
挤压装夹磨平工装.pdf

小凌****甜蜜

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

挤压装夹磨平工装.pdf
本发明公开了一种挤压装夹磨平工装,包括夹紧块,所述夹紧块的一表面设置有一段开口,所述开口向所述夹紧块内部延伸形成一个用于放置被加工件的腔体,所述夹紧块的一表面连接有用于封住所述夹紧块的一段开口并同时夹紧被加工件的盖板。本发明的技术方案中,可同时将多个/根待/被加工件放入腔体内,并通过盖板将被加工件锁紧,然后可通过一些磨削工具,如砂轮等对其多个/根/被加工件的一端进行磨平,具有磨平效力高,省时、省力的优点。
多功能装夹工装.pdf
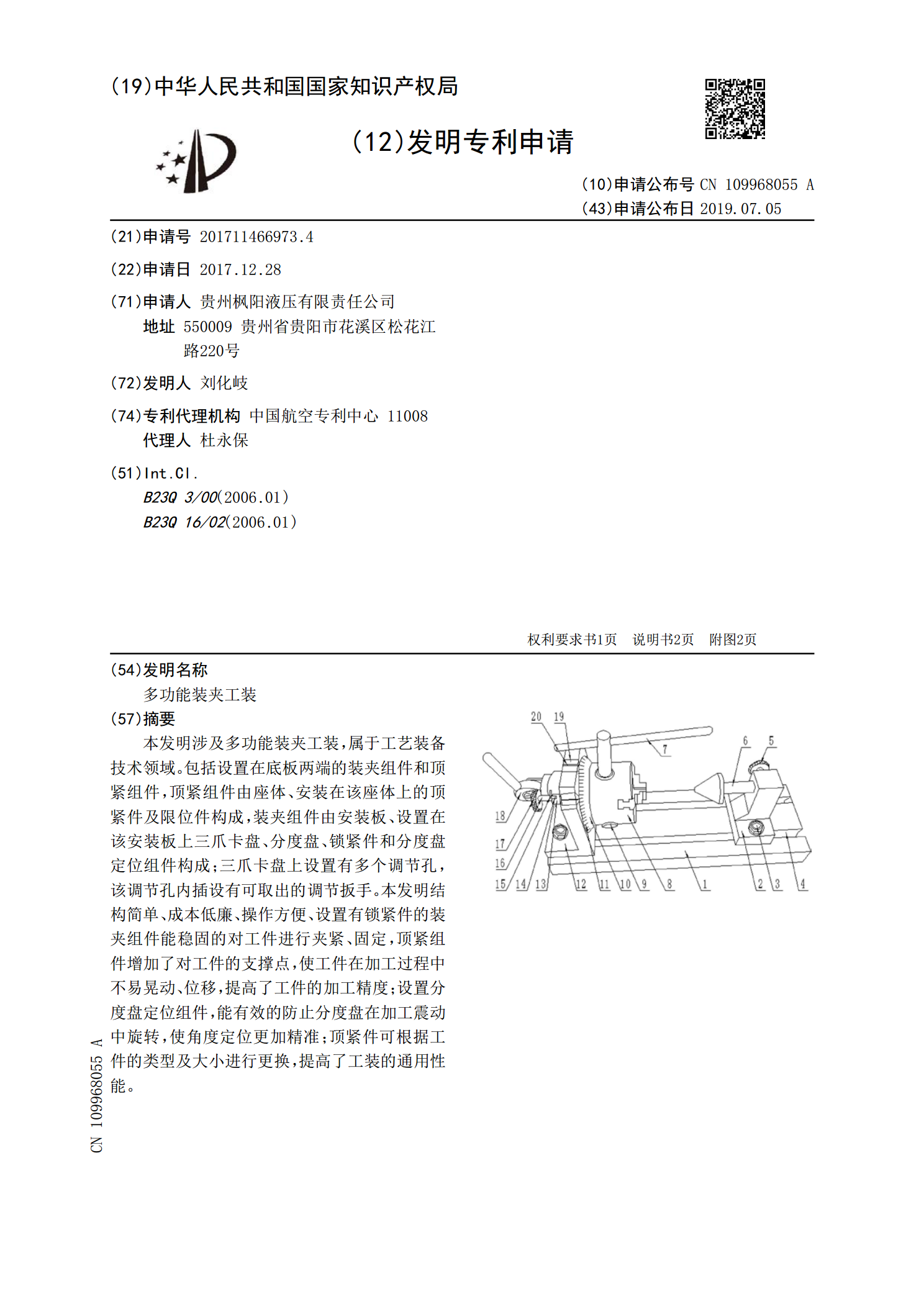
本发明涉及多功能装夹工装,属于工艺装备技术领域。包括设置在底板两端的装夹组件和顶紧组件,顶紧组件由座体、安装在该座体上的顶紧件及限位件构成,装夹组件由安装板、设置在该安装板上三爪卡盘、分度盘、锁紧件和分度盘定位组件构成;三爪卡盘上设置有多个调节孔,该调节孔内插设有可取出的调节扳手。本发明结构简单、成本低廉、操作方便、设置有锁紧件的装夹组件能稳固的对工件进行夹紧、固定,顶紧组件增加了对工件的支撑点,使工件在加工过程中不易晃动、位移,提高了工件的加工精度;设置分度盘定位组件,能有效的防止分度盘在加工震动中旋转

轮毂装夹定位工装.pdf
本发明涉及一种轮毂装夹定位工装,包括支撑盘、垂直所述支撑盘中心设置的基座,所述支撑盘包括支撑盘体、沿周向安装在所述支撑盘体轴面上的至少两个夹爪,所述基座上固定有定位盘,所述定位盘的轴面沿周向固定有至少两个定位块,所述定位块包括水平设置的第一定位块体、分别垂直设置在所述第一定位块体上下端的第二定位块体、第三定位块体,所述第二定位块体的外侧面向上倾斜设置。本发明结构简单、使用方便,通过第二定位块体的外侧面和夹爪将轮毂定位住,装夹方便快捷,省时省力,工作效率高,轮毂动平衡合格率高,提升轮毂品质。
内撑式装夹工装.pdf
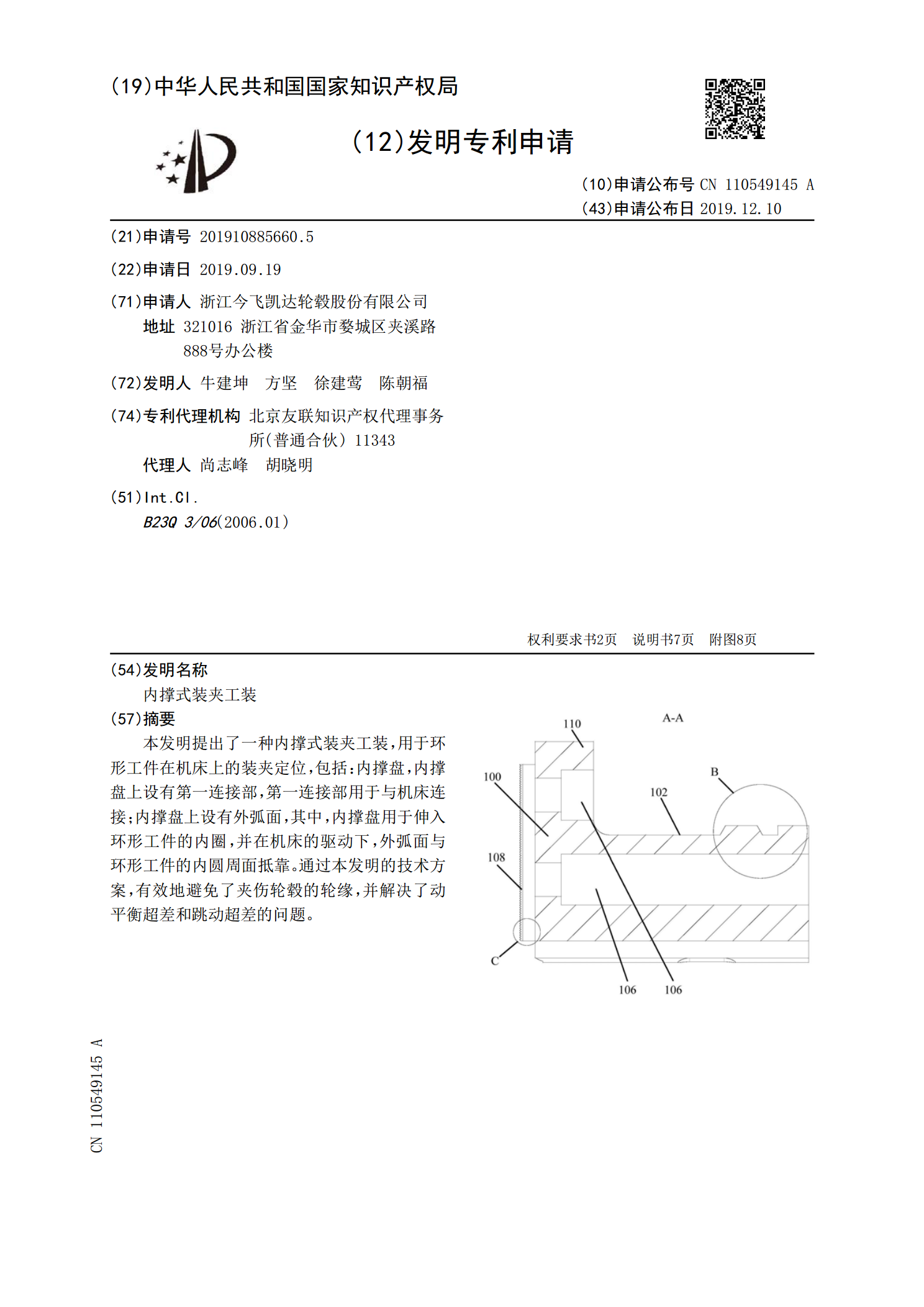
本发明提出了一种内撑式装夹工装,用于环形工件在机床上的装夹定位,包括:内撑盘,内撑盘上设有第一连接部,第一连接部用于与机床连接;内撑盘上设有外弧面,其中,内撑盘用于伸入环形工件的内圈,并在机床的驱动下,外弧面与环形工件的内圆周面抵靠。通过本发明的技术方案,有效地避免了夹伤轮毂的轮缘,并解决了动平衡超差和跳动超差的问题。

升降式装夹工装.pdf
本发明公开一种升降式装夹工装,装夹装置包括底座及其上正对设置的两个装夹块,两个装夹块相对的侧面上均设有装夹滑板安装座,装夹滑板安装座上分别设有上端向外倾斜的第一、二导向滑槽,该两个滑槽内均设有装夹滑板,装夹滑板下端均设有连接柱,连接柱下端分别与连接横杆铰接,连接横杆下方设有纵向升降杆,纵向升降杆内的丝杆凹槽中套装有丝杆,纵向升降杆上、下端分别与连接横杆和丝杆螺母固接,丝杆下端穿过底座并与其铰接,底座内设有蜗杆,丝杆上固定套有与蜗杆啮合的涡轮,蜗杆的一端设有摇臂,本发明利用蜗杆丝杆结构将蜗杆的回转运动转化为