
轮毂轴承压装机构.pdf

fa****楠吖


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂轴承压装机构.pdf
本发明公开了一种轮毂轴承压装机构,其特征是设置一矩形框架,矩形框架的两端座为左右对称设置的左端拉力座和右端拉力座,矩形框架的两纵向杆是对称设置在矩形框架纵向中轴线两侧的上拉力杆和下拉力杆,上拉力杆和下拉力杆固定连接在左端拉力座和右端拉力座之间;压装油缸设置在右端拉力座,在左端拉力座上设置导向杆,右端固定压头和左端固定压头分别设置在压装油缸的活塞杆杆端和导向杆前端。本发明实现了车桥组件上轮毂轴承的双端一次压装,节省装配时间、提高装配效率。

前桥轮毂轴承内圈压装机及其压装方法.pdf
一种前桥轮毂轴承内圈压装机及其压装方法,涉及一种轴承压装设备及其压装方法,前桥轮毂轴承内圈压装机为单头压装机,仅包括一套油压缸总成、轴承压头、导套和限位螺母组件,油压缸总成包括油压缸、活塞,限位螺母组件前端与前桥轮毂轴管固定连接,后端穿过油压缸总成的活塞内孔并卡在该活塞端面上;轴承压头安装在油压缸总成的前端,导套安装在轴承压头的内孔底部与限位螺母组件之间的前桥轮毂轴管上;压装方法包括放置轴承内圈、安装压装机、压装轴承内圈等步骤。本发明能消除转向节倾角产生的影响,可准确将轴承压装到位,具有占地面积小、操作方
后轮毂轴承压入扳手.pdf
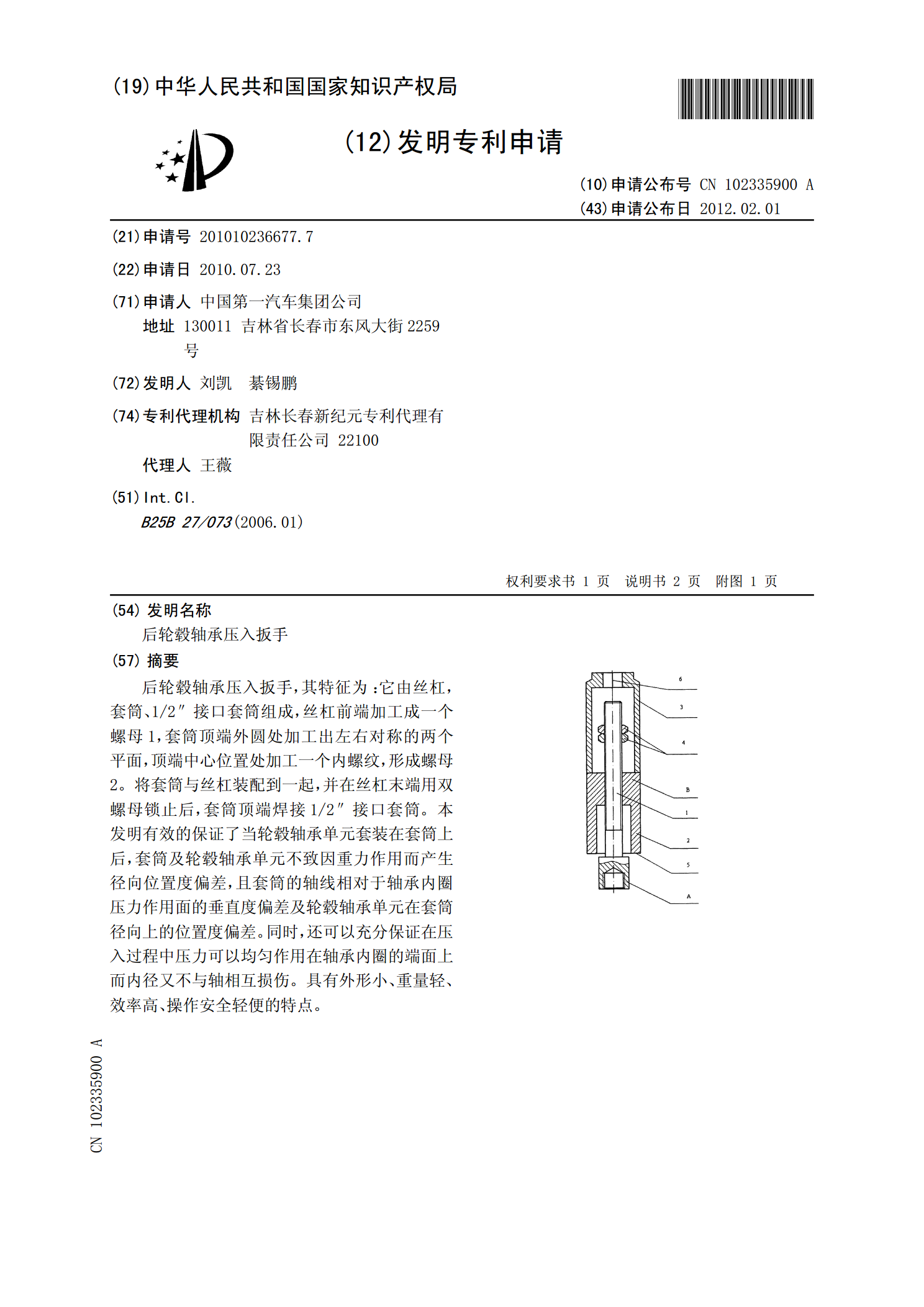
后轮毂轴承压入扳手,其特征为:它由丝杠,套筒、1/2″接口套筒组成,丝杠前端加工成一个螺母1,套筒顶端外圆处加工出左右对称的两个平面,顶端中心位置处加工一个内螺纹,形成螺母2。将套筒与丝杠装配到一起,并在丝杠末端用双螺母锁止后,套筒顶端焊接1/2″接口套筒。本发明有效的保证了当轮毂轴承单元套装在套筒上后,套筒及轮毂轴承单元不致因重力作用而产生径向位置度偏差,且套筒的轴线相对于轴承内圈压力作用面的垂直度偏差及轮毂轴承单元在套筒径向上的位置度偏差。同时,还可以充分保证在压入过程中压力可以均匀作用在轴承内圈的端
轴承压装辅具.pdf
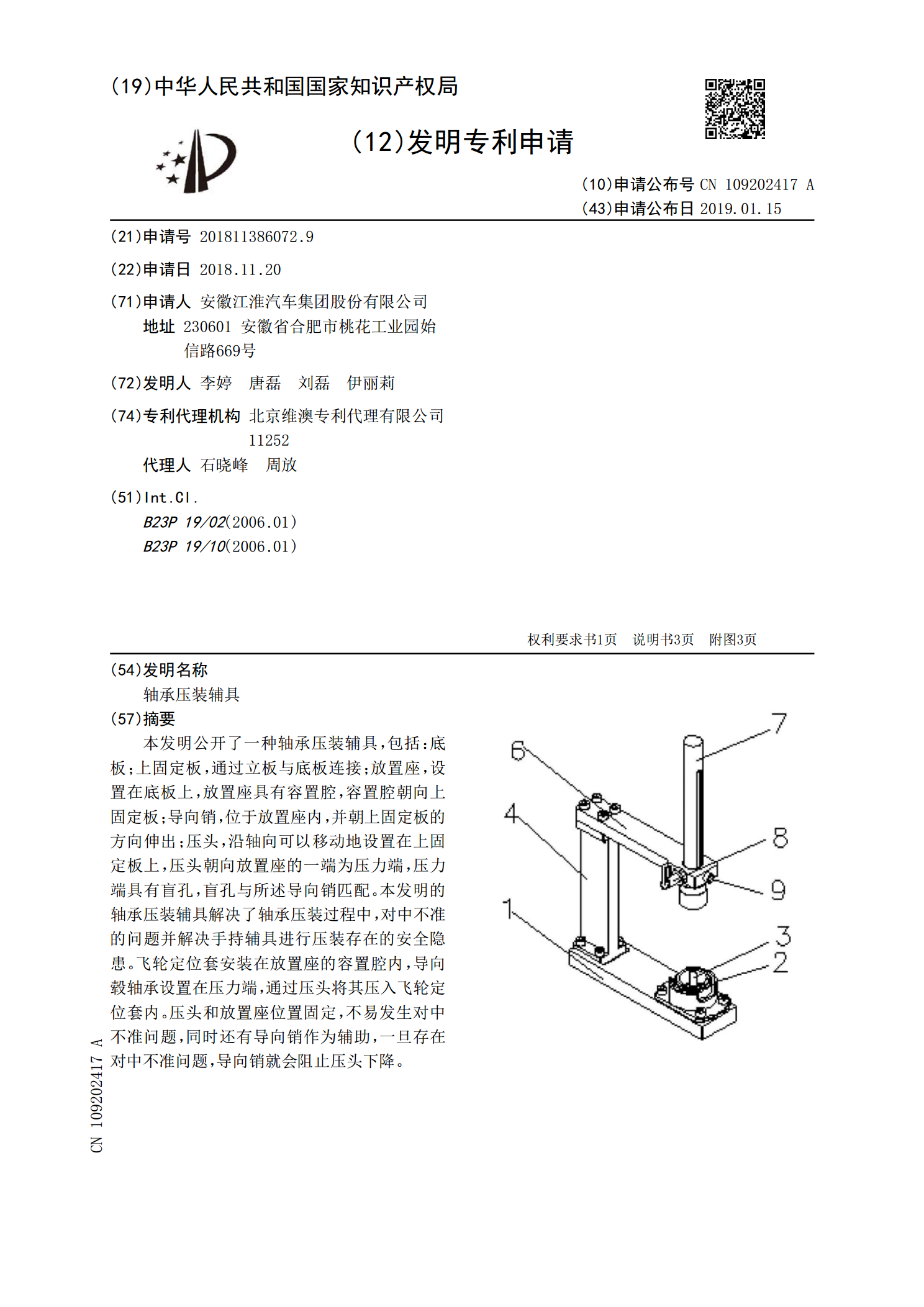
本发明公开了一种轴承压装辅具,包括:底板;上固定板,通过立板与底板连接;放置座,设置在底板上,放置座具有容置腔,容置腔朝向上固定板;导向销,位于放置座内,并朝上固定板的方向伸出;压头,沿轴向可以移动地设置在上固定板上,压头朝向放置座的一端为压力端,压力端具有盲孔,盲孔与所述导向销匹配。本发明的轴承压装辅具解决了轴承压装过程中,对中不准的问题并解决手持辅具进行压装存在的安全隐患。飞轮定位套安装在放置座的容置腔内,导向毂轴承设置在压力端,通过压头将其压入飞轮定位套内。压头和放置座位置固定,不易发生对中不准问题

轴承外圈压装模具.pdf
本发明公开了一种轴承外圈压装模具,其特征在于,在上模板上通过螺栓紧固有上定位轴,在底座上套合有托盘,所述托盘的内径与底座的定位外径为小间隙配合,在底座与托盘之间通过上托块和下定位销支撑有弹簧,下定位轴设在底座的上端中间部位,所述下定位轴与上定位轴相对应,定位板设在托盘的内缘壁上。通过以上设置,将本发明压力机联接配合使用,可对轮毂的内外轴承外圈进行同时压装。