
一种变径筒形件的液压成形装置及方法.pdf

雨巷****碧易


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种变径筒形件的液压成形装置及方法.pdf
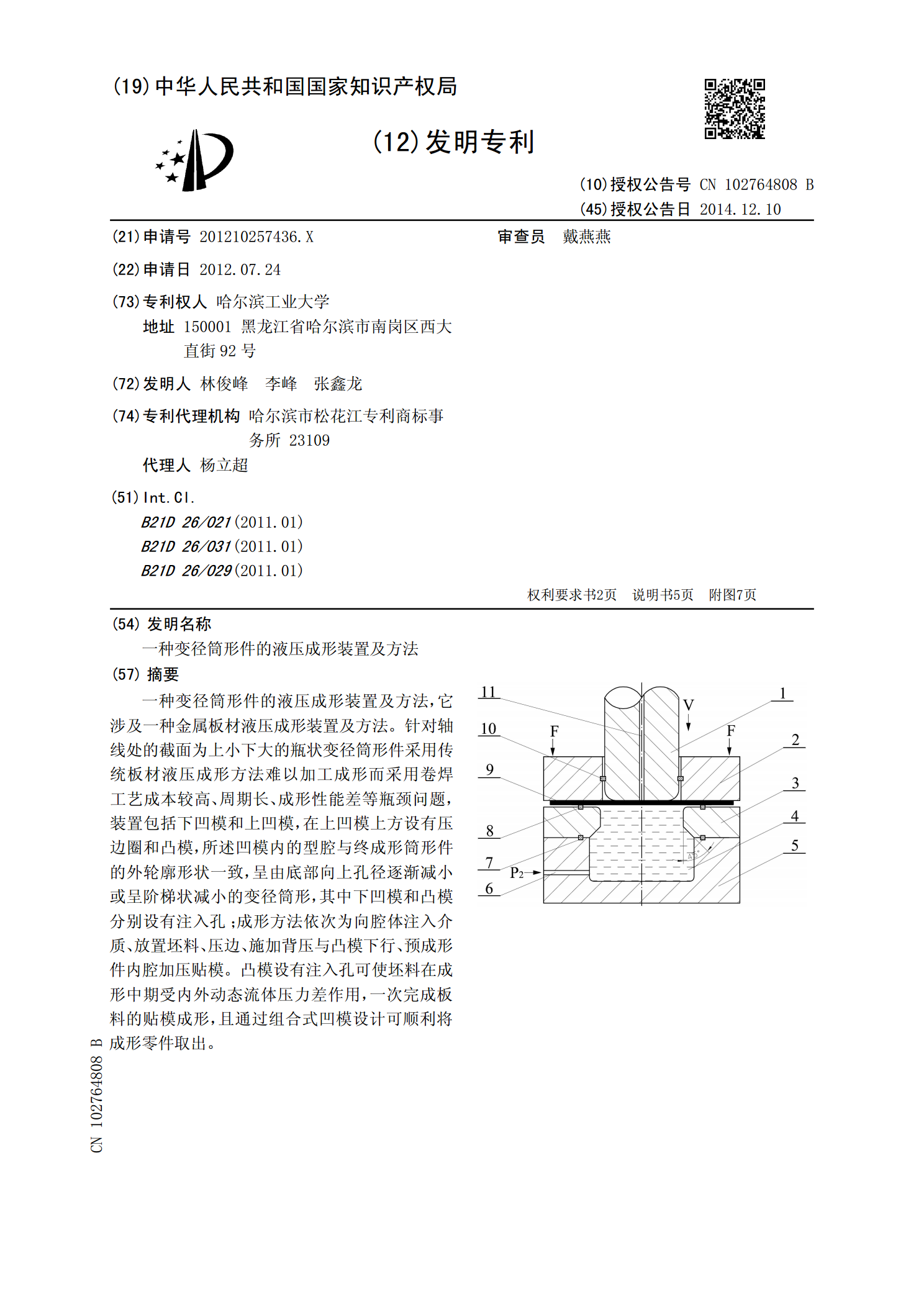
一种变径筒形件的液压成形装置及方法,它涉及一种金属板材液压成形装置及方法。针对轴线处的截面为上小下大的瓶状变径筒形件采用传统板材液压成形方法难以加工成形而采用卷焊工艺成本较高、周期长、成形性能差等瓶颈问题,装置包括下凹模和上凹模,在上凹模上方设有压边圈和凸模,所述凹模内的型腔与终成形筒形件的外轮廓形状一致,呈由底部向上孔径逐渐减小或呈阶梯状减小的变径筒形,其中下凹模和凸模分别设有注入孔;成形方法依次为向腔体注入介质、放置坯料、压边、施加背压与凸模下行、预成形件内腔加压贴模。凸模设有注入孔可使坯料在成形中期
一种筒形件的成形方法.pdf
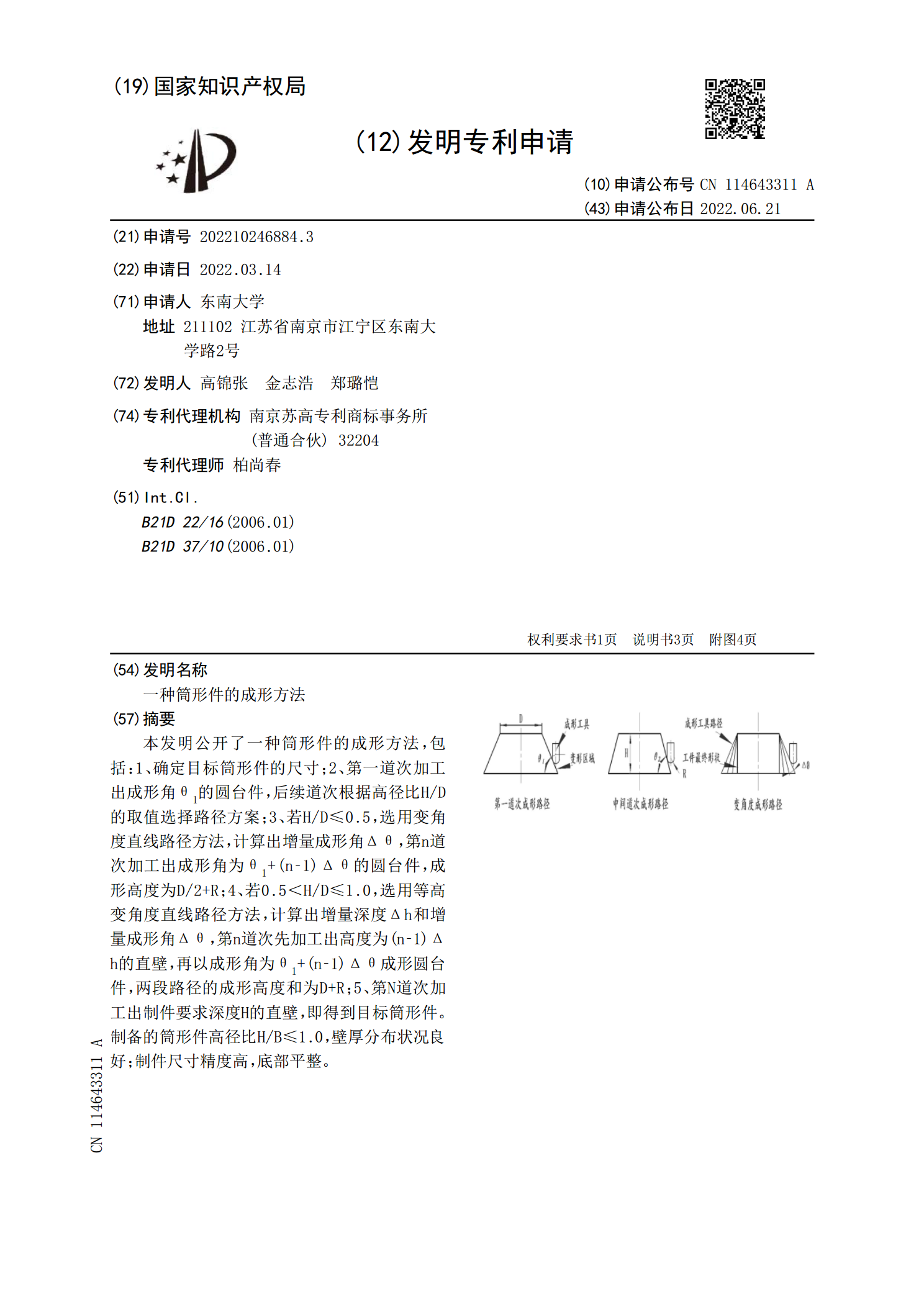
本发明公开了一种筒形件的成形方法,包括:1、确定目标筒形件的尺寸;2、第一道次加工出成形角θ<base:Sub>1</base:Sub>的圆台件,后续道次根据高径比H/D的取值选择路径方案;3、若H/D≤0.5,选用变角度直线路径方法,计算出增量成形角Δθ,第n道次加工出成形角为θ<base:Sub>1</base:Sub>+(n?1)Δθ的圆台件,成形高度为D/2+R;4、若0.5<H/D≤1.0,选用等高变角度直线路径方法,计算出增量深度Δh和增量成形角Δθ,第n道次先加工出高度为(n?1)Δh的直壁
一种薄壁筒形件强力旋压成形装置.pdf
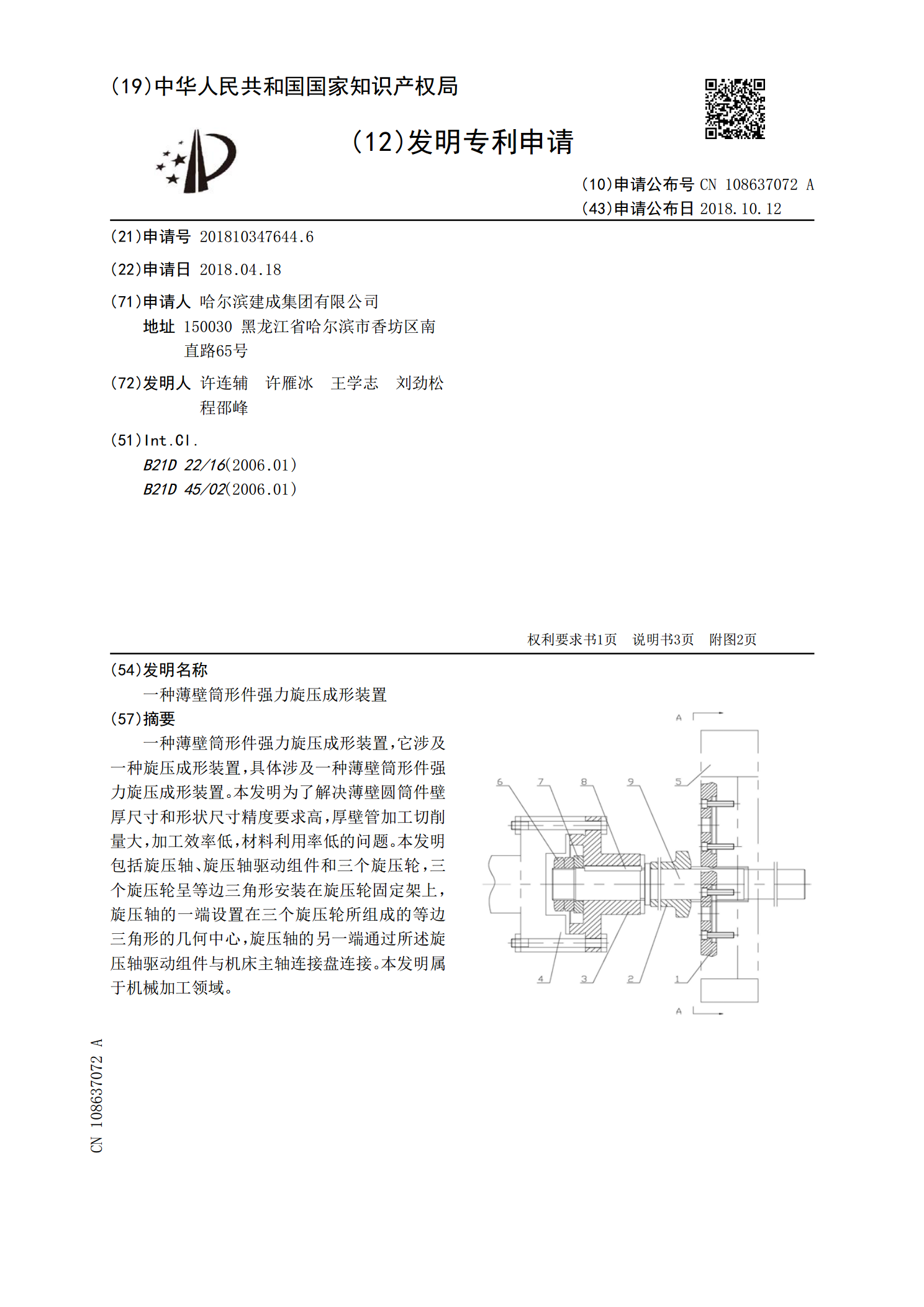
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
一种带法兰的筒形件成形模具及成形方法.pdf
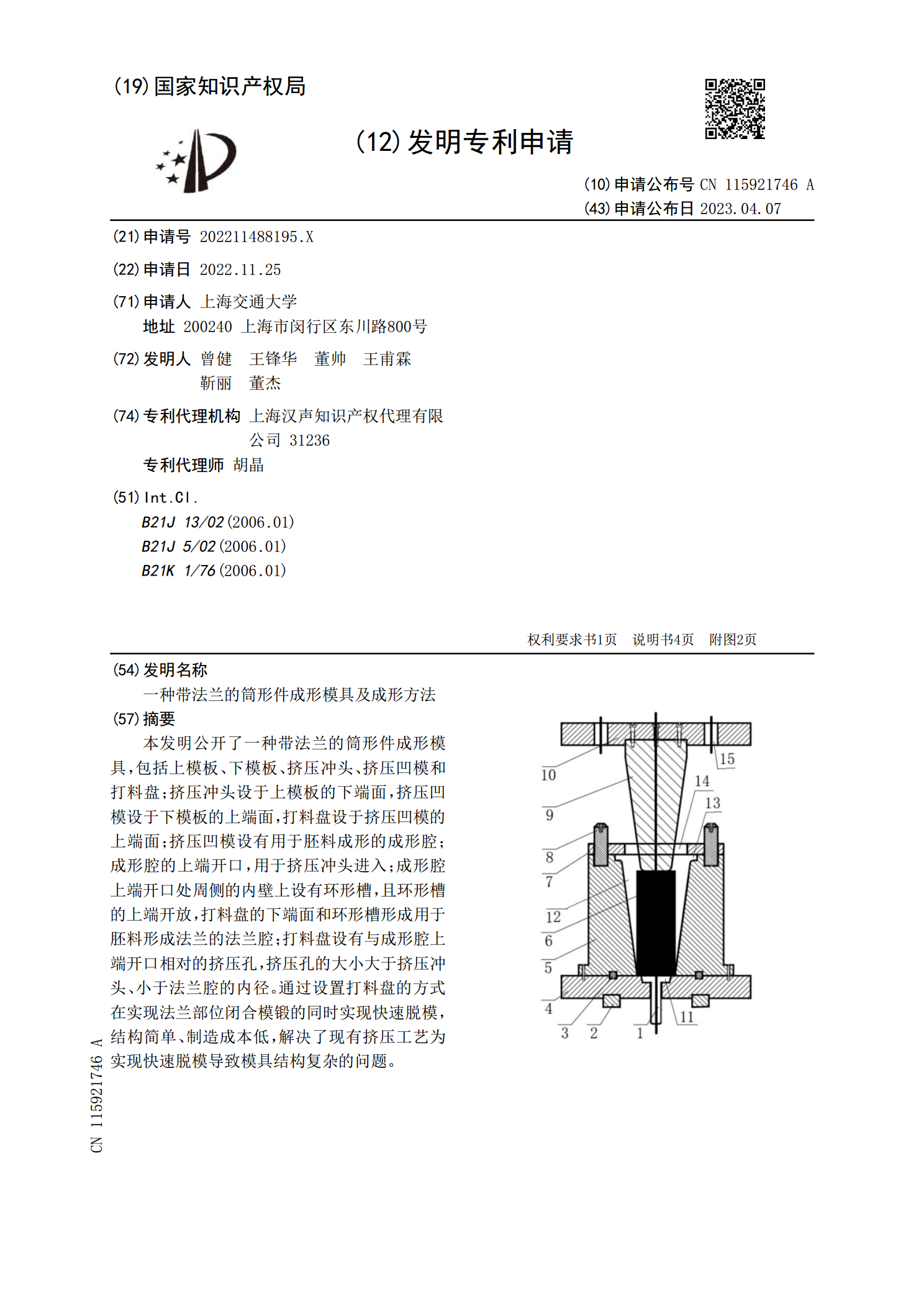
本发明公开了一种带法兰的筒形件成形模具,包括上模板、下模板、挤压冲头、挤压凹模和打料盘;挤压冲头设于上模板的下端面,挤压凹模设于下模板的上端面,打料盘设于挤压凹模的上端面;挤压凹模设有用于胚料成形的成形腔;成形腔的上端开口,用于挤压冲头进入;成形腔上端开口处周侧的内壁上设有环形槽,且环形槽的上端开放,打料盘的下端面和环形槽形成用于胚料形成法兰的法兰腔;打料盘设有与成形腔上端开口相对的挤压孔,挤压孔的大小大于挤压冲头、小于法兰腔的内径。通过设置打料盘的方式在实现法兰部位闭合模锻的同时实现快速脱模,结构简单、
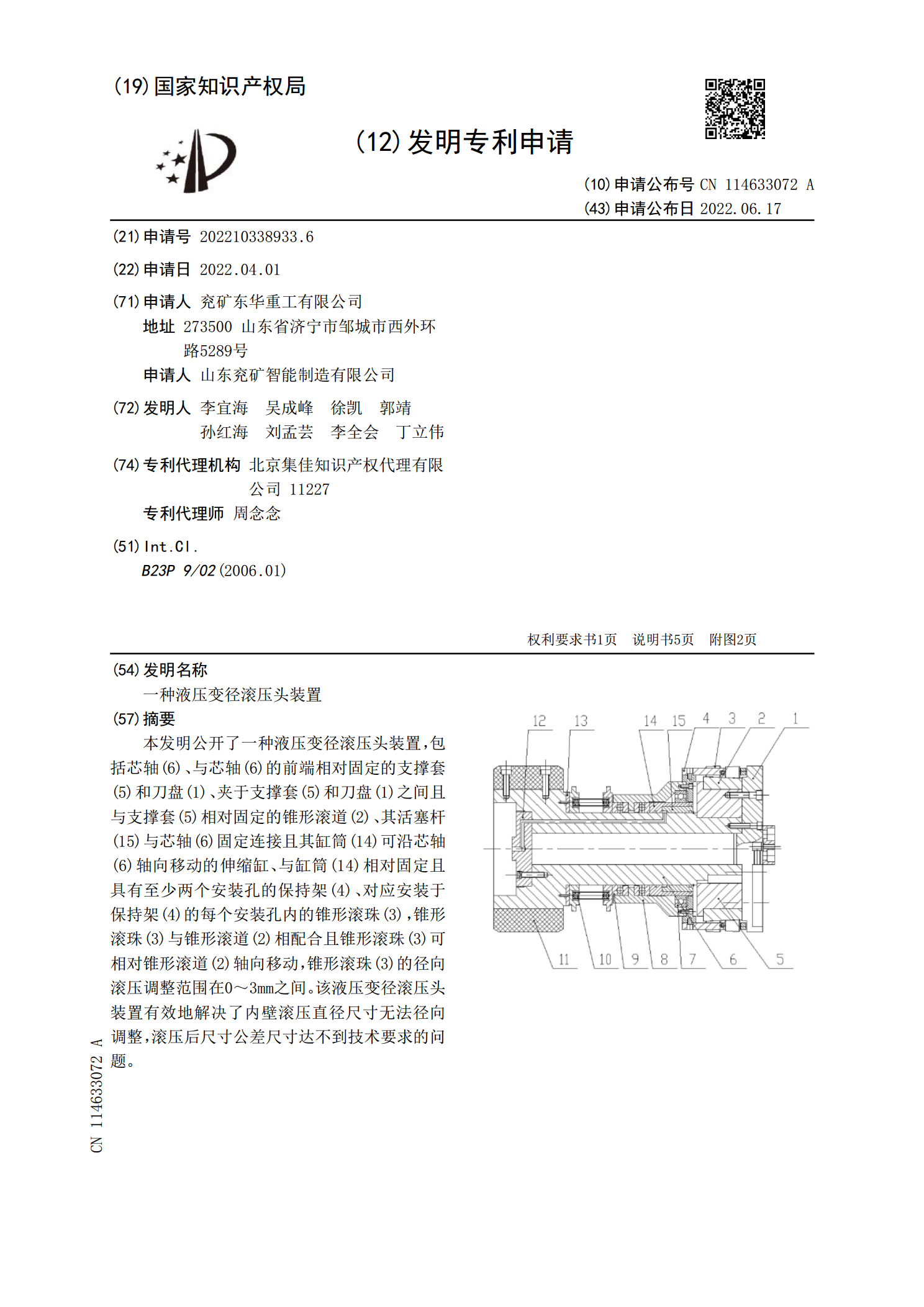
一种液压变径滚压头装置.pdf
本发明公开了一种液压变径滚压头装置,包括芯轴(6)、与芯轴(6)的前端相对固定的支撑套(5)和刀盘(1)、夹于支撑套(5)和刀盘(1)之间且与支撑套(5)相对固定的锥形滚道(2)、其活塞杆(15)与芯轴(6)固定连接且其缸筒(14)可沿芯轴(6)轴向移动的伸缩缸、与缸筒(14)相对固定且具有至少两个安装孔的保持架(4)、对应安装于保持架(4)的每个安装孔内的锥形滚珠(3),锥形滚珠(3)与锥形滚道(2)相配合且锥形滚珠(3)可相对锥形滚道(2)轴向移动,锥形滚珠(3)的径向滚压调整范围在0~3mm之间。该