
一种轮辋浇铸系统.pdf

沛芹****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮辋浇铸系统.pdf
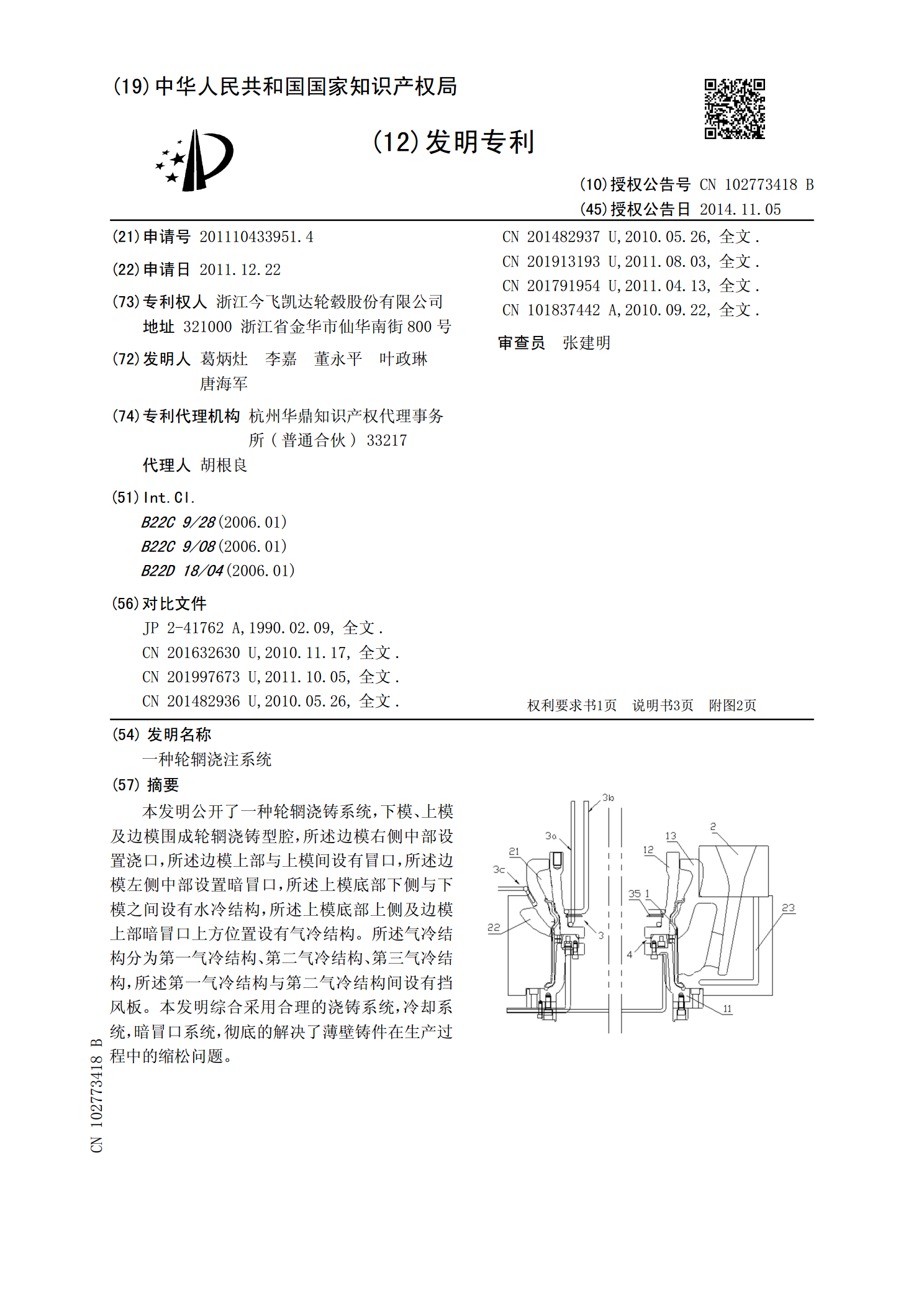
本发明公开了一种轮辋浇铸系统,下模、上模及边模围成轮辋浇铸型腔,所述边模右侧中部设置浇口,所述边模上部与上模间设有冒口,所述边模左侧中部设置暗冒口,所述上模底部下侧与下模之间设有水冷结构,所述上模底部上侧及边模上部暗冒口上方位置设有气冷结构。所述气冷结构分为第一气冷结构、第二气冷结构、第三气冷结构,所述第一气冷结构与第二气冷结构间设有挡风板。本发明综合采用合理的浇铸系统,冷却系统,暗冒口系统,彻底的解决了薄壁铸件在生产过程中的缩松问题。

一种滑轮铸件浇铸系统及其浇铸方法.pdf
本发明公开了一种滑轮铸件浇铸系统及其浇铸方法,属于铸件浇铸领域。浇注系统包括浇口杯及与浇口杯相连的直浇道,还包括,消失模单元,其包括横浇道、滑轮消失模和分浇道,所述横浇道相互平行设置,所述滑轮消失模通过分浇道固定连接在相邻的横浇道之间;砂箱单元,其包括顶部开口的中空箱体,所述消失模单元置于砂箱单元中;所述消失模单元的相邻横浇道呈上下式设置,所述直浇道的端部连接于位于上方的横浇道顶部。本发明通过对浇铸系统的改进,在浇铸系统内产生的热场为正向热场,更符合液态金属的成型规律,且浇铸系统简化,热量损失少,因此浇铸

一种自动浇铸系统.pdf
本发明公开了一种自动浇铸系统,属于金属冶炼生产设备技术领域,其包括浇铸机构、反射炉、传送机构、多个模具及控制系统;浇铸机构包括浇铸架、升降气缸以及浇铸包;升降气缸设于浇铸架上,用于驱动浇铸包上升或者下降;反射炉设于浇铸机构的一侧,并通过溜槽与浇铸包相连通;多个模具依次设于传送机构上;控制系统包括控制模块、感应模块以及计时模块;当模具被传送至浇铸包的正下方时,传送机构停止运动,升降气缸驱动浇铸包下降,浇铸包开始浇铸;浇铸一定时间后,升降气缸驱动浇铸包上升,浇铸包停止浇铸,传送机构开始运动;本发明解决了现有浇

一种螺旋浇铸系统.pdf
本发明提供一种螺旋浇铸系统,包括浇口杯、竖浇道、横浇道、内浇道和若干铸型型腔,横浇道的一端与竖浇道的下端连通,内浇道与横浇道的另一端连通,若干铸型型腔均与内浇道连通,浇口杯与竖浇道之间设有连接管,连接管的上端与浇口杯的底端连通,连接管的下端与竖浇道相连,连接管与竖浇道的连接位置高于横浇道,从连接管喷出的金属液沿竖浇道的内壁螺旋下落。由于采用了上述技术方案,本发明使进入铸型型腔内的金属液的气泡和杂质减少,使铸件的质量大大提高。
一种滑轮铸件浇铸装置、系统及其浇铸方法.pdf
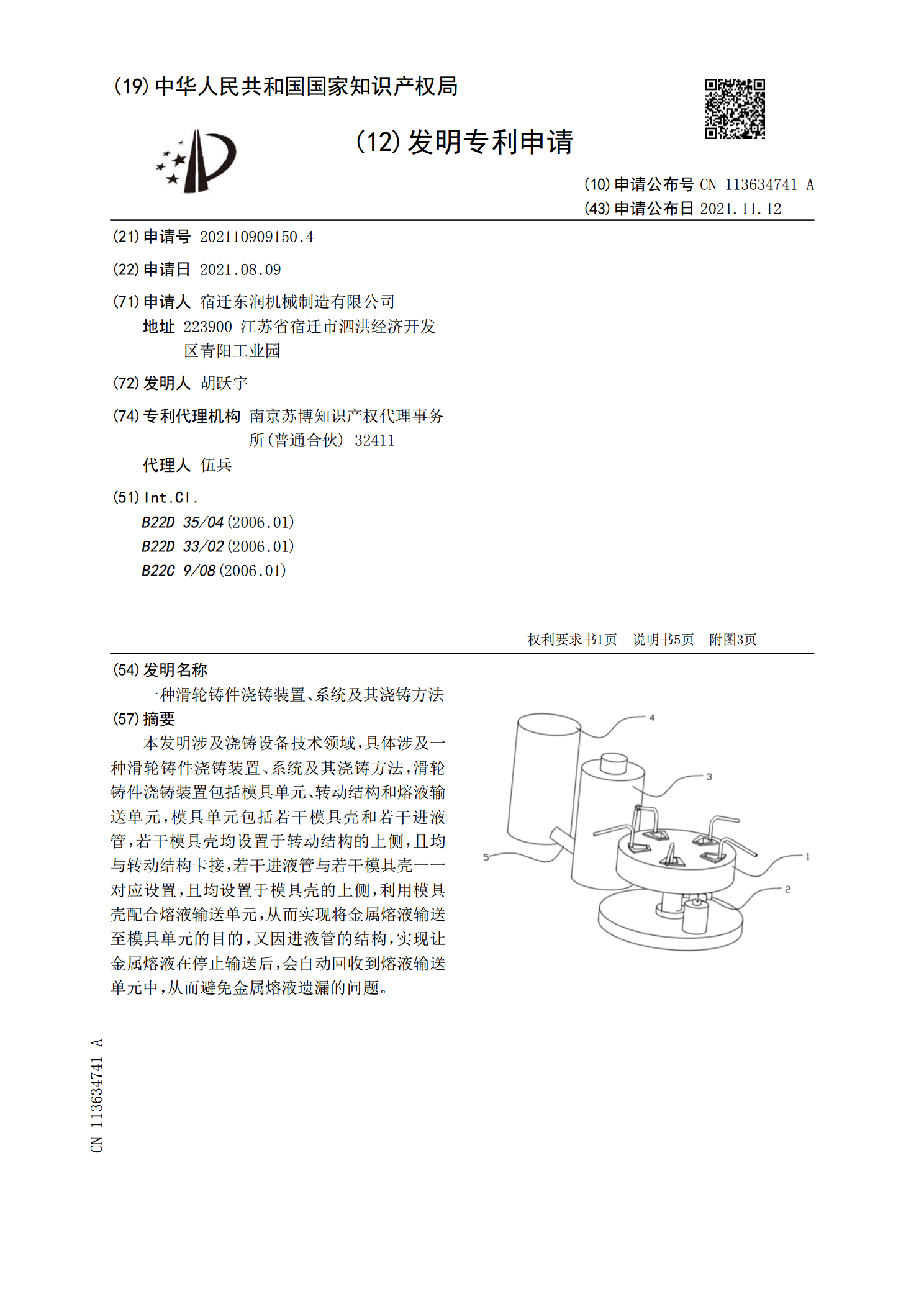
本发明涉及浇铸设备技术领域,具体涉及一种滑轮铸件浇铸装置、系统及其浇铸方法,滑轮铸件浇铸装置包括模具单元、转动结构和熔液输送单元,模具单元包括若干模具壳和若干进液管,若干模具壳均设置于转动结构的上侧,且均与转动结构卡接,若干进液管与若干模具壳一一对应设置,且均设置于模具壳的上侧,利用模具壳配合熔液输送单元,从而实现将金属熔液输送至模具单元的目的,又因进液管的结构,实现让金属熔液在停止输送后,会自动回收到熔液输送单元中,从而避免金属熔液遗漏的问题。