
一种T型螺母冷冲挤压成型工艺及其成型装置.pdf

猫巷****永安


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种T型螺母冷冲挤压成型工艺及其成型装置.pdf
本发明公开一种T型螺母冷冲挤压成型工艺及其成型装置,属于T型螺母制造领域,包括冲床滑块、定滑轮杆、锲形轨道、送料滑块、启动开关、下模、挡料块、上模和打料器等,所述成型装置是在常用紧固件加工设备基础上进行改进,无需重新购买新的设备就可以安全高效生产出T型螺母,成型模具的使用寿命更长;相比传统的粉末冶金和加热红冲,本发明所述的冷冲挤压成型工艺更加节能节料,而且加工的T型螺母,成品密度大,强度高,表面光洁。

冷(冲)压成型工艺.ppt
冷(冲)压成型工艺1紧固件冲压生产的原材料与一般工艺流程采用冲压工艺生产的紧固件仅限于各种垫圈、弹性挡圈与扣紧螺母等,其原材料厚度为:0.3~8mm的钢板或钢带;厚度≤4mm时为冷轧或热轧料,>4mm时均为热轧料。紧固件冲压生产的一般工艺流程为:下料→冲压→热处理与表面处理→清理→检验。2适用于紧固件成型的冲压工艺类型与简要成型原理冲压工艺可根据金属材料变形方式的不同分为分离工序与成形工序两大类;每一大类还可细分为多种。分离工序是将板料沿封闭或敞开的轮廓分离为两部分的各种冲压工序。成形工序是在保证金属板料
一种槽型铜母线连续挤压装置及挤压成型工艺.pdf
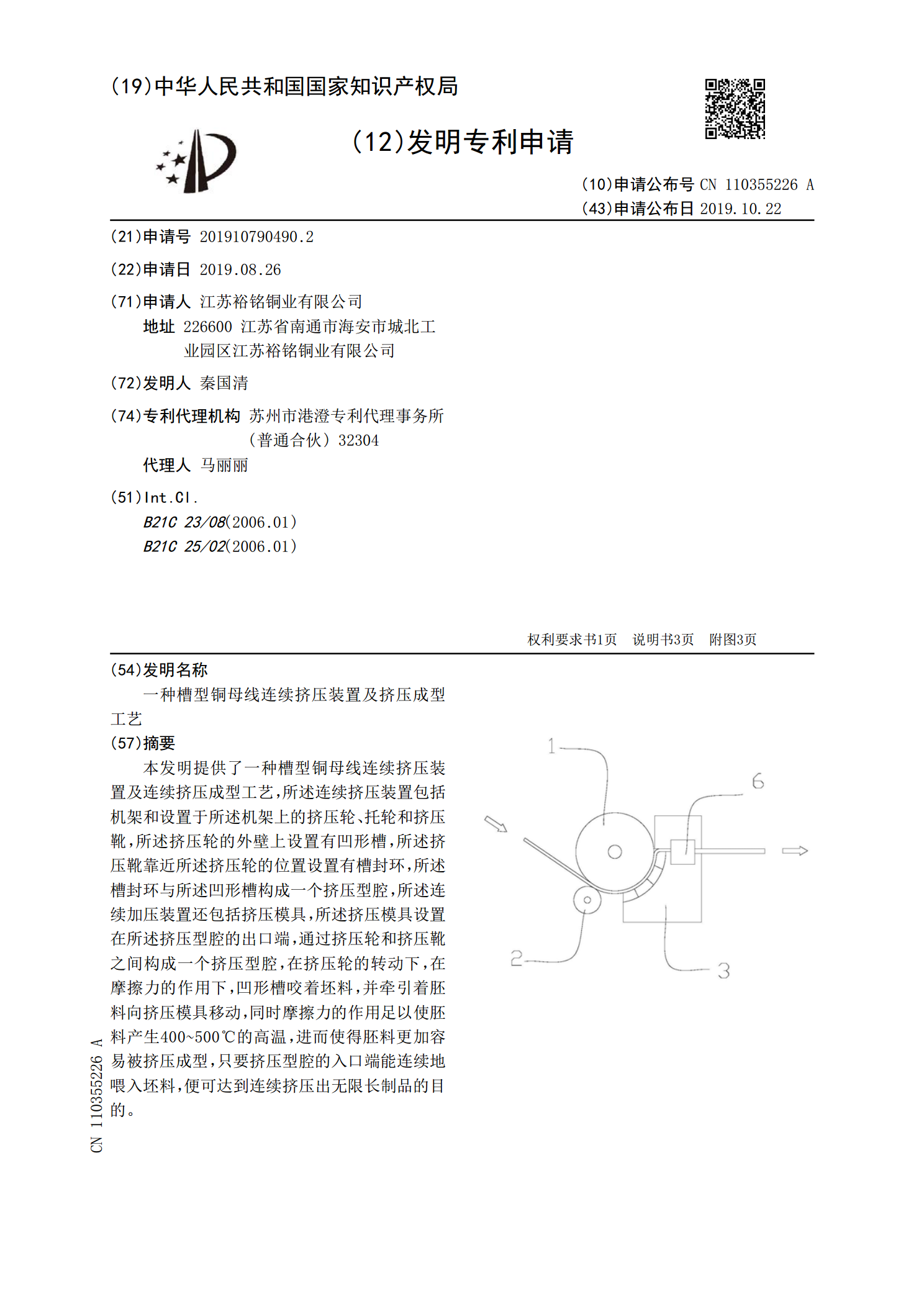
本发明提供了一种槽型铜母线连续挤压装置及连续挤压成型工艺,所述连续挤压装置包括机架和设置于所述机架上的挤压轮、托轮和挤压靴,所述挤压轮的外壁上设置有凹形槽,所述挤压靴靠近所述挤压轮的位置设置有槽封环,所述槽封环与所述凹形槽构成一个挤压型腔,所述连续加压装置还包括挤压模具,所述挤压模具设置在所述挤压型腔的出口端,通过挤压轮和挤压靴之间构成一个挤压型腔,在挤压轮的转动下,在摩擦力的作用下,凹形槽咬着坯料,并牵引着胚料向挤压模具移动,同时摩擦力的作用足以使胚料产生400~500℃的高温,进而使得胚料更加容易被挤

多工位冷镦机成型T形焊接螺母的工艺.pdf
本发明公开了一种多工位冷镦机成型T形焊接螺母的工艺,它包括:切断、整形、轮缘及凸缘预备成型、轮缘及焊脚预备成型、轮缘及焊脚完全成型、冲孔切边等工序。本发明主要是将盘元线材通过自动送料装置以精确的步进方式送料,然后由模具经的连贯加工程序使产品一气呵成,产品在连续锻造过程中迅速且精确地成型,实现生产的自动化、标准化,具有更快的生产速度,且线材(胚料)的利用率高,不仅提高了生产效率及材料利用率,还减轻了工人劳动强度,更提高了产品的强度、硬度、精度及外观质量,大幅度地降低了成本,同时具有良好的操作安全性及社会环保

一种压铆螺母的冷镦成型工艺及其成型花齿的模具结构.pdf
本发明涉及一种压铆螺母的冷镦成型工艺及成型花齿的模具结构,所述的冷镦成型工艺的步骤为:S1、剪切线材;S2、整形;S3、束杆并成型底部盲孔;S4、拉伸顶部盲孔;S5、镦压顶部粗头;S6、成型花齿;S7、冲通孔。模具结构为,包括主模单元和冲模单元,冲模单元包括冲模壳、冲模顶针,主模单元包括主模壳、凹模,凹模的成型腔底部设有主模顶针,在主模顶针外部设有主模顶针套,在凹模下方设有主模第一垫块、第二垫块、第三垫块,主模顶针从主模顶针套中部穿过,主模第三垫块内设有主模顶杆,主模顶杆穿过主模第二垫块与主模顶针套底部相