
工件输送装置和具备该工件输送装置的气门磨床、以及工件输送方法和气门磨削方法.pdf

雨星****萌娃


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工件输送装置和具备该工件输送装置的气门磨床、以及工件输送方法和气门磨削方法.pdf
相对于具有中空部(72)和卡爪(71)的三爪中空卡盘(70)将具有伞部(Vb)的发动机气门(V)投放和送出的工件输送装置(5),具备:能够朝向三爪中空卡盘进退的滑动件(41);把持部(421),其以能够摆动的方式设置于滑动件,把持发动机气门的柄侧端部(Vc);凸轮槽(161)、凸轮滚柱(46),它们根据滑动件的进退使把持部的姿势摆动,从而使把持部把持的发动机气门的姿势在面向轴线方向的正对姿势和以预定角度倾斜的倾斜姿势之间摆动。当滑动件朝向三爪中空卡盘前进时,把持部一边根据凸轮槽、凸轮滚柱使发动机气门从倾斜

工件的输送装置及工件的输送方法.pdf
本发明提供一种工件的输送装置及工件的输送方法。工件的输送方法包括:(a)准备多个工件的工序,所述多个工件分别在一个面具有凸部,在另一个面的与凸部对应的部位具有凹部,多个工件在多个工件当中的相邻的两个工件中的一个工件的凹部与另一个工件的凸部相互嵌合的状态下相互接触;(b)对多个工件中的位于端部的工件即第一工件和与第一工件相邻的第二工件当中的在所述凹部容纳一个工件的凸部的工件的凸部进行加热的工序;及(c)在上述工序(b)之后,将多个工件当中的第一工件以外的工件留下并输送第一工件的工序。
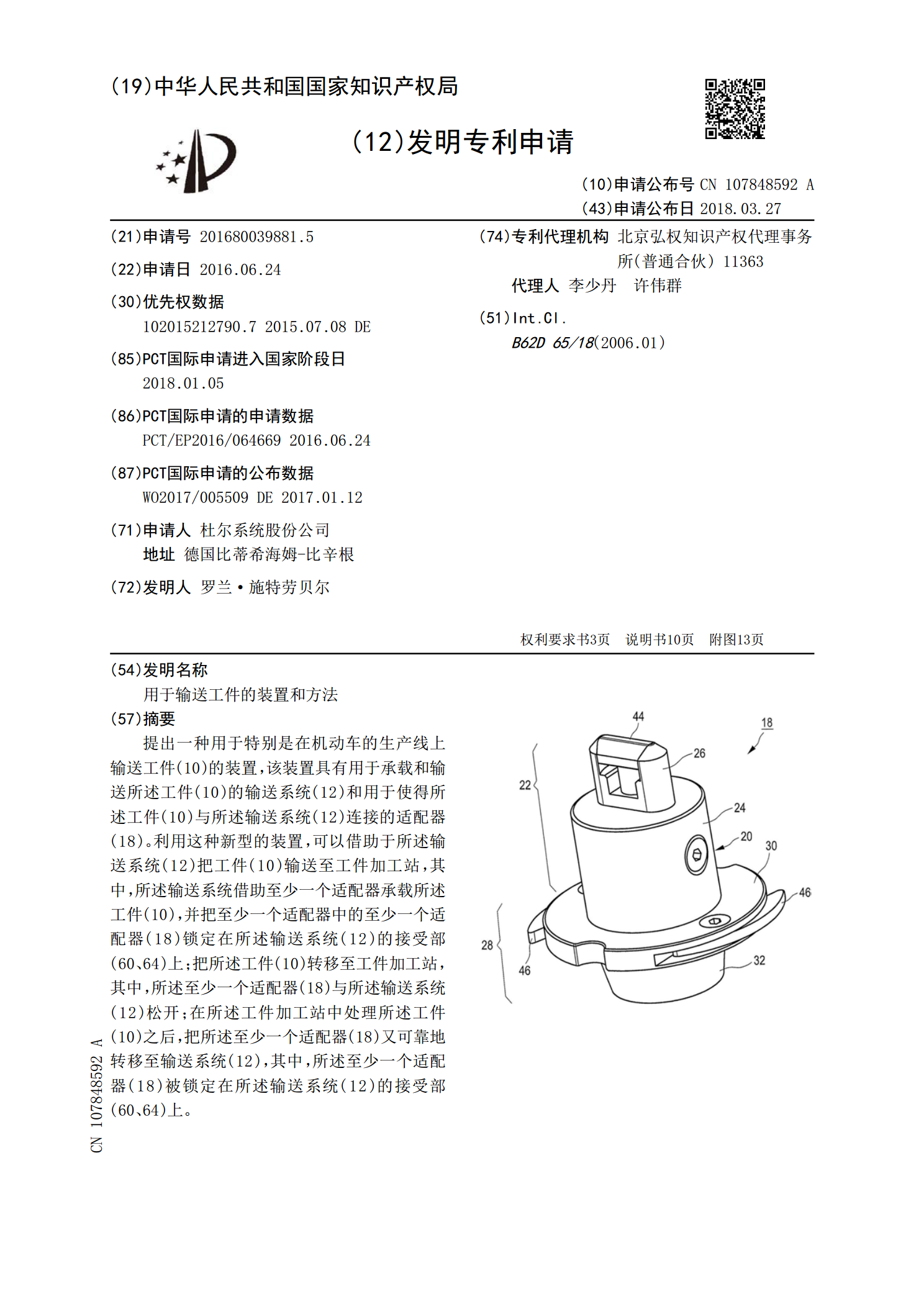
用于输送工件的装置和方法.pdf
提出一种用于特别是在机动车的生产线上输送工件(10)的装置,该装置具有用于承载和输送所述工件(10)的输送系统(12)和用于使得所述工件(10)与所述输送系统(12)连接的适配器(18)。利用这种新型的装置,可以借助于所述输送系统(12)把工件(10)输送至工件加工站,其中,所述输送系统借助至少一个适配器承载所述工件(10),并把至少一个适配器中的至少一个适配器(18)锁定在所述输送系统(12)的接受部(60、64)上;把所述工件(10)转移至工件加工站,其中,所述至少一个适配器(18)与所述输送系统(1
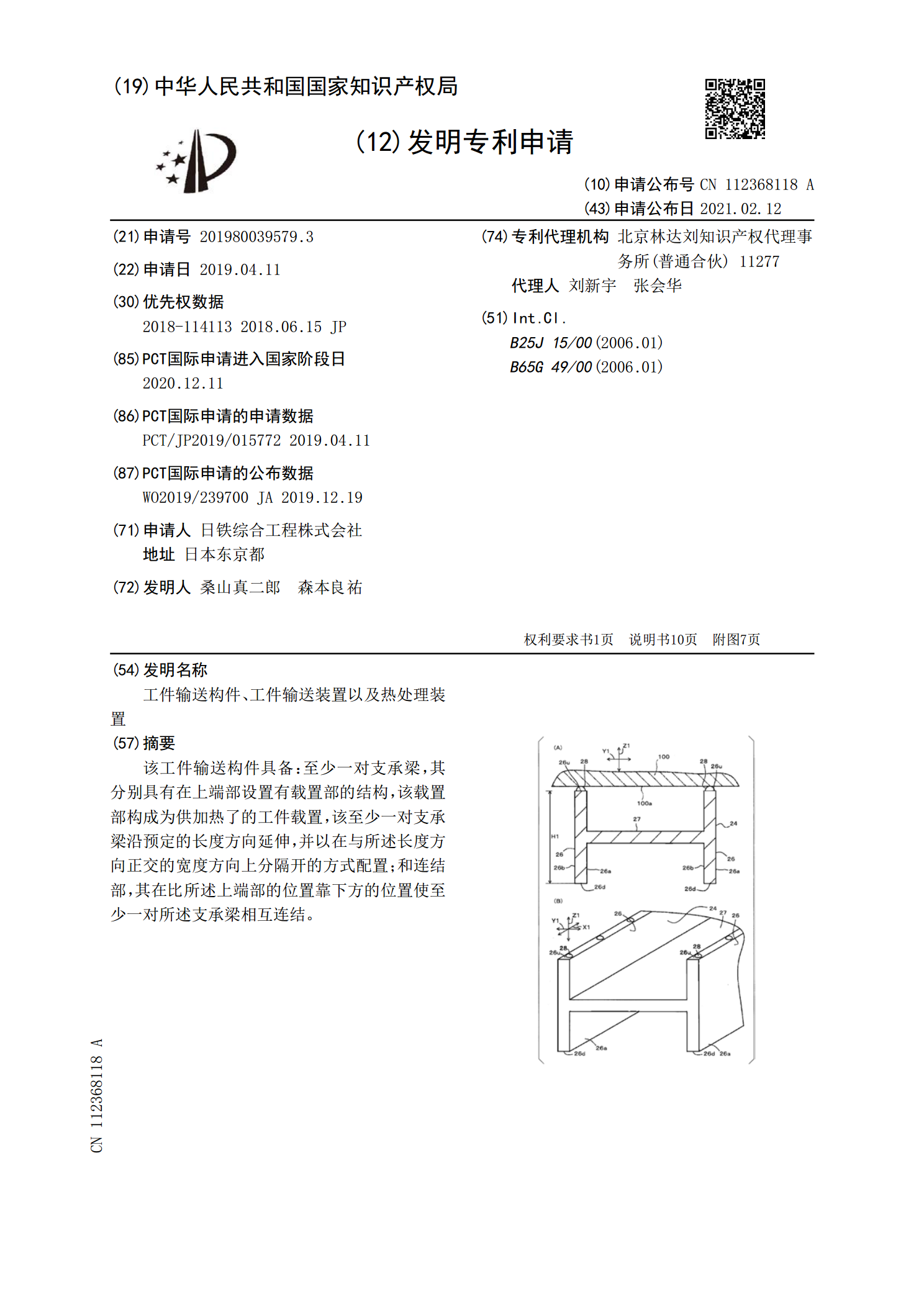
工件输送构件、工件输送装置以及热处理装置.pdf
该工件输送构件具备:至少一对支承梁,其分别具有在上端部设置有载置部的结构,该载置部构成为供加热了的工件载置,该至少一对支承梁沿预定的长度方向延伸,并以在与所述长度方向正交的宽度方向上分隔开的方式配置;和连结部,其在比所述上端部的位置靠下方的位置使至少一对所述支承梁相互连结。

输送工件的输送装置、干燥设备和方法.pdf
为了提供一种用于输送工件、特别是用于输送汽车车身的输送装置,借由该输送装置能够简便且可靠地输送需要干燥的工件同时有效地干燥需要干燥的工件,建议所述输送装置包括倾斜式输送装置,借由所述倾斜式输送装置能够沿输送装置的输送方向在倾斜于起始取向布置的倾斜取向输送工件。