
一种压铆螺母的冷镦成型工艺及其成型花齿的模具结构.pdf

春景****23


1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种压铆螺母的冷镦成型工艺及其成型花齿的模具结构.pdf
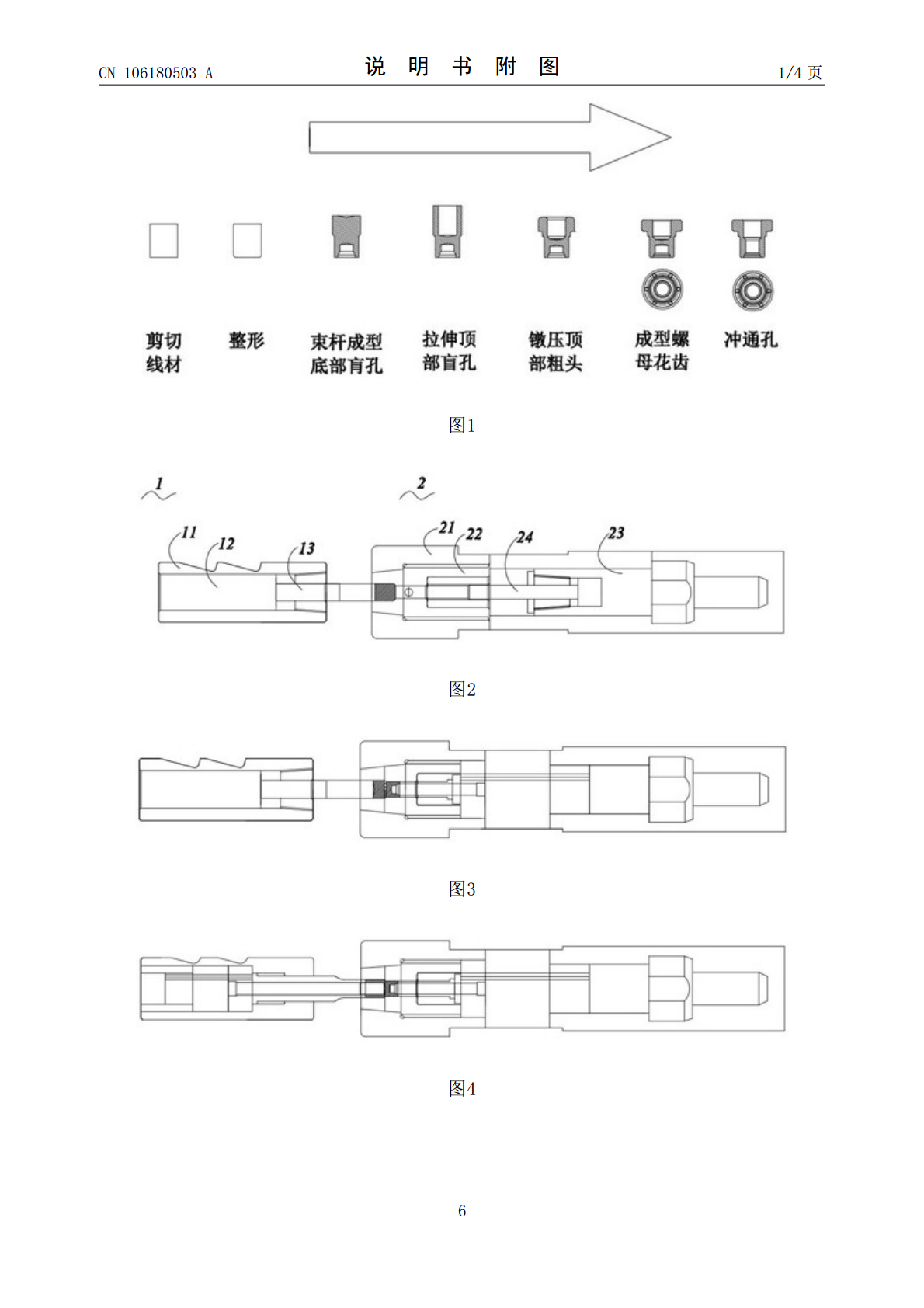
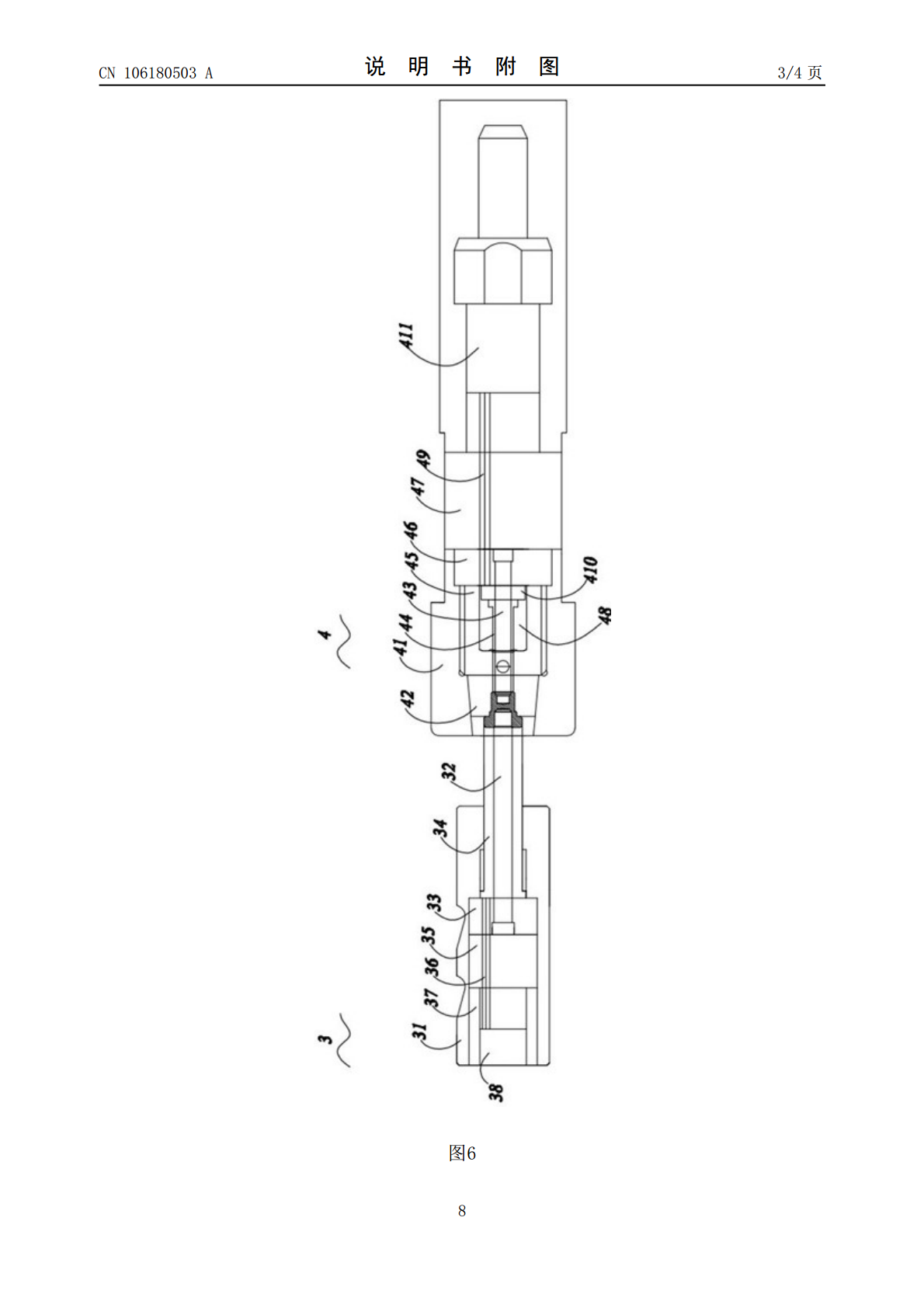
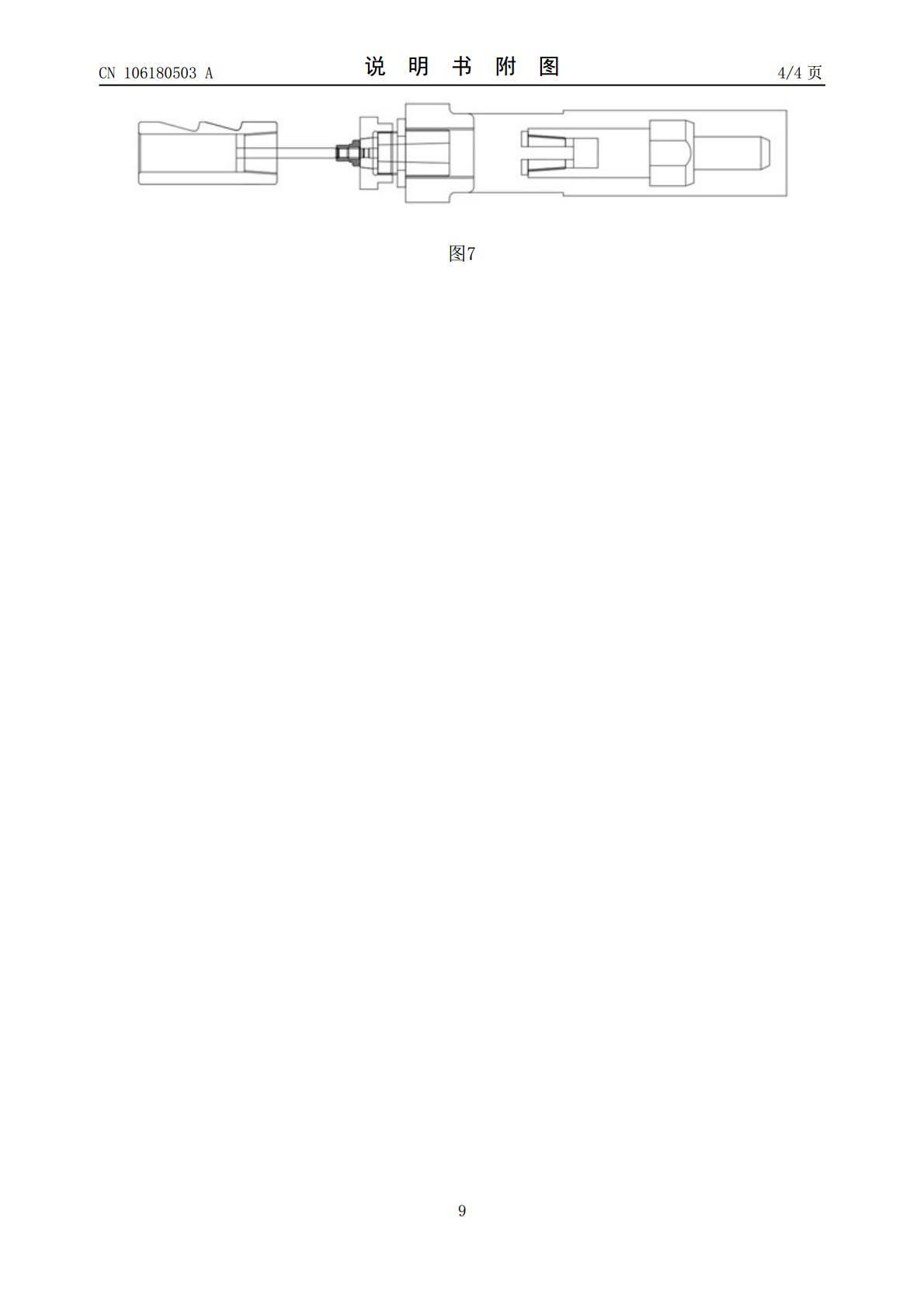
本发明涉及一种压铆螺母的冷镦成型工艺及成型花齿的模具结构,所述的冷镦成型工艺的步骤为:S1、剪切线材;S2、整形;S3、束杆并成型底部盲孔;S4、拉伸顶部盲孔;S5、镦压顶部粗头;S6、成型花齿;S7、冲通孔。模具结构为,包括主模单元和冲模单元,冲模单元包括冲模壳、冲模顶针,主模单元包括主模壳、凹模,凹模的成型腔底部设有主模顶针,在主模顶针外部设有主模顶针套,在凹模下方设有主模第一垫块、第二垫块、第三垫块,主模顶针从主模顶针套中部穿过,主模第三垫块内设有主模顶杆,主模顶杆穿过主模第二垫块与主模顶针套底部相

冷镦成型工艺.doc
紧固件冷镦成型工艺紧固件成型工艺中,冷镦(挤)技术就是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定得模具内成形,这种方法通常叫冷镦。实际上,任何紧固件得成形,不单就是冷镦一种变形方式能实现得,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦得叫法,只就是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)得优点很多,它适用于紧固件得大批量生产。它得主要优点概括为以下几个方面:a。钢材利
冷镦成型工艺.doc
紧固件冷镦成型工艺紧固件成型工艺中,冷镦(挤)技术就是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定得模具内成形,这种方法通常叫冷镦。实际上,任何紧固件得成形,不单就是冷镦一种变形方式能实现得,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦得叫法,只就是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)得优点很多,它适用于紧固件得大批量生产。它得主要优点概括为以下几个方面:a。钢材利
冷镦成型工艺.doc
紧固件冷镦成型工艺紧固件成型工艺中,冷镦(挤)技术就是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定得模具内成形,这种方法通常叫冷镦。实际上,任何紧固件得成形,不单就是冷镦一种变形方式能实现得,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦得叫法,只就是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)得优点很多,它适用于紧固件得大批量生产。它得主要优点概括为以下几个方面:a。钢材利

冷镦成型工艺.doc
紧固件冷镦成型工艺紧固件成型工艺中,冷镦(挤)技术就是一种主要加工工艺。冷镦(挤)属于金属压力加工范畴。在生产中,在常温状态下,对金属施加外力,使金属在预定得模具内成形,这种方法通常叫冷镦。实际上,任何紧固件得成形,不单就是冷镦一种变形方式能实现得,它在冷镦过程中,除了镦粗变形外,还伴随有正、反挤压、复合挤压、冲切、辗压等多种变形方式。因此,生产中对冷镦得叫法,只就是一种习惯性叫法,更确切地说,应该叫做冷镦(挤)。冷镦(挤)得优点很多,它适用于紧固件得大批量生产。它得主要优点概括为以下几个方面:a。钢材利