
内撑式装夹工装.pdf

邻家****mk

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
内撑式装夹工装.pdf
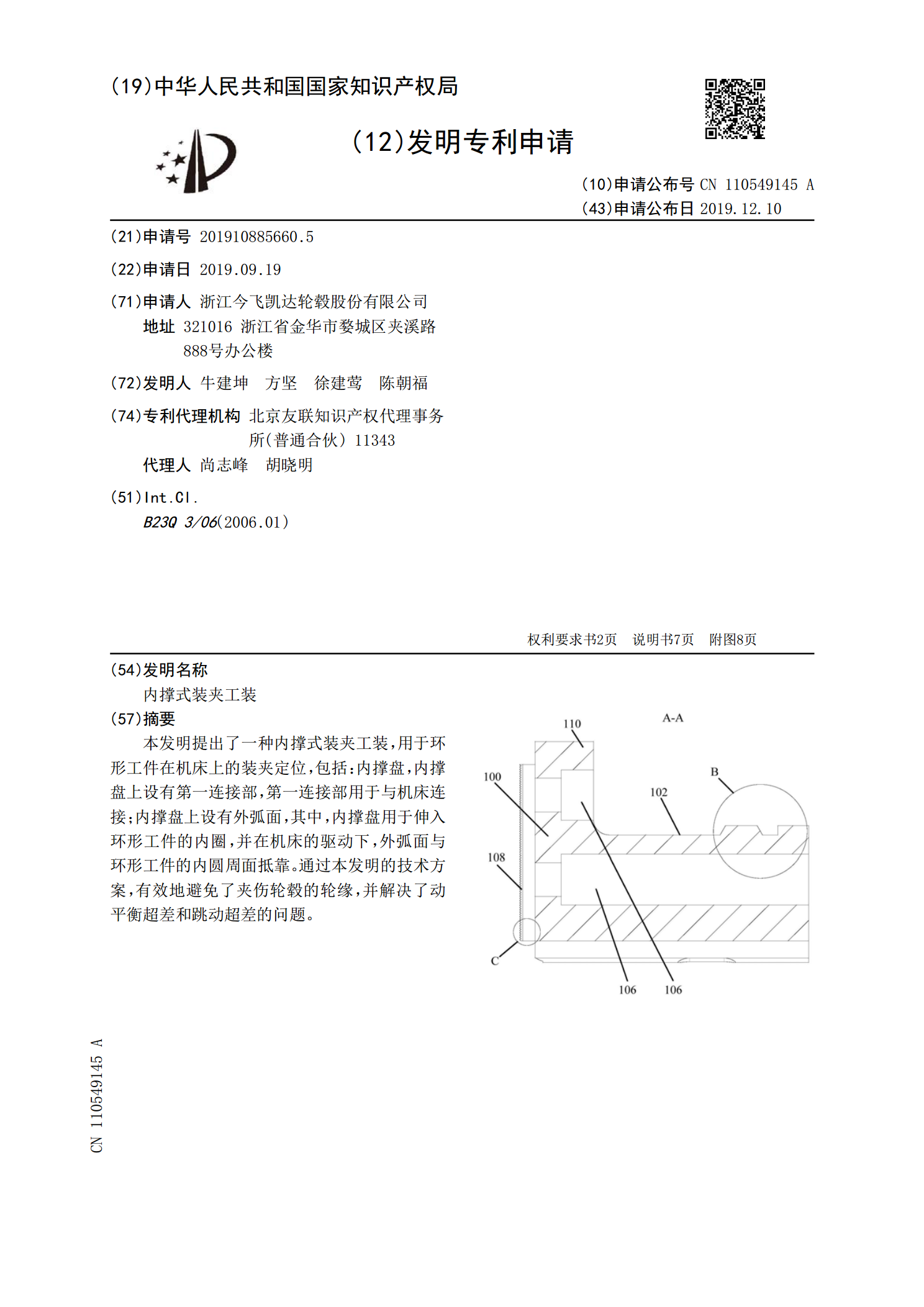
本发明提出了一种内撑式装夹工装,用于环形工件在机床上的装夹定位,包括:内撑盘,内撑盘上设有第一连接部,第一连接部用于与机床连接;内撑盘上设有外弧面,其中,内撑盘用于伸入环形工件的内圈,并在机床的驱动下,外弧面与环形工件的内圆周面抵靠。通过本发明的技术方案,有效地避免了夹伤轮毂的轮缘,并解决了动平衡超差和跳动超差的问题。

一种保压式自动内撑夹具及装夹方法.pdf
本发明一种保压式自动内撑夹具及装夹方法属于装夹技术领域,涉及一种保压式自动内撑夹具及装夹方法。该内撑夹具由定位夹紧装置、辅助装置、液压驱动系统组成。装夹方法将工件立式装夹,利用液压系统将液压油输送至夹紧腔与松开腔,驱动活塞运动,继而使得内撑胀套径向移动,将工件撑起。内撑胀套为多瓣、侧面呈锯齿状,相邻内撑胀套可进行啮合,结构简单,实现均匀撑紧,提高工件局部刚度。采用卡爪与橡胶板相结合方式对工件上下未加工区域进行辅助支撑,保证工件整体刚度。采用联接阀控制夹具的夹紧、松开,操作便捷。联接阀可在切断油压源后能长时

升降式装夹工装.pdf
本发明公开一种升降式装夹工装,装夹装置包括底座及其上正对设置的两个装夹块,两个装夹块相对的侧面上均设有装夹滑板安装座,装夹滑板安装座上分别设有上端向外倾斜的第一、二导向滑槽,该两个滑槽内均设有装夹滑板,装夹滑板下端均设有连接柱,连接柱下端分别与连接横杆铰接,连接横杆下方设有纵向升降杆,纵向升降杆内的丝杆凹槽中套装有丝杆,纵向升降杆上、下端分别与连接横杆和丝杆螺母固接,丝杆下端穿过底座并与其铰接,底座内设有蜗杆,丝杆上固定套有与蜗杆啮合的涡轮,蜗杆的一端设有摇臂,本发明利用蜗杆丝杆结构将蜗杆的回转运动转化为

涨套式薄壁外套筒装夹工装.pdf
本发明涉及机械工艺装备技术领域,具体地说是一种涨套式薄壁外套筒装夹工装,其特征在于设有夹具体、涨紧塞、张紧弹簧和夹紧螺栓,所述夹具体是由定位板、夹紧套和涨紧套构成,所述定位板一端与张紧套固定连接,另一端与夹紧套固定连接,定位板中心设有螺纹通孔,所述涨紧套内径呈锥形,且由外向内逐渐缩小,涨紧套圆周阵列有2个以上的开口通槽,所述涨紧塞呈锥台形,涨紧塞的斜度与涨紧套相同,涨紧塞经张紧螺栓塞在涨紧套内,张紧螺栓穿过涨紧塞中心设有的孔与定位板中心的螺纹孔螺纹连接,张紧弹簧套在夹紧螺栓上,一端与涨紧塞相抵触,另一端与

一种新型升降式装夹工装.pdf
本发明公开一种新型升降式装夹工装,包括装夹装置,装夹装置包括底座及其上正对设置的两个装夹块,两个装夹块相对的侧面上均设有装夹滑板安装座,装夹滑板安装座上分别设有上端向内倾斜的第一、二导向滑槽,第一、二导向滑槽内均设有装夹滑板,装夹滑板下端均设有连接柱,连接柱下端分别与连接横杆两端铰接,连接横杆下方设有纵向升降杆,纵向升降杆下方设有涡轮蜗杆升降装置,纵向升降杆上端与连接横杆连接,其下端与涡轮蜗杆升降装置连接,该涡轮蜗杆升降装置可控制纵向升降杆的升降,本发明利用涡轮蜗杆带动装夹滑板在导向滑槽内上下运动,由于导