
一种带法兰的筒形件成形模具及成形方法.pdf

秀美****甜v

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带法兰的筒形件成形模具及成形方法.pdf
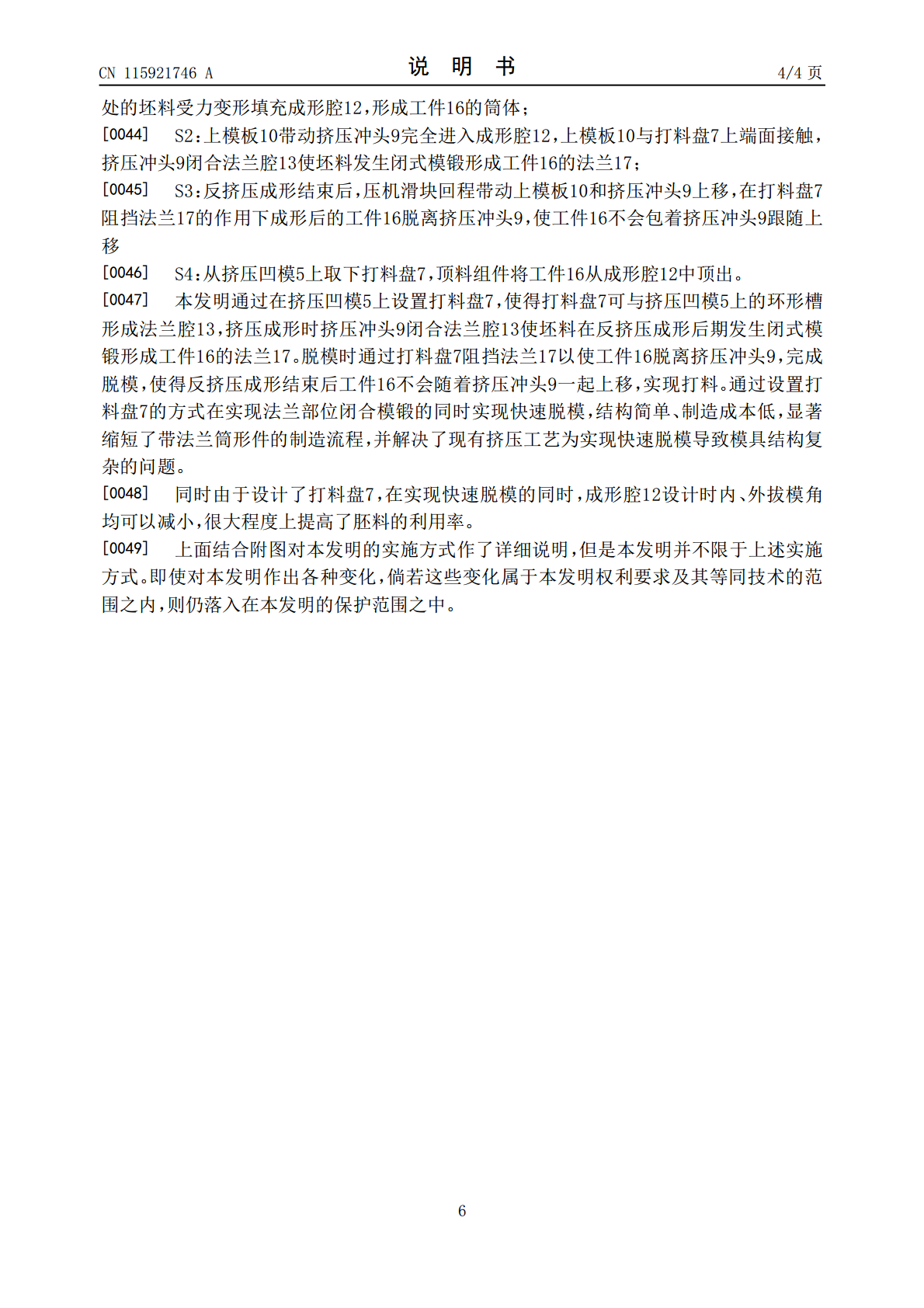
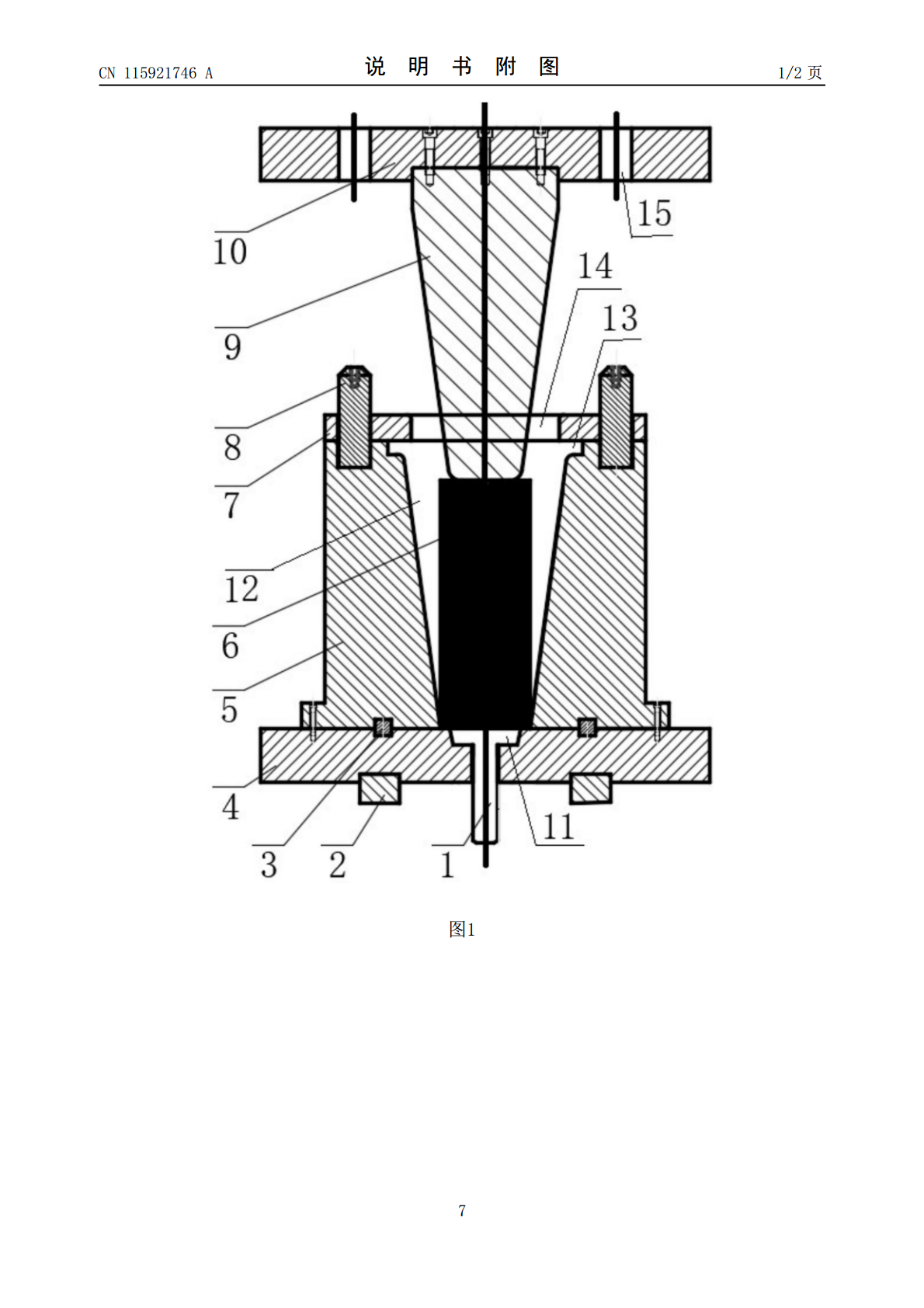
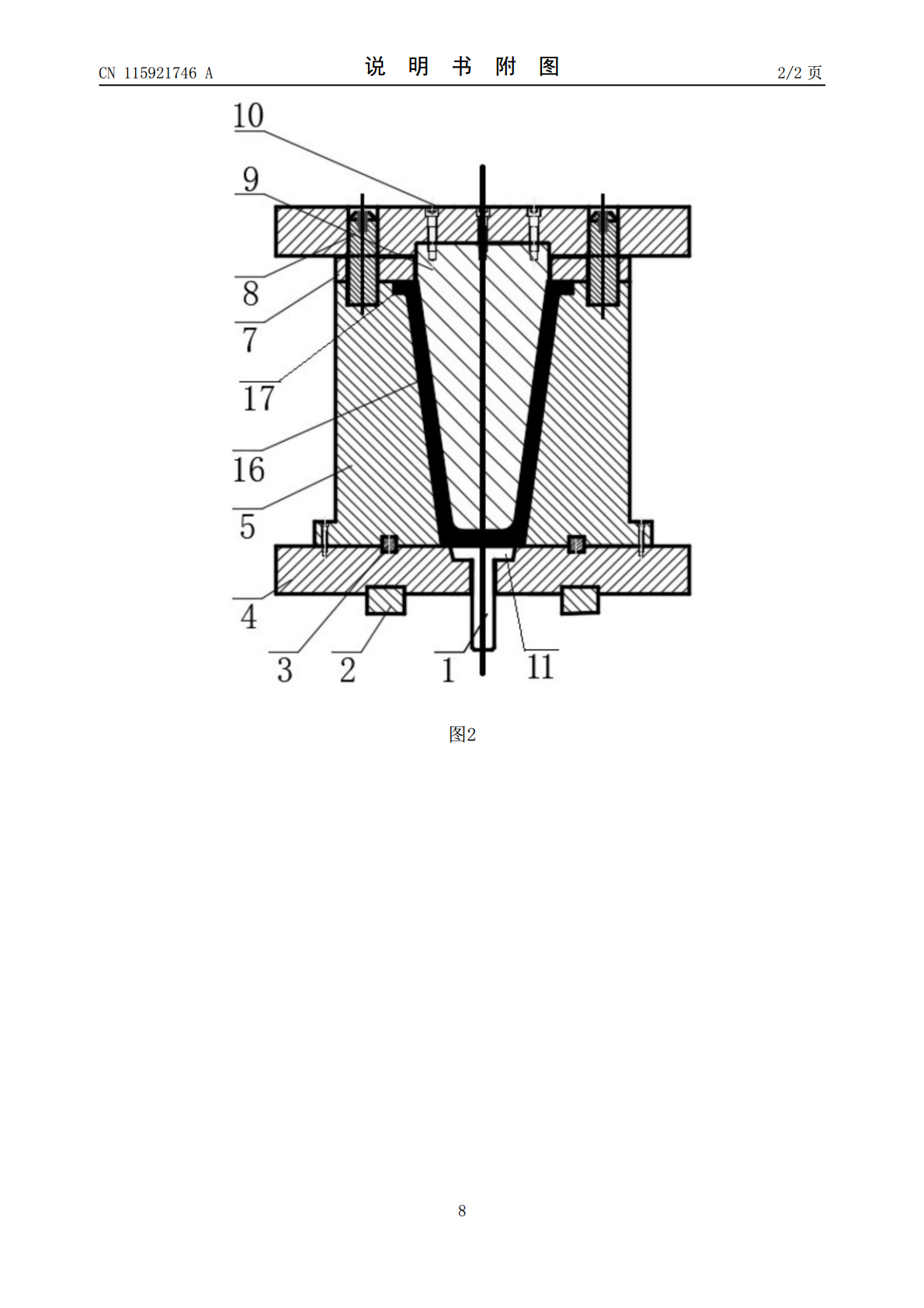
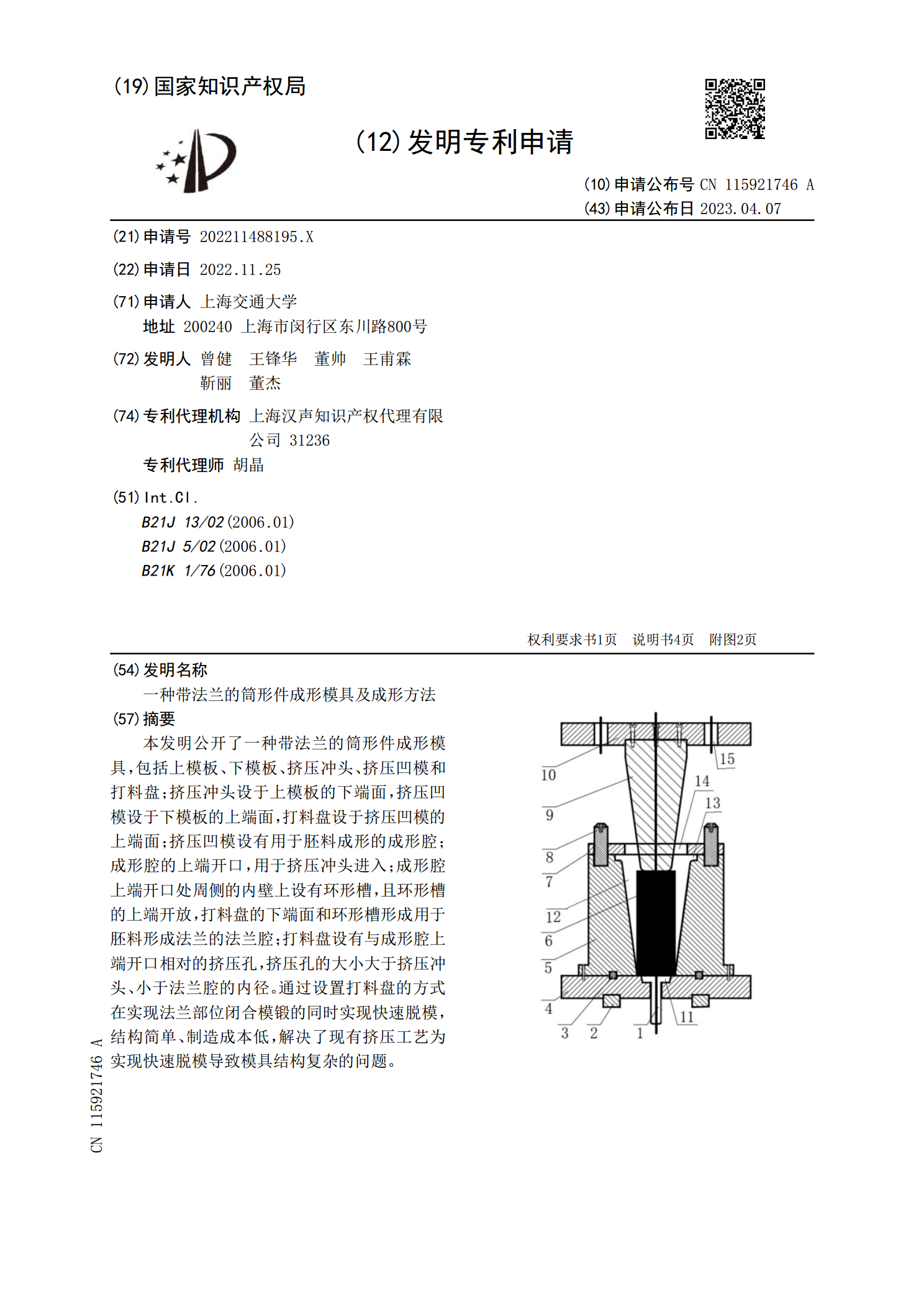
本发明公开了一种带法兰的筒形件成形模具,包括上模板、下模板、挤压冲头、挤压凹模和打料盘;挤压冲头设于上模板的下端面,挤压凹模设于下模板的上端面,打料盘设于挤压凹模的上端面;挤压凹模设有用于胚料成形的成形腔;成形腔的上端开口,用于挤压冲头进入;成形腔上端开口处周侧的内壁上设有环形槽,且环形槽的上端开放,打料盘的下端面和环形槽形成用于胚料形成法兰的法兰腔;打料盘设有与成形腔上端开口相对的挤压孔,挤压孔的大小大于挤压冲头、小于法兰腔的内径。通过设置打料盘的方式在实现法兰部位闭合模锻的同时实现快速脱模,结构简单、
一种筒形件的成形方法.pdf
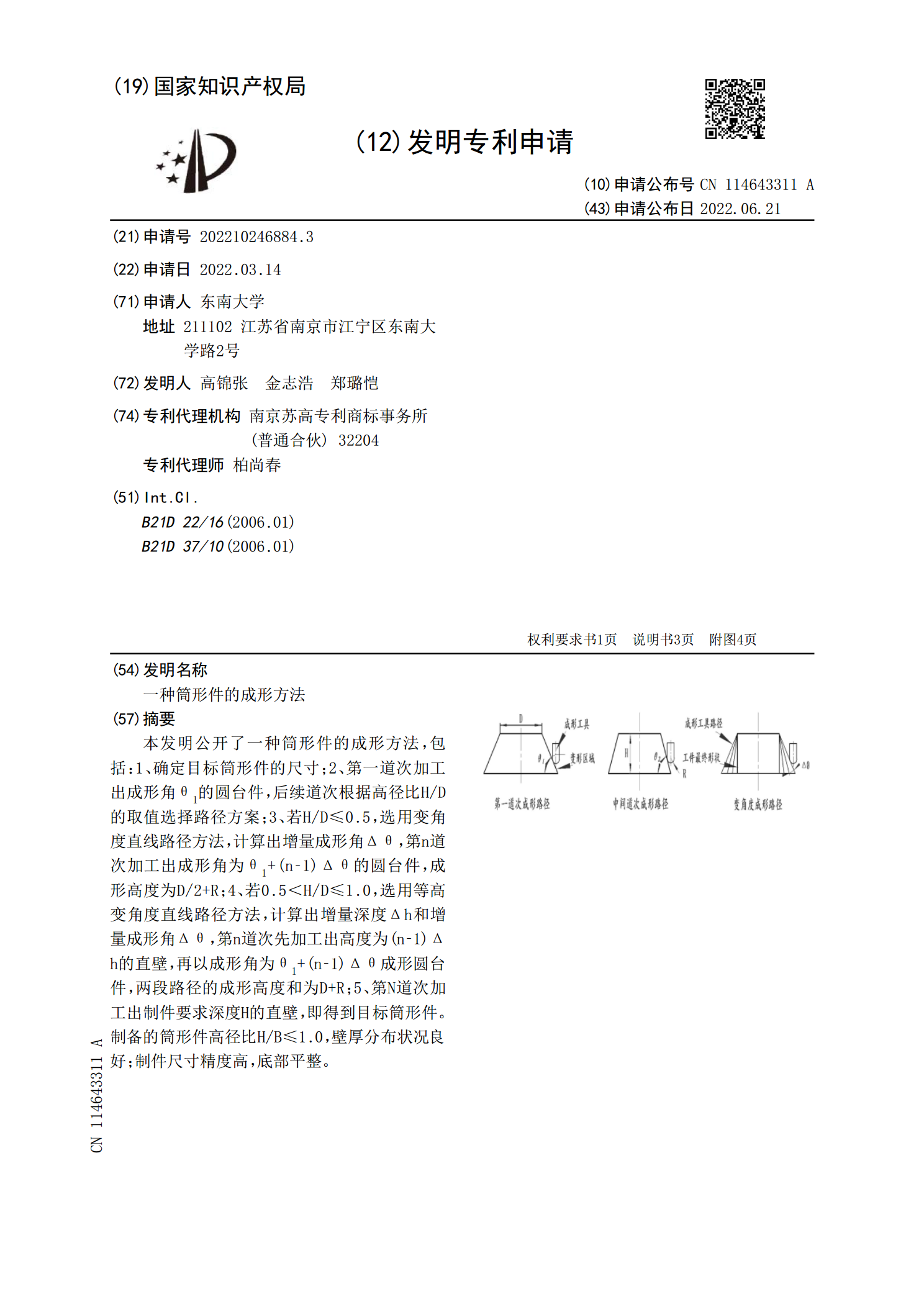
本发明公开了一种筒形件的成形方法,包括:1、确定目标筒形件的尺寸;2、第一道次加工出成形角θ<base:Sub>1</base:Sub>的圆台件,后续道次根据高径比H/D的取值选择路径方案;3、若H/D≤0.5,选用变角度直线路径方法,计算出增量成形角Δθ,第n道次加工出成形角为θ<base:Sub>1</base:Sub>+(n?1)Δθ的圆台件,成形高度为D/2+R;4、若0.5<H/D≤1.0,选用等高变角度直线路径方法,计算出增量深度Δh和增量成形角Δθ,第n道次先加工出高度为(n?1)Δh的直壁

一种带大扭角法兰和中间法兰的锻件成形方法及成形模具.pdf
一种带大扭角法兰和中间法兰的锻件成形方法及成形模具,属于冶金系统锻造技术领域。本发明的成形方法,包括:对棒料进行下料、平端面和倒圆角,并进行加热,保温准备进行锻造;模具预热后,将下胎模放入外模套中,将棒料放入下胎模的型腔内,在外模套内放入上胎模,将上胎模和下胎模逐渐打靠,将锻件从模具中取出,并重新加热;将锻件拔长杆部,将锻件从加热炉中取出,使用测具进行定位确定分料处;采用摔子将杆部进行滚圆,并卡压中部凹档;接着,采用摔子滚圆直径,并拔长、滚圆杆部端头;最后,使用测具进行定位确定中间法兰处,并保证锻件的总长
带底长筒形件精密挤压成形的方法.pdf
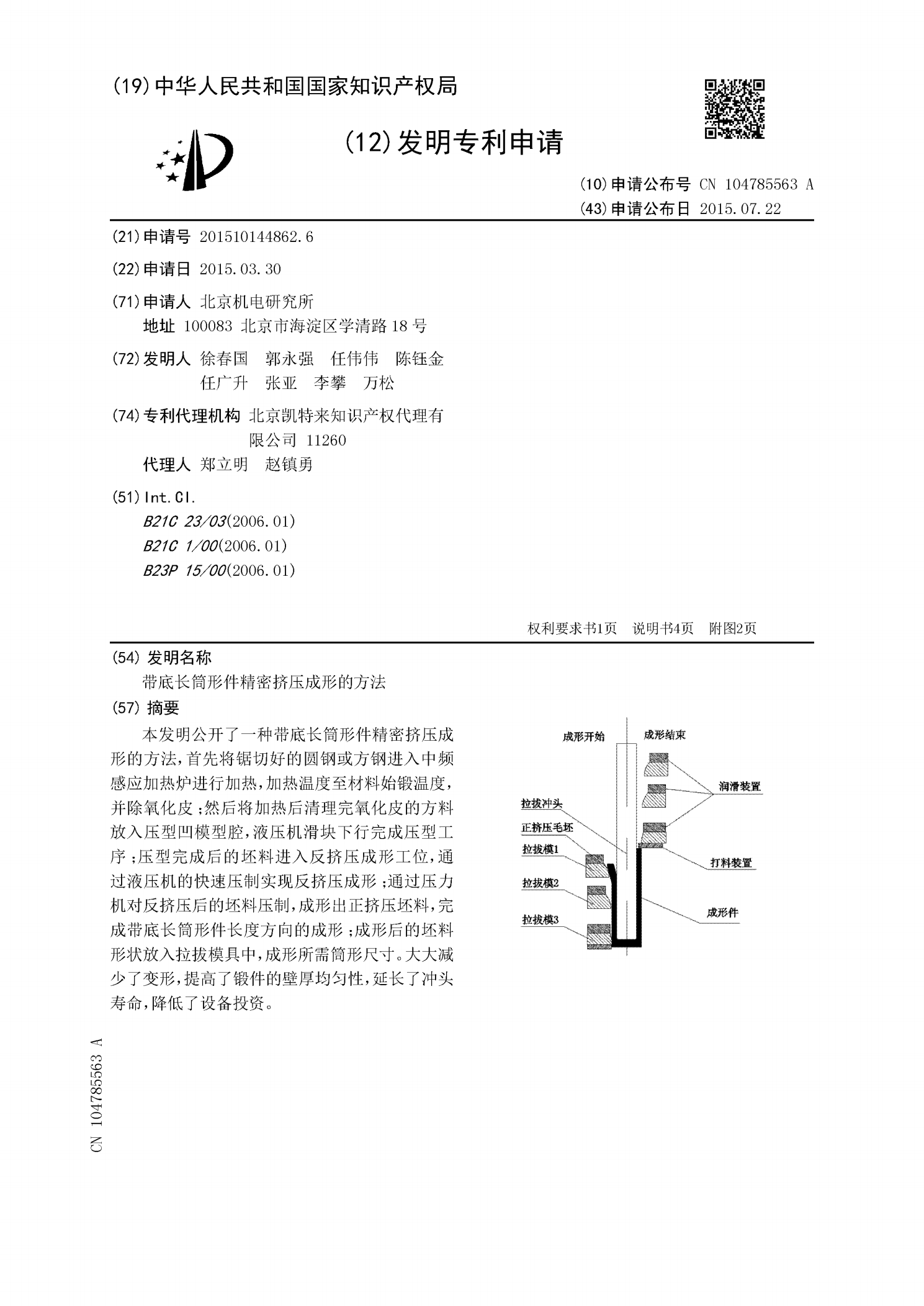
本发明公开了一种带底长筒形件精密挤压成形的方法,首先将锯切好的圆钢或方钢进入中频感应加热炉进行加热,加热温度至材料始锻温度,并除氧化皮;然后将加热后清理完氧化皮的方料放入压型凹模型腔,液压机滑块下行完成压型工序;压型完成后的坯料进入反挤压成形工位,通过液压机的快速压制实现反挤压成形;通过压力机对反挤压后的坯料压制,成形出正挤压坯料,完成带底长筒形件长度方向的成形;成形后的坯料形状放入拉拔模具中,成形所需筒形尺寸。大大减少了变形,提高了锻件的壁厚均匀性,延长了冲头寿命,降低了设备投资。

法兰球阀锻件的锻造成形模具及成形方法.pdf
本发明涉及锻造,具体是一种法兰球阀锻件的锻造成形模具及成形方法。包括上模,与上模配合的下模,上模设有预锻上模具体和终锻上模具体,下模设有预锻下模具体和终锻下模具体,预锻上模具体和预锻下模具体配合,终锻上模具体与终锻下模具体配合;预锻上模具体的下表面设有环形的凹槽结构,预锻下模具设有与该凹槽结构配合的环形凸出部,凸出部内设有竖直的盲孔;终锻上模具体设有横向的终锻上型腔,终锻下模具体设有与终锻上型腔配合的终锻下型腔,终锻下型腔的两侧分别设有水平的第一和第二冲头;下模设有预锻件顶出机构和终锻件顶出机构。本发明材