,喷射时间持续35min,烘干轮对,确保烘净轮对表面的残水;c、将轮对运输至抛丸室内,并将轮对放置在转轮器上,同时启动轮转器和抛丸枪,对轮对进
一种铁路机车车辆轮对检修的轮对运输方法及运输系统.pdf
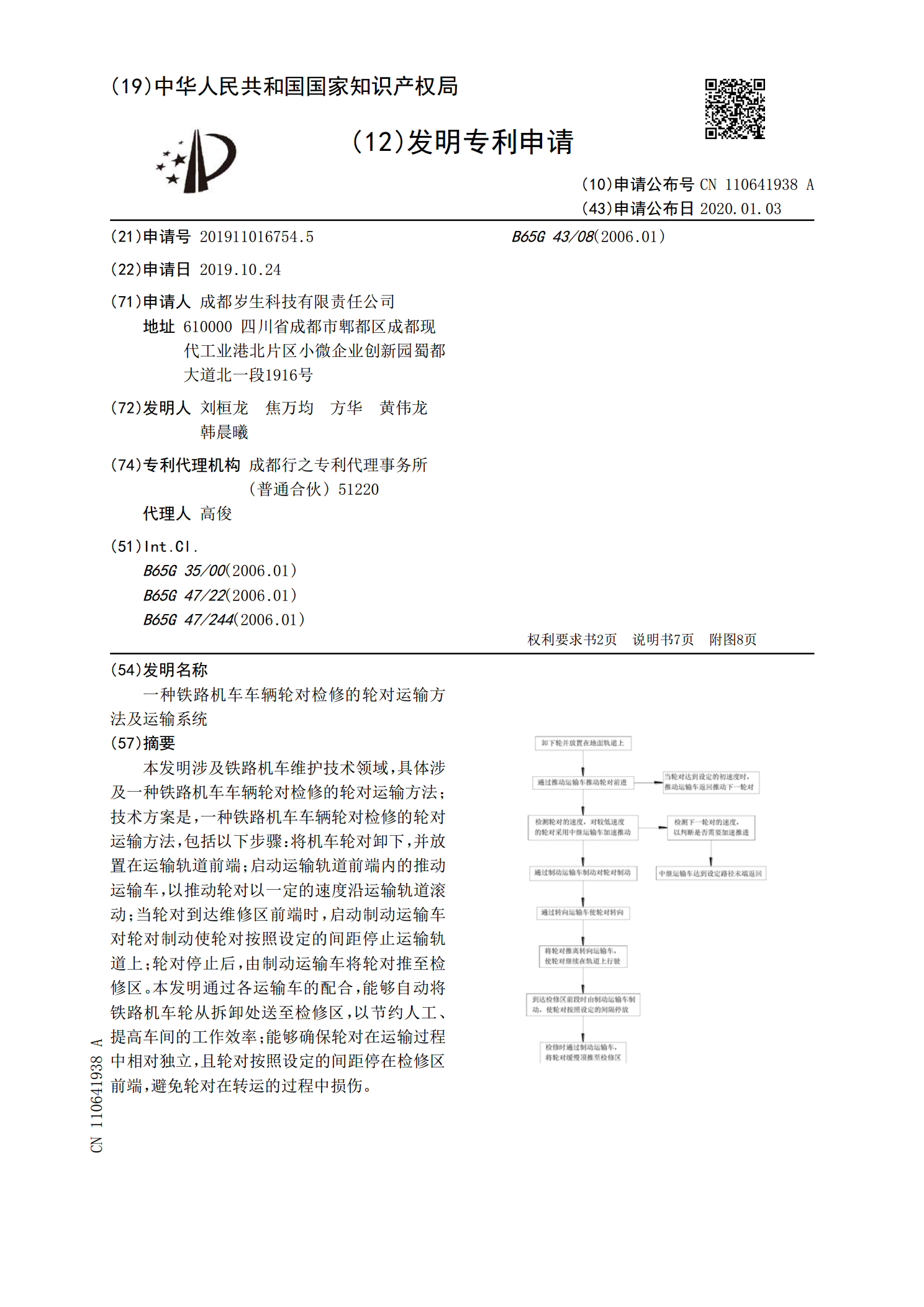
本发明涉及铁路机车维护技术领域,具体涉及一种铁路机车车辆轮对检修的轮对运输方法;技术方案是,一种铁路机车车辆轮对检修的轮对运输方法,包括以下步骤:将机车轮对卸下,并放置在运输轨道前端;启动运输轨道前端内的推动运输车,以推动轮对以一定的速度沿运输轨道滚动;当轮对到达维修区前端时,启动制动运输车对轮对制动使轮对按照设定的间距停止运输轨道上;轮对停止后,由制动运输车将轮对推至检修区。本发明通过各运输车的配合,能够自动将铁路机车轮从拆卸处送至检修区,以节约人工、提高车间的工作效率;能够确保轮对在运输过程中相对独立
一种铁路地铁车辆轮对的脱漆除锈方法.pdf
本发明涉及一种铁路地铁车辆轮对的脱漆除锈方法,包括以下步骤:1、对轮对表面进行预处理,去除表面的污垢;2、使用毛刷蘸取脱漆剂反复涂刷轮对的幅板面及轮毂内外表面,将反应后的物质冲洗干净并只剩轮对的金属基体和附着在轮对上的黑色锈蚀块;3、用毛刷在幅板面及轮毂内外表面的黑色锈蚀部位涂刷除锈剂原液,并用高压清洗机的水枪冲洗表面将除锈剂和污渍去除;4、水枪冲洗过的幅板面及轮毂内外表面由金属银白色变为黄色,此时使用角磨机配合钢丝刷依次打磨幅板面、轮毂内外表面,直至去除黄色锈迹和附着的黑色印记;5、使用擦机布擦净轮对;