
轮毂装夹定位工装.pdf

是你****晨呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂装夹定位工装.pdf
本发明涉及一种轮毂装夹定位工装,包括支撑盘、垂直所述支撑盘中心设置的基座,所述支撑盘包括支撑盘体、沿周向安装在所述支撑盘体轴面上的至少两个夹爪,所述基座上固定有定位盘,所述定位盘的轴面沿周向固定有至少两个定位块,所述定位块包括水平设置的第一定位块体、分别垂直设置在所述第一定位块体上下端的第二定位块体、第三定位块体,所述第二定位块体的外侧面向上倾斜设置。本发明结构简单、使用方便,通过第二定位块体的外侧面和夹爪将轮毂定位住,装夹方便快捷,省时省力,工作效率高,轮毂动平衡合格率高,提升轮毂品质。
轮毂装夹定位装置.pdf
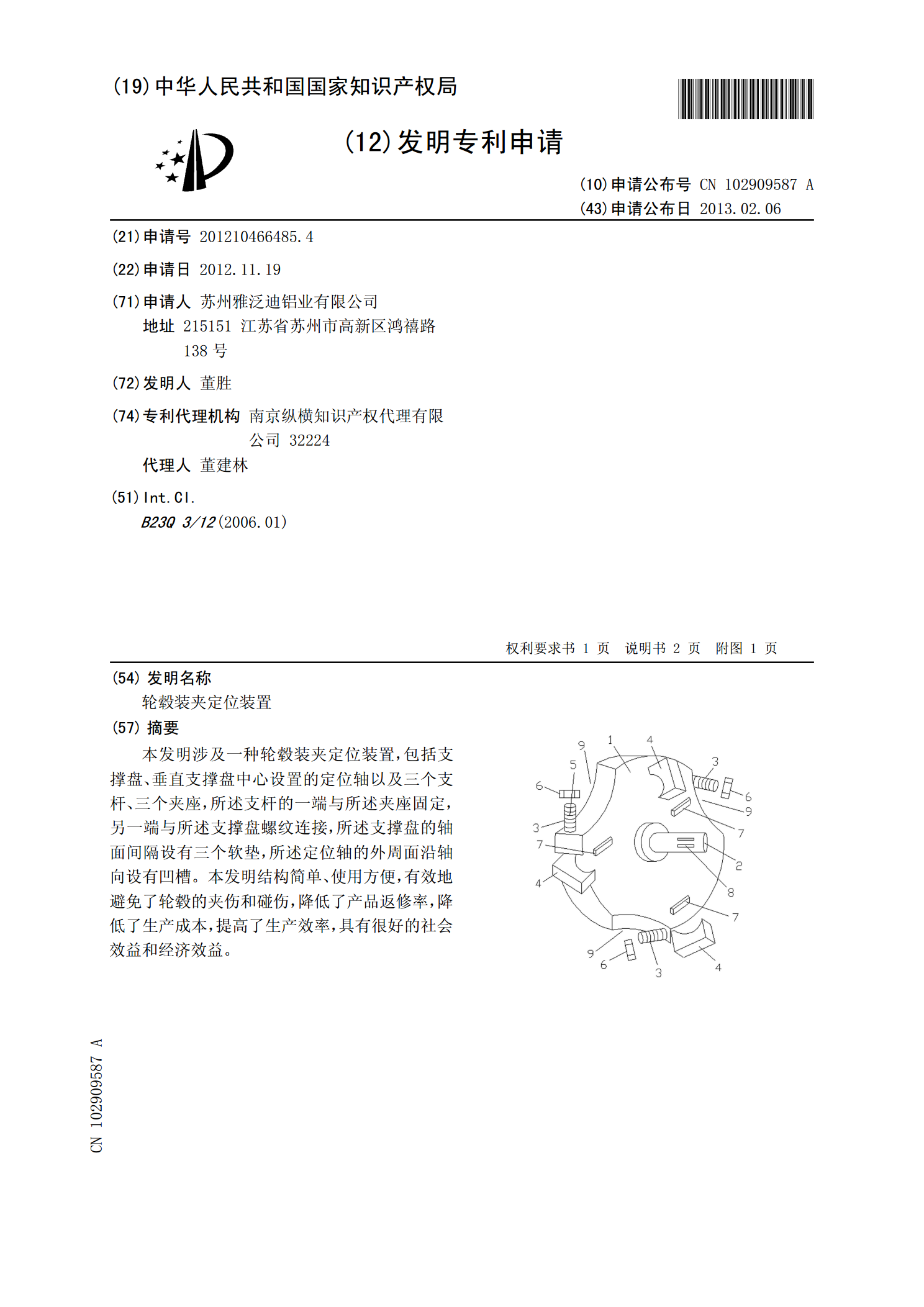
本发明涉及一种轮毂装夹定位装置,包括支撑盘、垂直支撑盘中心设置的定位轴以及三个支杆、三个夹座,所述支杆的一端与所述夹座固定,另一端与所述支撑盘螺纹连接,所述支撑盘的轴面间隔设有三个软垫,所述定位轴的外周面沿轴向设有凹槽。本发明结构简单、使用方便,有效地避免了轮毂的夹伤和碰伤,降低了产品返修率,降低了生产成本,提高了生产效率,具有很好的社会效益和经济效益。

轮毂装夹定位结构.pdf
本发明涉及一种轮毂装夹定位结构,包括定位盘,所述定位盘的轴面沿周向间隔设有至少三个定位座,所述定位座包括底座、安装在所述底座上的支座以及与所述支座连接的定位块,所述支座可沿所述底座滑动。本发明结构简单、使用方便,采用多点定位,使轮毂的非加工面处于悬空状态,有效地避免了轮毂的碰伤,降低了产品返修率,降低了生产成本,提高了生产效率,具有很好的社会效益和经济效益。
主轴铣槽装夹定位工装.pdf
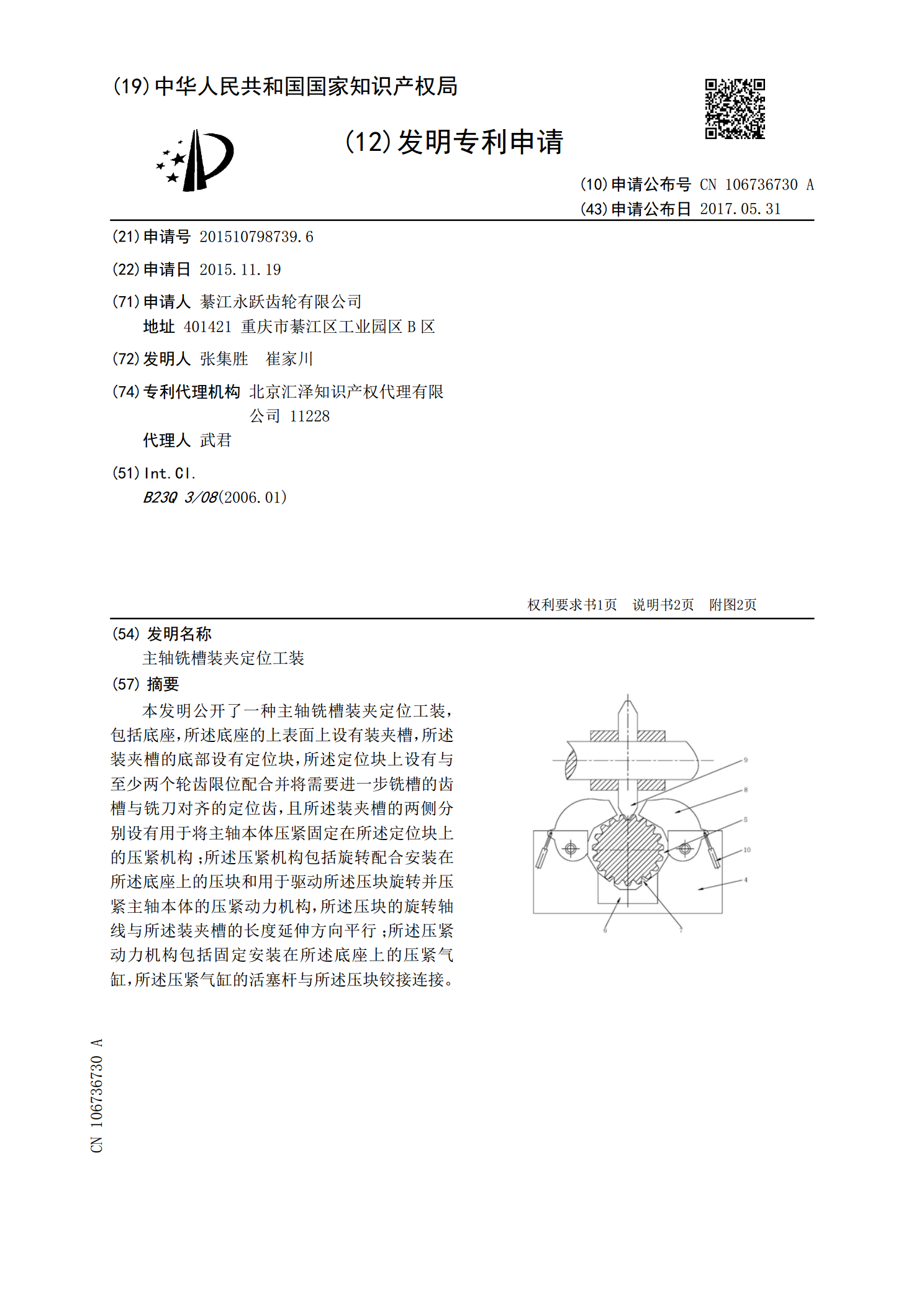
本发明公开了一种主轴铣槽装夹定位工装,包括底座,所述底座的上表面上设有装夹槽,所述装夹槽的底部设有定位块,所述定位块上设有与至少两个轮齿限位配合并将需要进一步铣槽的齿槽与铣刀对齐的定位齿,且所述装夹槽的两侧分别设有用于将主轴本体压紧固定在所述定位块上的压紧机构;所述压紧机构包括旋转配合安装在所述底座上的压块和用于驱动所述压块旋转并压紧主轴本体的压紧动力机构,所述压块的旋转轴线与所述装夹槽的长度延伸方向平行;所述压紧动力机构包括固定安装在所述底座上的压紧气缸,所述压紧气缸的活塞杆与所述压块铰接连接。
齿轮轴铣槽装夹定位工装.pdf
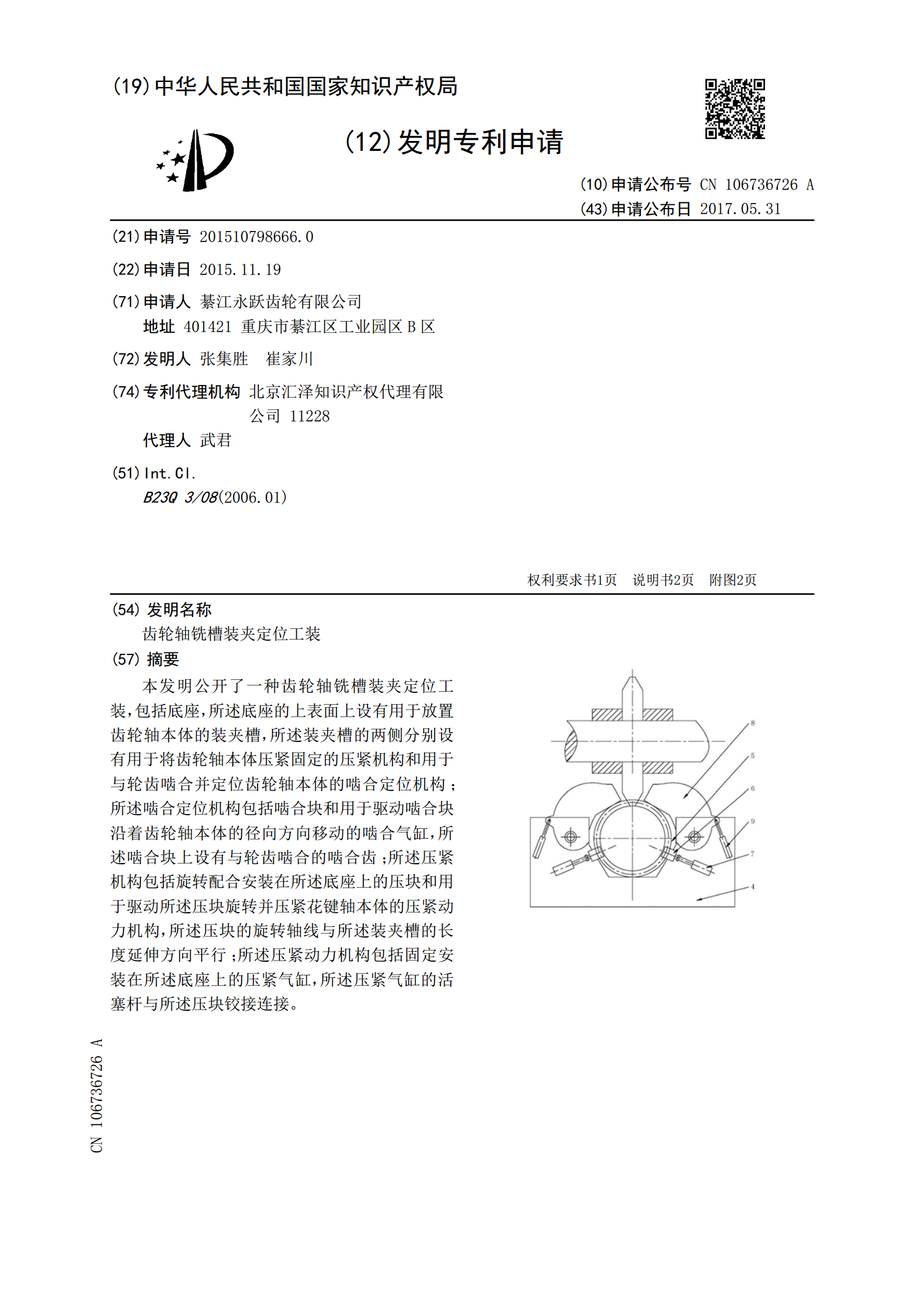
本发明公开了一种齿轮轴铣槽装夹定位工装,包括底座,所述底座的上表面上设有用于放置齿轮轴本体的装夹槽,所述装夹槽的两侧分别设有用于将齿轮轴本体压紧固定的压紧机构和用于与轮齿啮合并定位齿轮轴本体的啮合定位机构;所述啮合定位机构包括啮合块和用于驱动啮合块沿着齿轮轴本体的径向方向移动的啮合气缸,所述啮合块上设有与轮齿啮合的啮合齿;所述压紧机构包括旋转配合安装在所述底座上的压块和用于驱动所述压块旋转并压紧花键轴本体的压紧动力机构,所述压块的旋转轴线与所述装夹槽的长度延伸方向平行;所述压紧动力机构包括固定安装在所述底