
前桥轮毂轴承内圈压装机及其压装方法.pdf

猫巷****晓容


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

前桥轮毂轴承内圈压装机及其压装方法.pdf
一种前桥轮毂轴承内圈压装机及其压装方法,涉及一种轴承压装设备及其压装方法,前桥轮毂轴承内圈压装机为单头压装机,仅包括一套油压缸总成、轴承压头、导套和限位螺母组件,油压缸总成包括油压缸、活塞,限位螺母组件前端与前桥轮毂轴管固定连接,后端穿过油压缸总成的活塞内孔并卡在该活塞端面上;轴承压头安装在油压缸总成的前端,导套安装在轴承压头的内孔底部与限位螺母组件之间的前桥轮毂轴管上;压装方法包括放置轴承内圈、安装压装机、压装轴承内圈等步骤。本发明能消除转向节倾角产生的影响,可准确将轴承压装到位,具有占地面积小、操作方

后桥轮毂轴承内圈单头压装机.pdf
一种后桥轮毂轴承内圈单头压装机,涉及一种轴承压装设备,包括复合油缸、胀心机构、过渡连接盘、用于顶压轮毂轴承内圈的轴承压头,以及用于为复合油缸提供动力的液压站,液压站通过油管与复合油缸连接,复合油缸通过平衡吊与导轨柔性连接,所述的胀心机构位于后桥总成的轴管内,轴承压头位于后桥总成的轴管外,该胀心机构、轴承压头分别与复合油缸的同一端连接。本发明无需加热轴承内圈,降低了能耗,减少了加工成本,大幅提高了压装效率,而且结构紧凑、操作方便、加工容易、性能可靠,通用性强,在车桥行业中具有良好的推广应用前景。

轮毂轴承压装机构.pdf
本发明公开了一种轮毂轴承压装机构,其特征是设置一矩形框架,矩形框架的两端座为左右对称设置的左端拉力座和右端拉力座,矩形框架的两纵向杆是对称设置在矩形框架纵向中轴线两侧的上拉力杆和下拉力杆,上拉力杆和下拉力杆固定连接在左端拉力座和右端拉力座之间;压装油缸设置在右端拉力座,在左端拉力座上设置导向杆,右端固定压头和左端固定压头分别设置在压装油缸的活塞杆杆端和导向杆前端。本发明实现了车桥组件上轮毂轴承的双端一次压装,节省装配时间、提高装配效率。
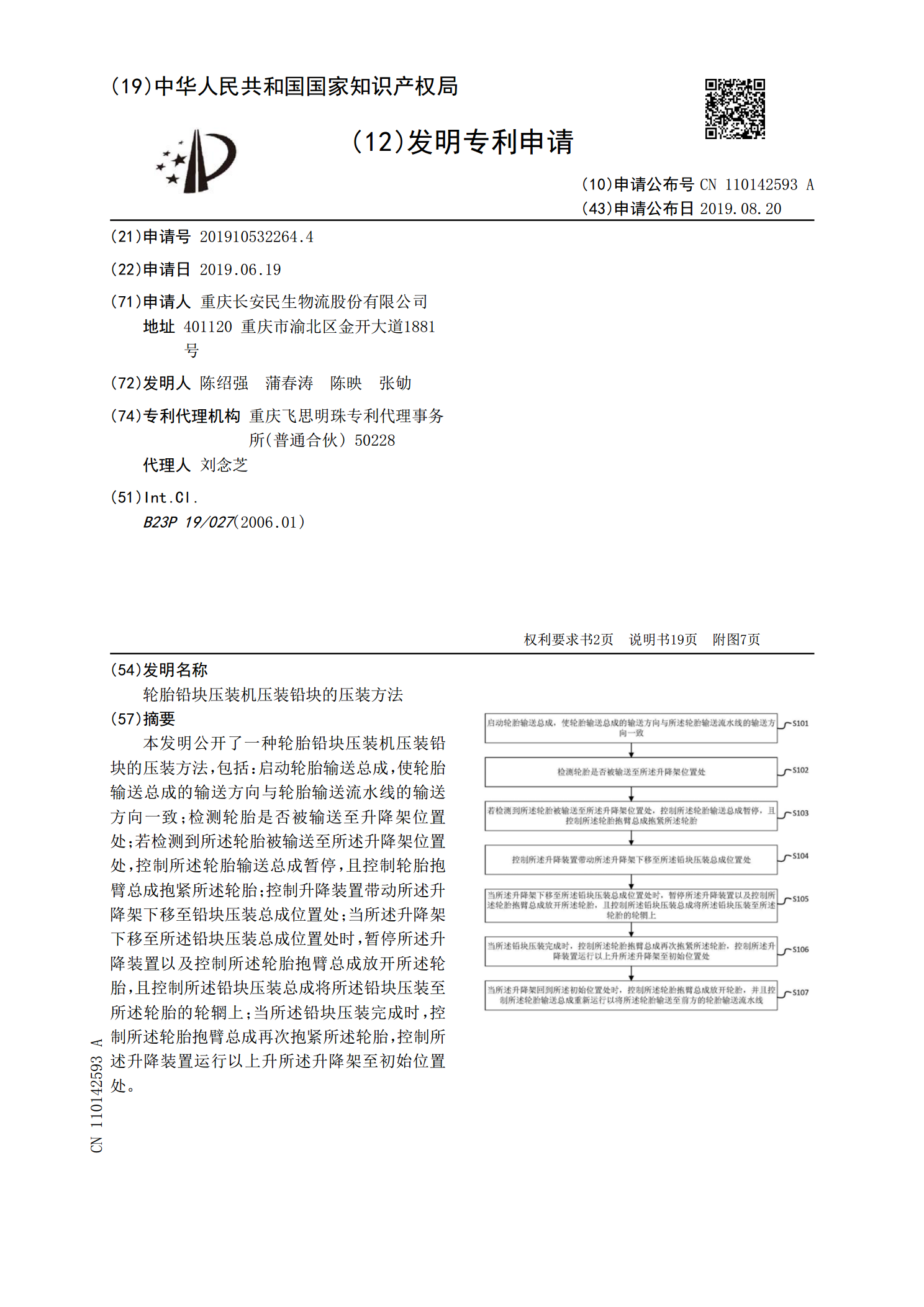
轮胎铅块压装机压装铅块的压装方法.pdf
本发明公开了一种轮胎铅块压装机压装铅块的压装方法,包括:启动轮胎输送总成,使轮胎输送总成的输送方向与轮胎输送流水线的输送方向一致;检测轮胎是否被输送至升降架位置处;若检测到所述轮胎被输送至所述升降架位置处,控制所述轮胎输送总成暂停,且控制轮胎抱臂总成抱紧所述轮胎;控制升降装置带动所述升降架下移至铅块压装总成位置处;当所述升降架下移至所述铅块压装总成位置处时,暂停所述升降装置以及控制所述轮胎抱臂总成放开所述轮胎,且控制所述铅块压装总成将所述铅块压装至所述轮胎的轮辋上;当所述铅块压装完成时,控制所述轮胎抱臂总

固定式轴承压装机与轴承压装记录仪配套使用分析.docx
固定式轴承压装机与轴承压装记录仪配套使用分析固定式轴承压装机与轴承压装记录仪配套使用分析摘要:本文主要对固定式轴承压装机与轴承压装记录仪的配套使用进行分析,探讨该配套使用对轴承压装工作的优势以及在提高生产效率和质量方面的作用。通过对该配套使用的原理、方法和案例的研究,得出结论:固定式轴承压装机与轴承压装记录仪的配套使用能够提高轴承压装作业的效率,提高产品质量,并且提供了轴承压装过程中的数据记录和分析,有助于问题排查和工艺改进。关键词:固定式轴承压装机;轴承压装记录仪;配套使用;效率提升;质量改进1.引言轴