
在构建用于车轮的轮胎时控制连续细长元件的沉积的方法、用于构建用于车轮的轮胎的工艺和设备.pdf

明轩****la


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

在构建用于车轮的轮胎时控制连续细长元件的沉积的方法、用于构建用于车轮的轮胎的工艺和设备.pdf
本发明涉及在构建用于车轮的轮胎时控制连续细长元件的沉积的方法,所述方法包括:通过由压延机(21)的第一辊(22)和第二辊(23)限界的狭缝(24)进给弹性体材料的连续细长元件(19)的初始端部(19a);将所述连续细长元件(19)保持抵靠所述第一辊(22)的周表面;将所述连续细长元件(19)的所述初始端部(19a)抵靠沉积表面(14a)铺设,使所述压延机(21)围绕与在所述第一辊(229)与所述第二辊(23)之间的接触母线基本重合的振动轴线(X-X)旋转;将所述连续细长元件(19)连同所述沉积表面(14a

用于构建用于车辆车轮的轮胎的设备和工艺.pdf
本发明涉及一种用于构建用于车辆车轮的轮胎的设备和工艺。所述设备包括成型鼓(3)、用于输送半成品(17)的多个输送工位(4)和操纵装置(7),操纵装置被构造成将成型鼓(3)承载到用于输送半成品(17)的输送工位(4)且被构造成使成型鼓围绕其对称轴线(x‑x)旋转。成型鼓(3)具有径向外表面(3a)且包括能够彼此相对移动的第一本体(20)和第二本体(21),其中第一本体(20)和第二本体(21)之间的相对运动导致径向外表面(3a)在径向收缩构造和径向扩展构造之间的转变。操纵装置(7)设置有抓持单元(8),抓持
用于构建用于车辆车轮的轮胎的设备和工艺.pdf
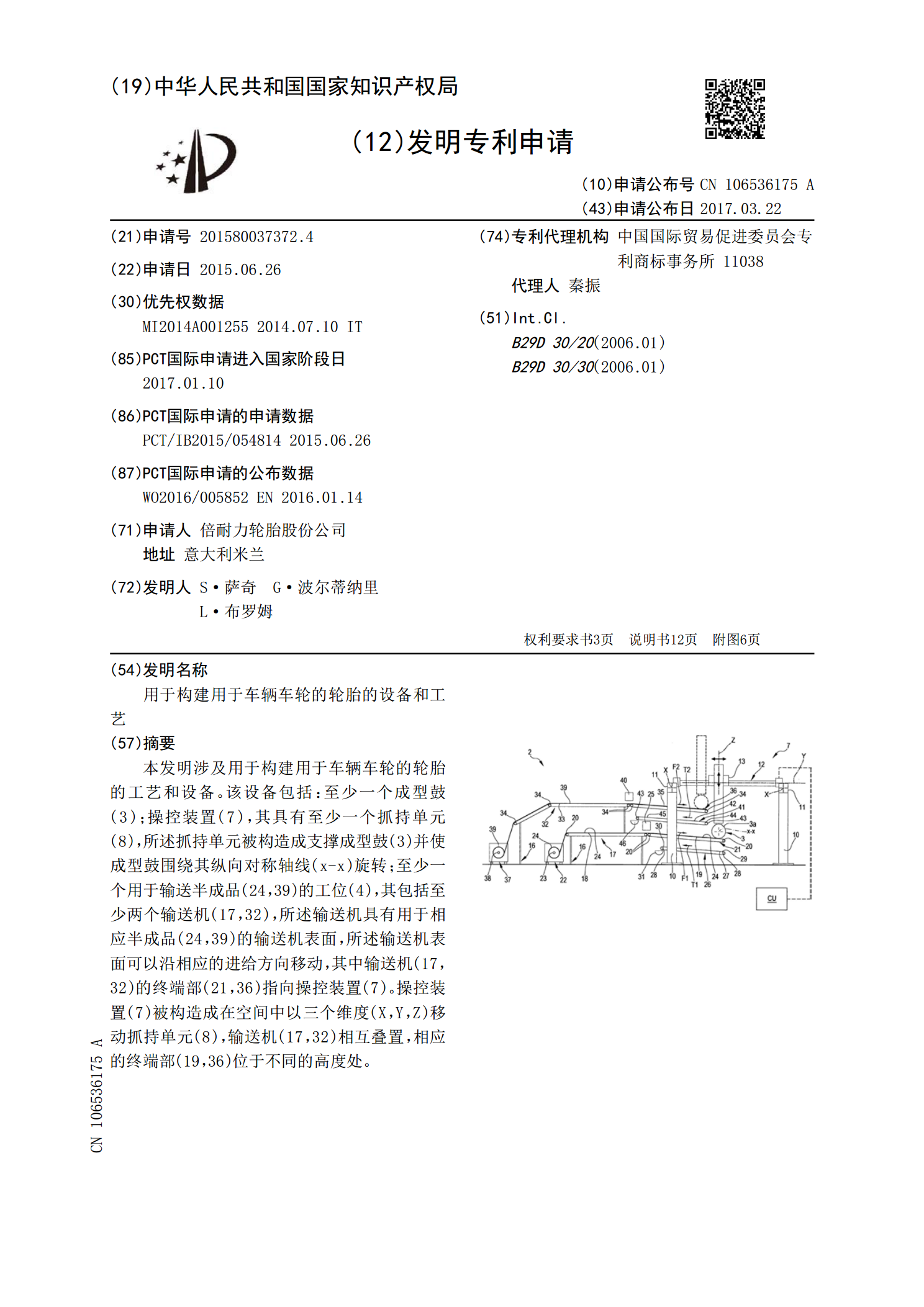
本发明涉及用于构建用于车辆车轮的轮胎的工艺和设备。该设备包括:至少一个成型鼓(3);操控装置(7),其具有至少一个抓持单元(8),所述抓持单元被构造成支撑成型鼓(3)并使成型鼓围绕其纵向对称轴线(x‑x)旋转;至少一个用于输送半成品(24,39)的工位(4),其包括至少两个输送机(17,32),所述输送机具有用于相应半成品(24,39)的输送机表面,所述输送机表面可以沿相应的进给方向移动,其中输送机(17,32)的终端部(21,36)指向操控装置(7)。操控装置(7)被构造成在空间中以三个维度(X,Y,Z
用于构建用于车轮的轮胎的装置和方法.pdf
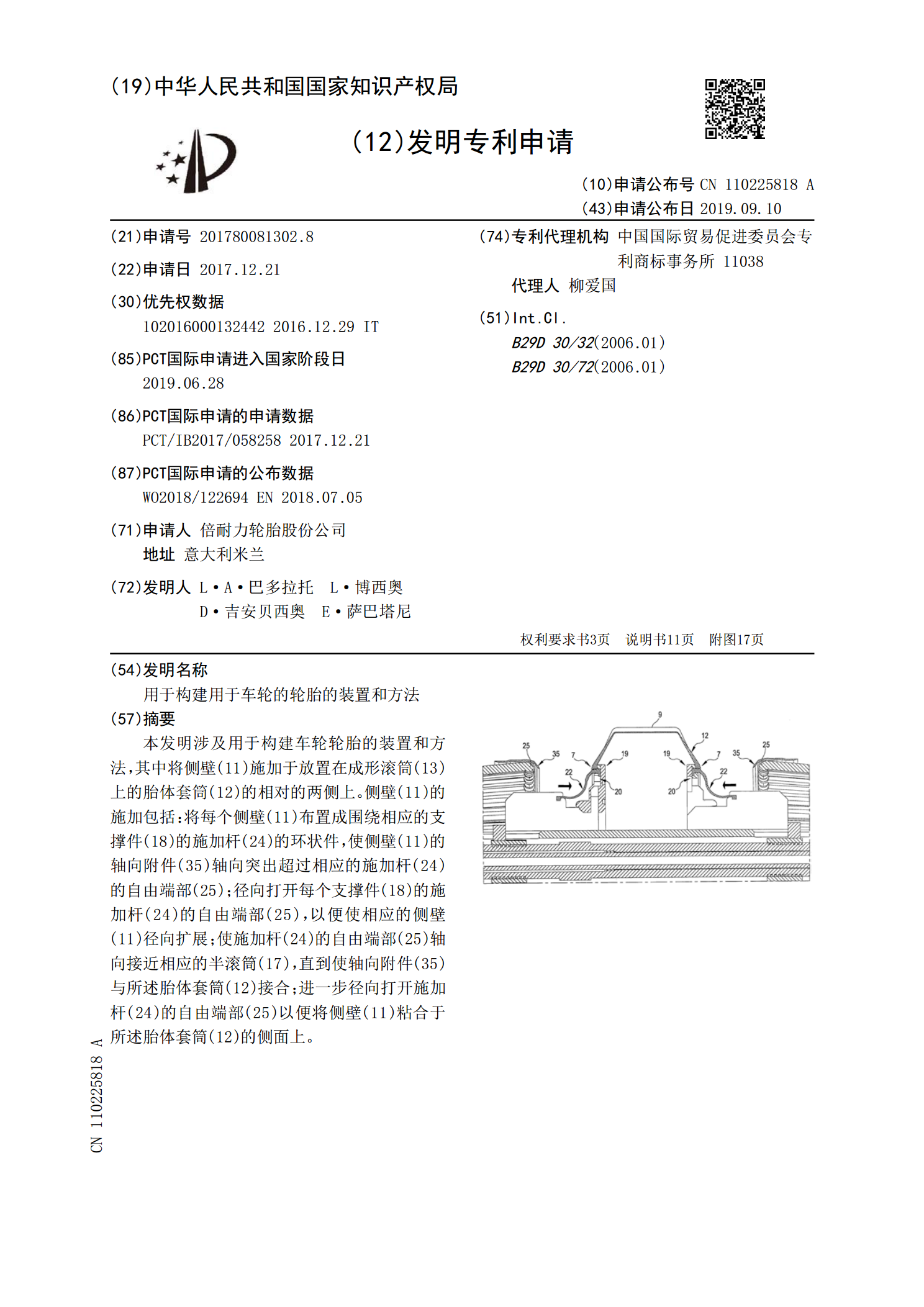
本发明涉及用于构建车轮轮胎的装置和方法,其中将侧壁(11)施加于放置在成形滚筒(13)上的胎体套筒(12)的相对的两侧上。侧壁(11)的施加包括:将每个侧壁(11)布置成围绕相应的支撑件(18)的施加杆(24)的环状件,使侧壁(11)的轴向附件(35)轴向突出超过相应的施加杆(24)的自由端部(25);径向打开每个支撑件(18)的施加杆(24)的自由端部(25),以便使相应的侧壁(11)径向扩展;使施加杆(24)的自由端部(25)轴向接近相应的半滚筒(17),直到使轴向附件(35)与所述胎体套筒(12)接

用来构建用于车轮的轮胎的工艺和设备.pdf
一种用来构建用于车轮的轮胎的设备,其包括其中运行有用于获得胎体套筒(12)的装置的套筒构建区域(A);其中运行有用于获得胎冠结构(7)的装置的胎冠构建区域(B);以及用于根据环形构造塑形每一个胎体套筒(12)的塑形站(14)。传递装置(19)用于通过第一平移装置(20)、第二平移装置(21)、以及可操作地布置于所述第一平移装置(20)与第二平移装置(21)之间的存放装置(22)将胎体套筒(12)从套筒构建区域(A)传递至塑形站(14),所述第一平移装置被构造成从套筒构建区域(A)的出口站(D)拾取每一个胎