
充气轮胎的成形方法和成形装置.pdf

一吃****书竹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

充气轮胎的成形方法和成形装置.pdf
本发明提供一种充气轮胎的成形方法和成形装置,当设置在刚性内模具的外周面的轮胎构成部件上贴合胎侧部件时,能够防止胎侧部件的表面形状变形的同时贴紧胎侧部件,针对配置在与所制造的轮胎内周面的外观形状几乎相同形状的圆筒状的刚性内模具(11)的外周面的相当于胎体材料(17)的轮胎胎侧部的范围(T),使形成在环状支架(2)上的环状凹部(3)与其相对而置以覆盖该范围,接着,吸引凹部和被凹部覆盖的胎体材料之间间隙(S)的空气而进行减压,并在该减压的状态下,将通过配置在凹部内且具有与胎侧部件(20)的表面形状相同形状的保持
充气轮胎的成形方法及装置.pdf
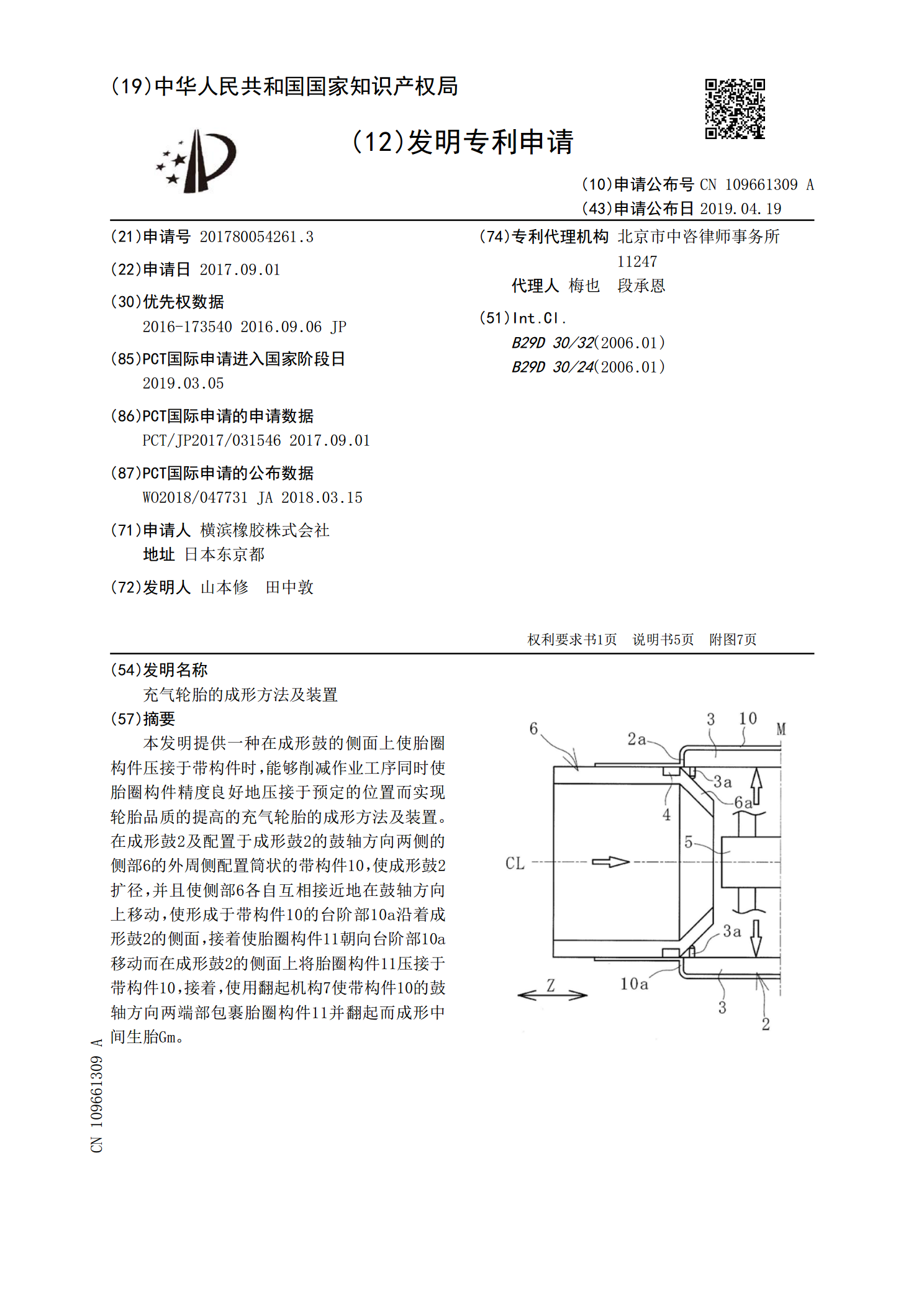
本发明提供一种在成形鼓的侧面上使胎圈构件压接于带构件时,能够削减作业工序同时使胎圈构件精度良好地压接于预定的位置而实现轮胎品质的提高的充气轮胎的成形方法及装置。在成形鼓2及配置于成形鼓2的鼓轴方向两侧的侧部6的外周侧配置筒状的带构件10,使成形鼓2扩径,并且使侧部6各自互相接近地在鼓轴方向上移动,使形成于带构件10的台阶部10a沿着成形鼓2的侧面,接着使胎圈构件11朝向台阶部10a移动而在成形鼓2的侧面上将胎圈构件11压接于带构件10,接着,使用翻起机构7使带构件10的鼓轴方向两端部包裹胎圈构件11并翻起
充气轮胎的制造方法及成形装置.pdf
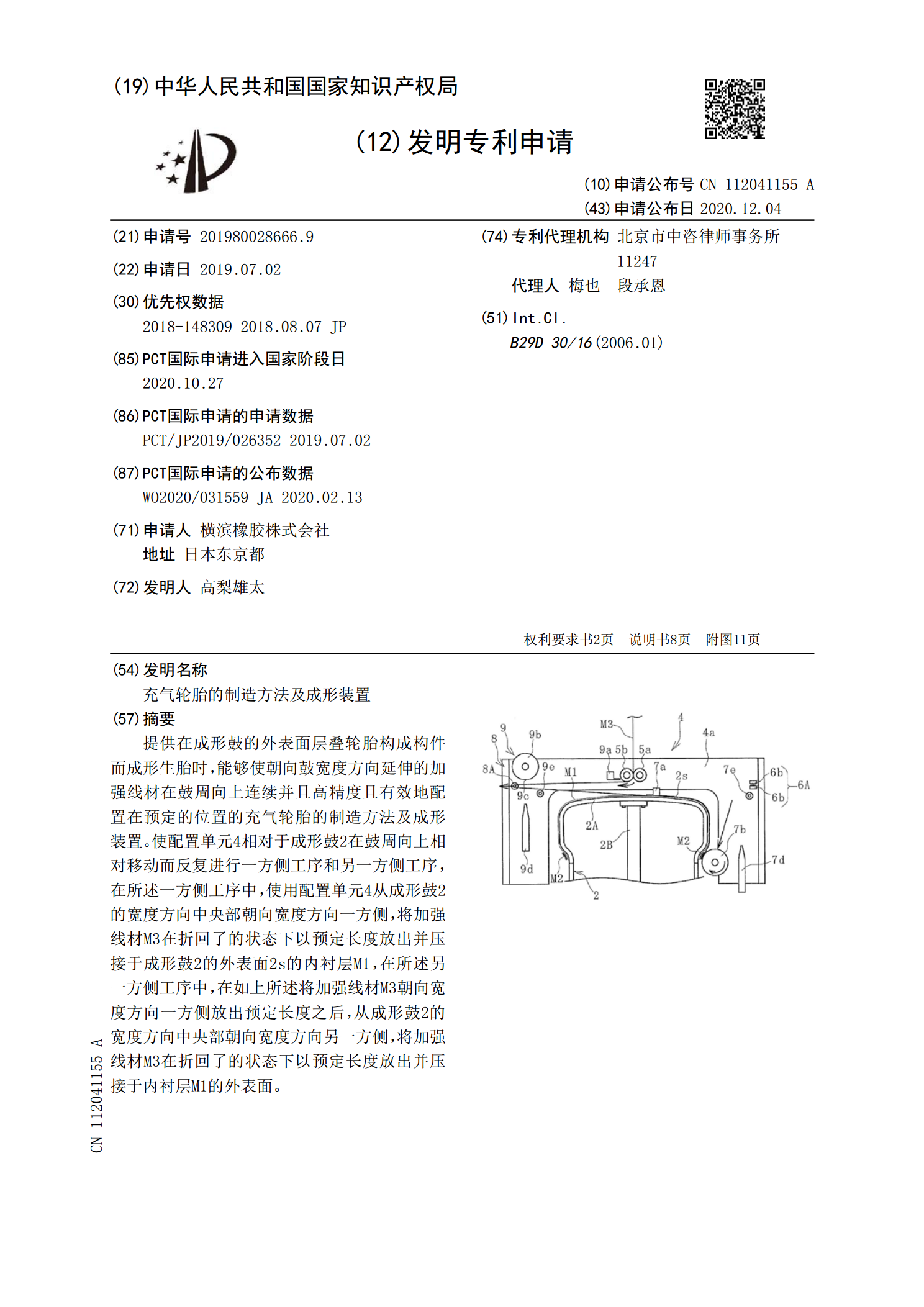
提供在成形鼓的外表面层叠轮胎构成构件而成形生胎时,能够使朝向鼓宽度方向延伸的加强线材在鼓周向上连续并且高精度且有效地配置在预定的位置的充气轮胎的制造方法及成形装置。使配置单元4相对于成形鼓2在鼓周向上相对移动而反复进行一方侧工序和另一方侧工序,在所述一方侧工序中,使用配置单元4从成形鼓2的宽度方向中央部朝向宽度方向一方侧,将加强线材M3在折回了的状态下以预定长度放出并压接于成形鼓2的外表面2s的内衬层M1,在所述另一方侧工序中,在如上所述将加强线材M3朝向宽度方向一方侧放出预定长度之后,从成形鼓2的宽度方
充气轮胎及轮胎成形用模具.pdf
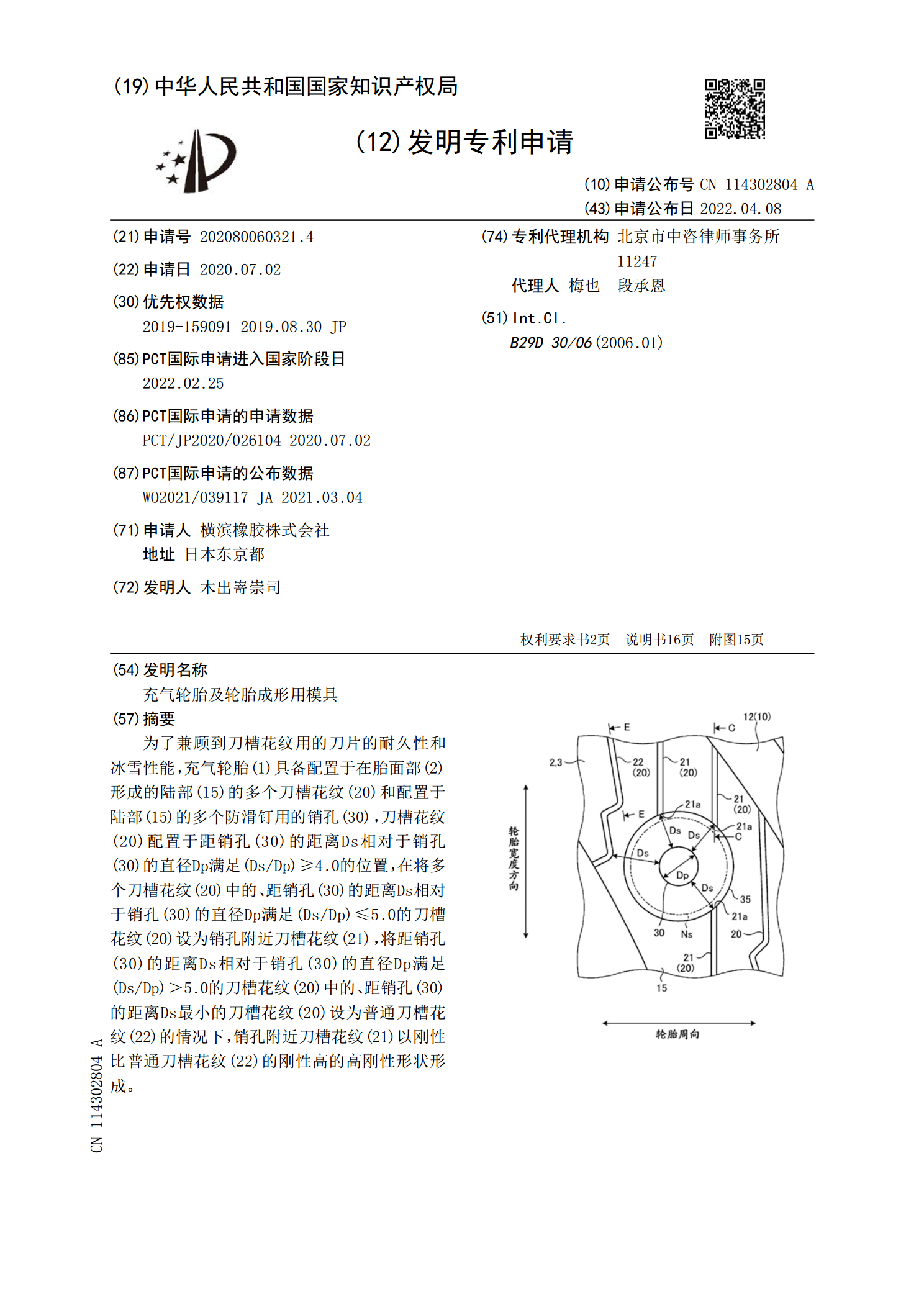
为了兼顾到刀槽花纹用的刀片的耐久性和冰雪性能,充气轮胎(1)具备配置于在胎面部(2)形成的陆部(15)的多个刀槽花纹(20)和配置于陆部(15)的多个防滑钉用的销孔(30),刀槽花纹(20)配置于距销孔(30)的距离Ds相对于销孔(30)的直径Dp满足(Ds/Dp)≥4.0的位置,在将多个刀槽花纹(20)中的、距销孔(30)的距离Ds相对于销孔(30)的直径Dp满足(Ds/Dp)≤5.0的刀槽花纹(20)设为销孔附近刀槽花纹(21),将距销孔(30)的距离Ds相对于销孔(30)的直径Dp满足(Ds/Dp)

轮胎成形装置.pdf
本发明提供轮胎成形装置,能够使胎圈的安装位置不因空气供给的时机、挡止限制器的磨损、形状变化而变化,能够根据胎圈的尺寸使安装位置细微地变化,能够以高反复精度安装胎圈,此外在试图提高生产周期的情况下也不会增大停止时的冲击。该轮胎成形装置呈沿轴向被分割的形状、且具有设置为能够沿轴向移动的第一对开成形辊和第二对开成形辊,该轮胎成形装置还具备:胎圈装定器移动单元,其利用电机驱动而使与第一对开成形辊和第二对开成形辊连结的第一胎圈装定器和第二胎圈装定器分别移动;以及胎圈装定器控制单元,其控制胎圈装定器移动单元,以使第一