
后桥轮毂轴承内圈单头压装机.pdf

是你****平呀


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

后桥轮毂轴承内圈单头压装机.pdf
一种后桥轮毂轴承内圈单头压装机,涉及一种轴承压装设备,包括复合油缸、胀心机构、过渡连接盘、用于顶压轮毂轴承内圈的轴承压头,以及用于为复合油缸提供动力的液压站,液压站通过油管与复合油缸连接,复合油缸通过平衡吊与导轨柔性连接,所述的胀心机构位于后桥总成的轴管内,轴承压头位于后桥总成的轴管外,该胀心机构、轴承压头分别与复合油缸的同一端连接。本发明无需加热轴承内圈,降低了能耗,减少了加工成本,大幅提高了压装效率,而且结构紧凑、操作方便、加工容易、性能可靠,通用性强,在车桥行业中具有良好的推广应用前景。

前桥轮毂轴承内圈压装机及其压装方法.pdf
一种前桥轮毂轴承内圈压装机及其压装方法,涉及一种轴承压装设备及其压装方法,前桥轮毂轴承内圈压装机为单头压装机,仅包括一套油压缸总成、轴承压头、导套和限位螺母组件,油压缸总成包括油压缸、活塞,限位螺母组件前端与前桥轮毂轴管固定连接,后端穿过油压缸总成的活塞内孔并卡在该活塞端面上;轴承压头安装在油压缸总成的前端,导套安装在轴承压头的内孔底部与限位螺母组件之间的前桥轮毂轴管上;压装方法包括放置轴承内圈、安装压装机、压装轴承内圈等步骤。本发明能消除转向节倾角产生的影响,可准确将轴承压装到位,具有占地面积小、操作方

轮毂轴承压装机构.pdf
本发明公开了一种轮毂轴承压装机构,其特征是设置一矩形框架,矩形框架的两端座为左右对称设置的左端拉力座和右端拉力座,矩形框架的两纵向杆是对称设置在矩形框架纵向中轴线两侧的上拉力杆和下拉力杆,上拉力杆和下拉力杆固定连接在左端拉力座和右端拉力座之间;压装油缸设置在右端拉力座,在左端拉力座上设置导向杆,右端固定压头和左端固定压头分别设置在压装油缸的活塞杆杆端和导向杆前端。本发明实现了车桥组件上轮毂轴承的双端一次压装,节省装配时间、提高装配效率。
轮毂轴承的内圈磨削装置.pdf
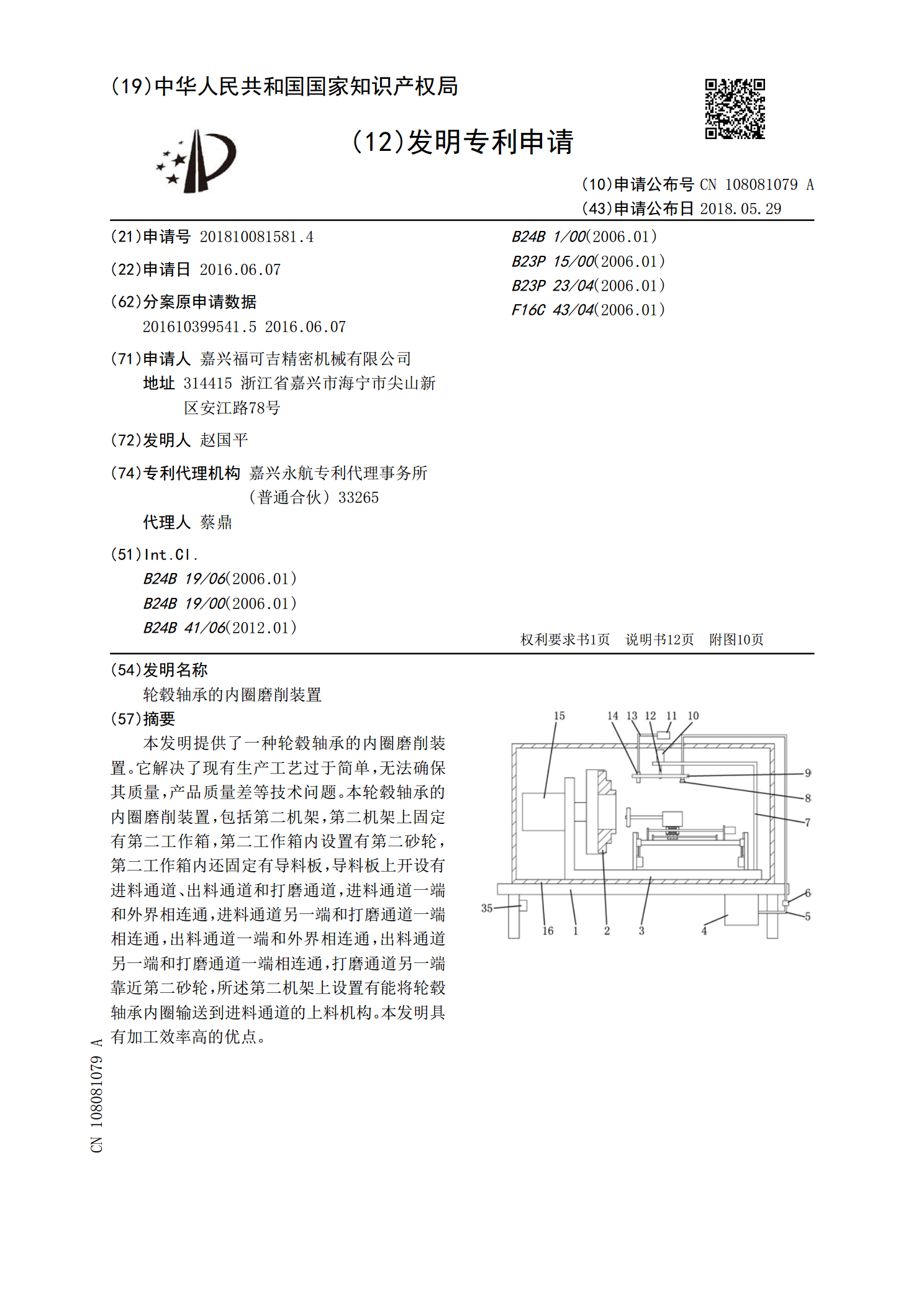
本发明提供了一种轮毂轴承的内圈磨削装置。它解决了现有生产工艺过于简单,无法确保其质量,产品质量差等技术问题。本轮毂轴承的内圈磨削装置,包括第二机架,第二机架上固定有第二工作箱,第二工作箱内设置有第二砂轮,第二工作箱内还固定有导料板,导料板上开设有进料通道、出料通道和打磨通道,进料通道一端和外界相连通,进料通道另一端和打磨通道一端相连通,出料通道一端和外界相连通,出料通道另一端和打磨通道一端相连通,打磨通道另一端靠近第二砂轮,所述第二机架上设置有能将轮毂轴承内圈输送到进料通道的上料机构。本发明具有加工效率高

轮毂轴承内圈的成型磨削方法.docx
轮毂轴承内圈的成型磨削方法轮毂轴承是汽车和其他机械设备中非常重要的零件之一,它起着支撑轮毂转动的作用。在轮毂轴承中,轴承内圈的成型磨削是一项重要的加工工艺,它直接影响轮毂轴承的性能和使用寿命。本文将详细介绍轮毂轴承内圈成型磨削的方法。成型磨削是一种通过先加工再磨削的工艺,它可以用于对轴承内圈进行精确的形状和尺寸控制。成型磨削由以下几个步骤组成:第一步,准备工作。在进行轮毂轴承内圈的成型磨削之前,需要进行准备工作,包括选择合适的磨削机床、刀具和磨粒,并对工件进行固定和夹紧。第二步,加工成型。在进行成型磨削之