
一种薄壁筒形件强力旋压成形装置.pdf

努力****采萍

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁筒形件强力旋压成形装置.pdf
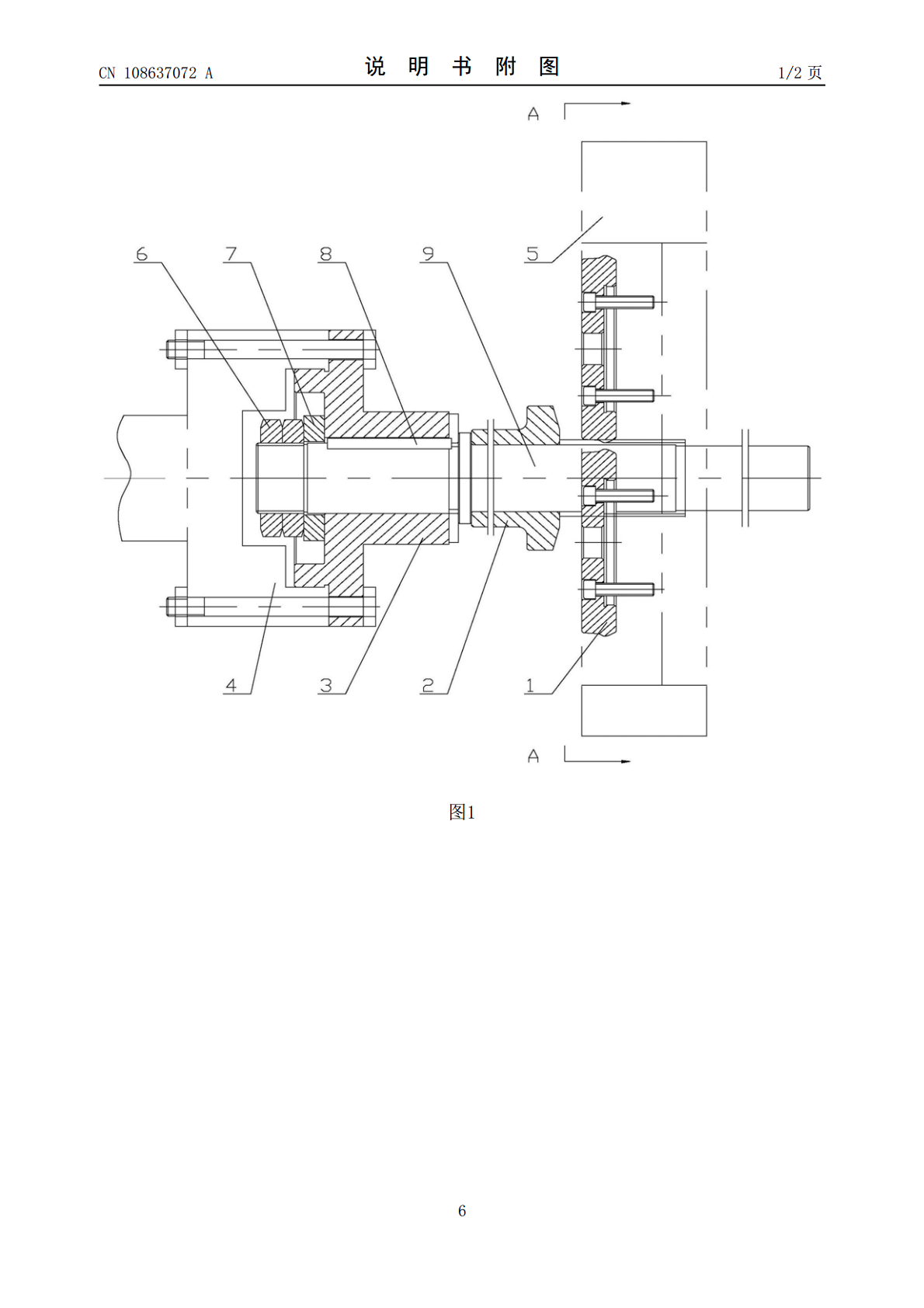
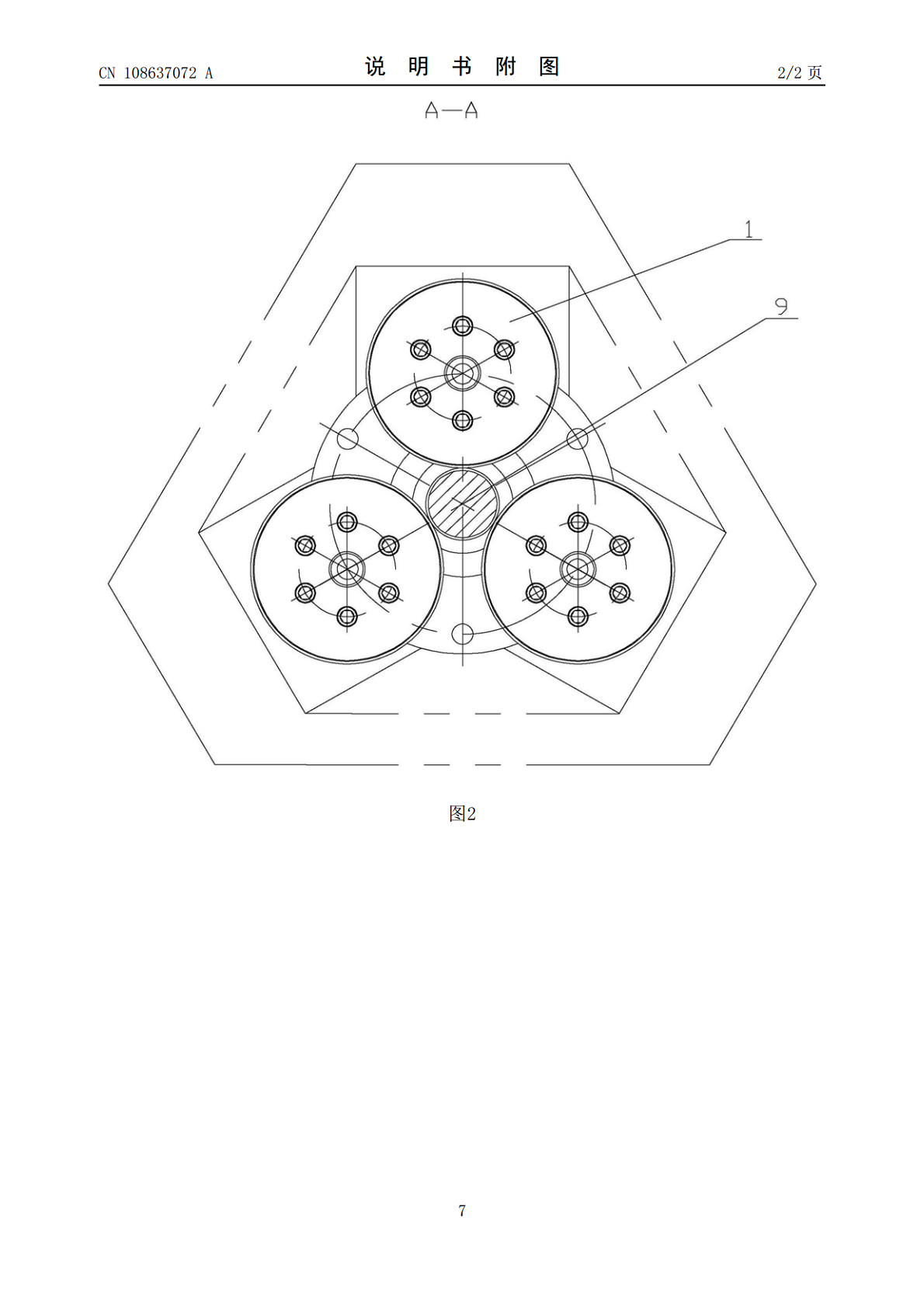
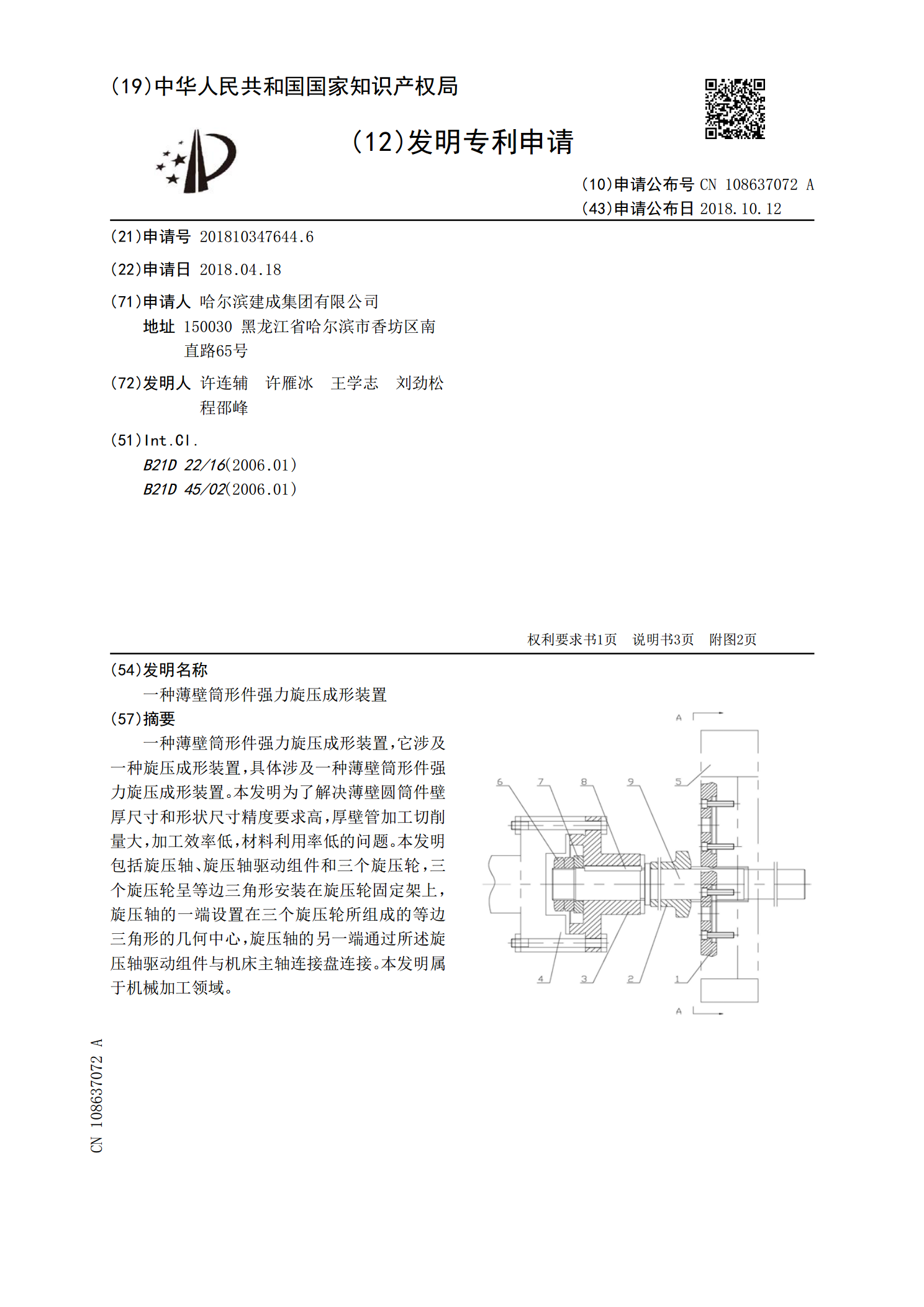
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。

筒形件强力旋压成形本构关系研究.docx
筒形件强力旋压成形本构关系研究筒形件强力旋压成形本构关系研究摘要:强力旋压是一种重要的金属成形工艺,广泛应用于汽车、造船、航空航天等领域。本文通过研究筒形件的强力旋压成形本构关系,分析了旋压角度、旋压力以及冷却方式对成形过程和成形质量的影响,为优化强力旋压工艺提供了理论支持。1.引言强力旋压是一种通过旋转金属筒形件并施加轴向压力进行成形的工艺。它具有成形速度快、加工精度高以及节约材料等优点。在实际应用中,精密筒形件的制造和优化成形工艺成为当前的研究热点。2.成形过程分析强力旋压过程中,旋压角度和旋压力是影
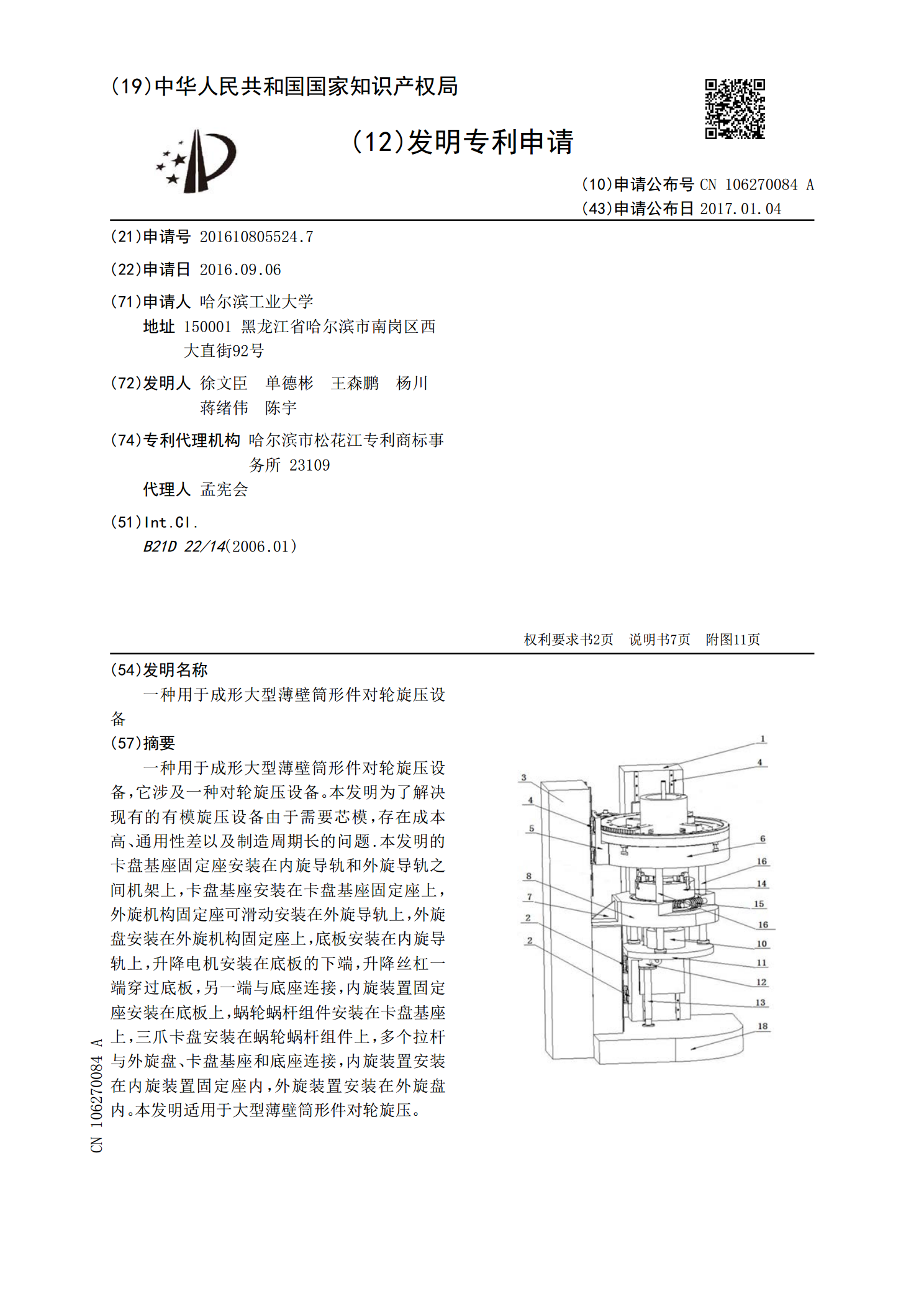
一种用于成形大型薄壁筒形件对轮旋压设备.pdf
一种用于成形大型薄壁筒形件对轮旋压设备,它涉及一种对轮旋压设备。本发明为了解决现有的有模旋压设备由于需要芯模,存在成本高、通用性差以及制造周期长的问题.本发明的卡盘基座固定座安装在内旋导轨和外旋导轨之间机架上,卡盘基座安装在卡盘基座固定座上,外旋机构固定座可滑动安装在外旋导轨上,外旋盘安装在外旋机构固定座上,底板安装在内旋导轨上,升降电机安装在底板的下端,升降丝杠一端穿过底板,另一端与底座连接,内旋装置固定座安装在底板上,蜗轮蜗杆组件安装在卡盘基座上,三爪卡盘安装在蜗轮蜗杆组件上,多个拉杆与外旋盘、卡盘基

基于Simufact筒形件强力旋压旋轮数量对成形质量的影响.docx
基于Simufact筒形件强力旋压旋轮数量对成形质量的影响Title:TheInfluenceoftheNumberofSpinningWheelsinSimufactontheFormingQualityofCylindricalPartsAbstract:Thespinningprocessiswidelyusedforformingcylindricalpartsduetoitsversatilityandefficiency.InSimufact,aleadingsimulationsoftwar
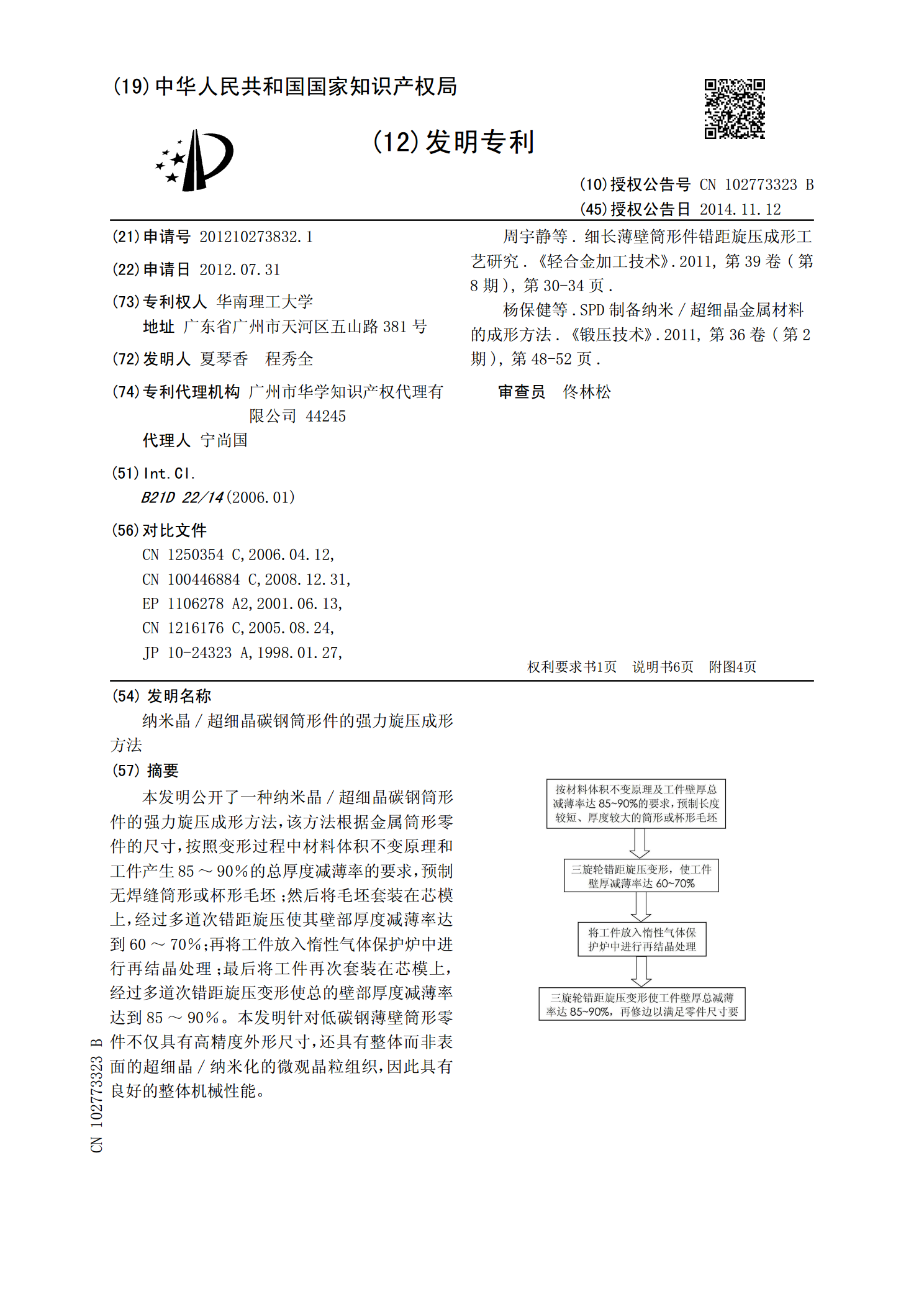
纳米晶/超细晶碳钢筒形件的强力旋压成形方法.pdf
本发明公开了一种纳米晶/超细晶碳钢筒形件的强力旋压成形方法,该方法根据金属筒形零件的尺寸,按照变形过程中材料体积不变原理和工件产生85~90%的总厚度减薄率的要求,预制无焊缝筒形或杯形毛坯;然后将毛坯套装在芯模上,经过多道次错距旋压使其壁部厚度减薄率达到60~70%;再将工件放入惰性气体保护炉中进行再结晶处理;最后将工件再次套装在芯模上,经过多道次错距旋压变形使总的壁部厚度减薄率达到85~90%。本发明针对低碳钢薄壁筒形零件不仅具有高精度外形尺寸,还具有整体而非表面的超细晶/纳米化的微观晶粒组织,因此具有