
烧结的齿轮.pdf

英哲****公主


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于制造烧结齿轮的方法和烧结齿轮.pdf
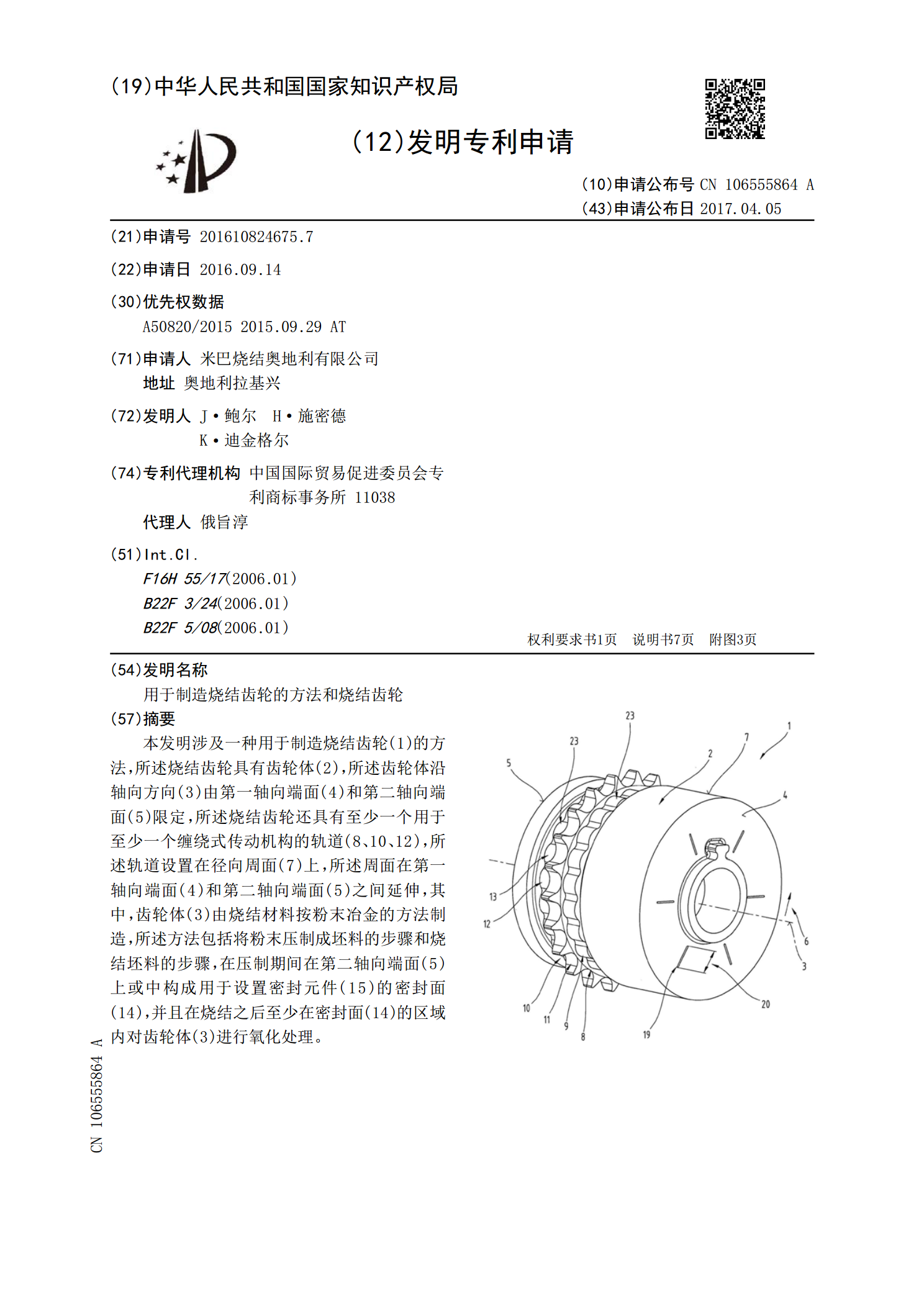
本发明涉及一种用于制造烧结齿轮(1)的方法,所述烧结齿轮具有齿轮体(2),所述齿轮体沿轴向方向(3)由第一轴向端面(4)和第二轴向端面(5)限定,所述烧结齿轮还具有至少一个用于至少一个缠绕式传动机构的轨道(8、10、12),所述轨道设置在径向周面(7)上,所述周面在第一轴向端面(4)和第二轴向端面(5)之间延伸,其中,齿轮体(3)由烧结材料按粉末冶金的方法制造,所述方法包括将粉末压制成坯料的步骤和烧结坯料的步骤,在压制期间在第二轴向端面(5)上或中构成用于设置密封元件(15)的密封面(14),并且在烧结之

烧结的齿轮.pdf
本发明涉及一种具有齿(1)的烧结齿轮,所述齿(1)在齿面区域和齿根区域(2、3)中具有在所述齿面区域和齿根区域(2、3)之间的过渡部段(4)中保持连续的和压实的表层(7、8、9),所述表层(7、8、9)的剩余孔隙率小于10%。为了提高承载能力,建议所述压实的表层(9)在所述齿面区域和齿根区域(2、3)之间的过渡部段(4)中的厚度比在相邻的齿面区域和齿根区域(2、3)中的厚度小。

烧结齿轮变速箱.pdf
烧结齿轮变速箱,尤其涉及一种采用由多片带齿的薄片零件叠加而成且整体齿轮淬火的同时进行烧结的齿轮的变速箱,所述的变速箱包括箱体、轴、齿轮,箱体内安装有轴,轴上有齿轮,其特征是:齿轮采用一种淬火同时进行烧结的齿轮;所述的齿轮包括齿轮体,齿轮体由多片带齿的薄片零件相互叠加而成,各薄片零件之间及表面填充有金属粉,所述的薄片零件上至少有一个连接孔,多片薄片零件叠加后的连接孔重叠成通孔,连接孔之间以连接件固定连接成齿轮体,齿轮体经淬火并冷却后,金属粉凝固成金属并填充于齿轮体的各薄片零件之间及齿轮体的表面,达到低成本、
用于制备烧结齿轮的方法.pdf
本发明涉及用于制备烧结齿轮的方法,所述烧结齿轮具有齿轮本体,所述齿轮本体上设置至少一个弹性体元件,根据所述方法通过挤压粉末制备生坯,将所述生坯烧结成齿轮本体并且通过渗碳和之后的淬火或烧结硬化和之后的用气体淬火使其硬化,然后在齿轮本体上硫化至少一个弹性体元件。

一种行星齿轮烧结工装.pdf
本发明涉及一种行星齿轮烧结工装,行星齿轮嵌套在该工装上;其特征在于:包括底板和齿轮装配台,所述齿轮装配台垂直设置在底板上;行星齿轮烧结工装之间可互相堆叠;本发明新型中通过设计烧结工装的套杆高度与行星齿轮厚度相关联的尺寸,保证了行星齿轮在烧结过程中叠加的行星齿轮在压力的作用下产生的内应力在可调范围内,且提高了行星齿轮在烧结之后的合格率;本发明新型中通过在套杆的直径与行星齿轮相同,在套杆的顶端倒圆角便于行星齿轮嵌套在套杆上实现间隙配合。