
用于构建用于车辆车轮的轮胎的设备和工艺.pdf

是你****盟主


1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于构建用于车辆车轮的轮胎的设备和工艺.pdf
本发明涉及一种用于构建用于车辆车轮的轮胎的设备和工艺。所述设备包括成型鼓(3)、用于输送半成品(17)的多个输送工位(4)和操纵装置(7),操纵装置被构造成将成型鼓(3)承载到用于输送半成品(17)的输送工位(4)且被构造成使成型鼓围绕其对称轴线(x‑x)旋转。成型鼓(3)具有径向外表面(3a)且包括能够彼此相对移动的第一本体(20)和第二本体(21),其中第一本体(20)和第二本体(21)之间的相对运动导致径向外表面(3a)在径向收缩构造和径向扩展构造之间的转变。操纵装置(7)设置有抓持单元(8),抓持
用于构建用于车辆车轮的轮胎的设备和工艺.pdf
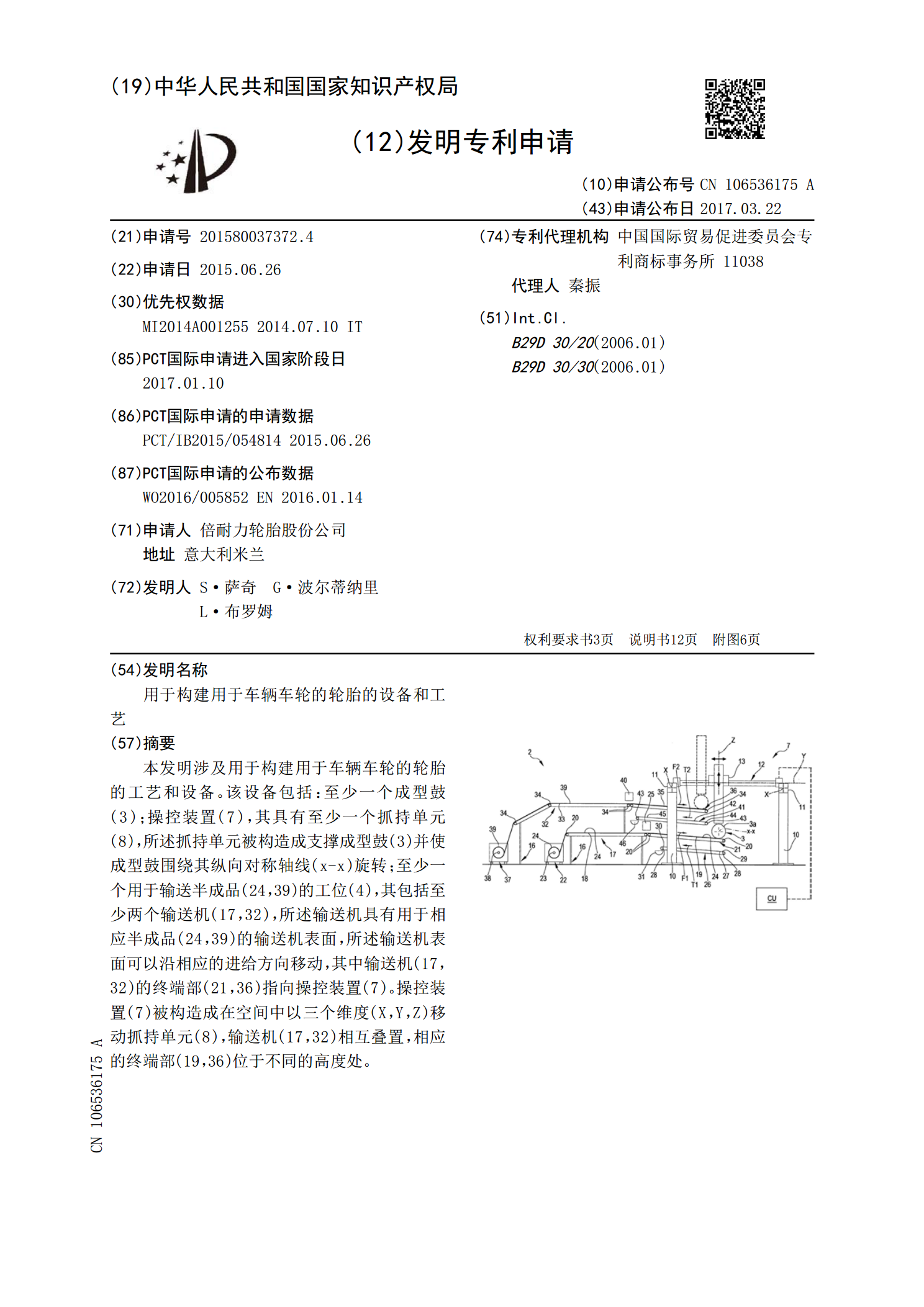
本发明涉及用于构建用于车辆车轮的轮胎的工艺和设备。该设备包括:至少一个成型鼓(3);操控装置(7),其具有至少一个抓持单元(8),所述抓持单元被构造成支撑成型鼓(3)并使成型鼓围绕其纵向对称轴线(x‑x)旋转;至少一个用于输送半成品(24,39)的工位(4),其包括至少两个输送机(17,32),所述输送机具有用于相应半成品(24,39)的输送机表面,所述输送机表面可以沿相应的进给方向移动,其中输送机(17,32)的终端部(21,36)指向操控装置(7)。操控装置(7)被构造成在空间中以三个维度(X,Y,Z
用于构建车辆车轮的轮胎的工艺和设备.pdf
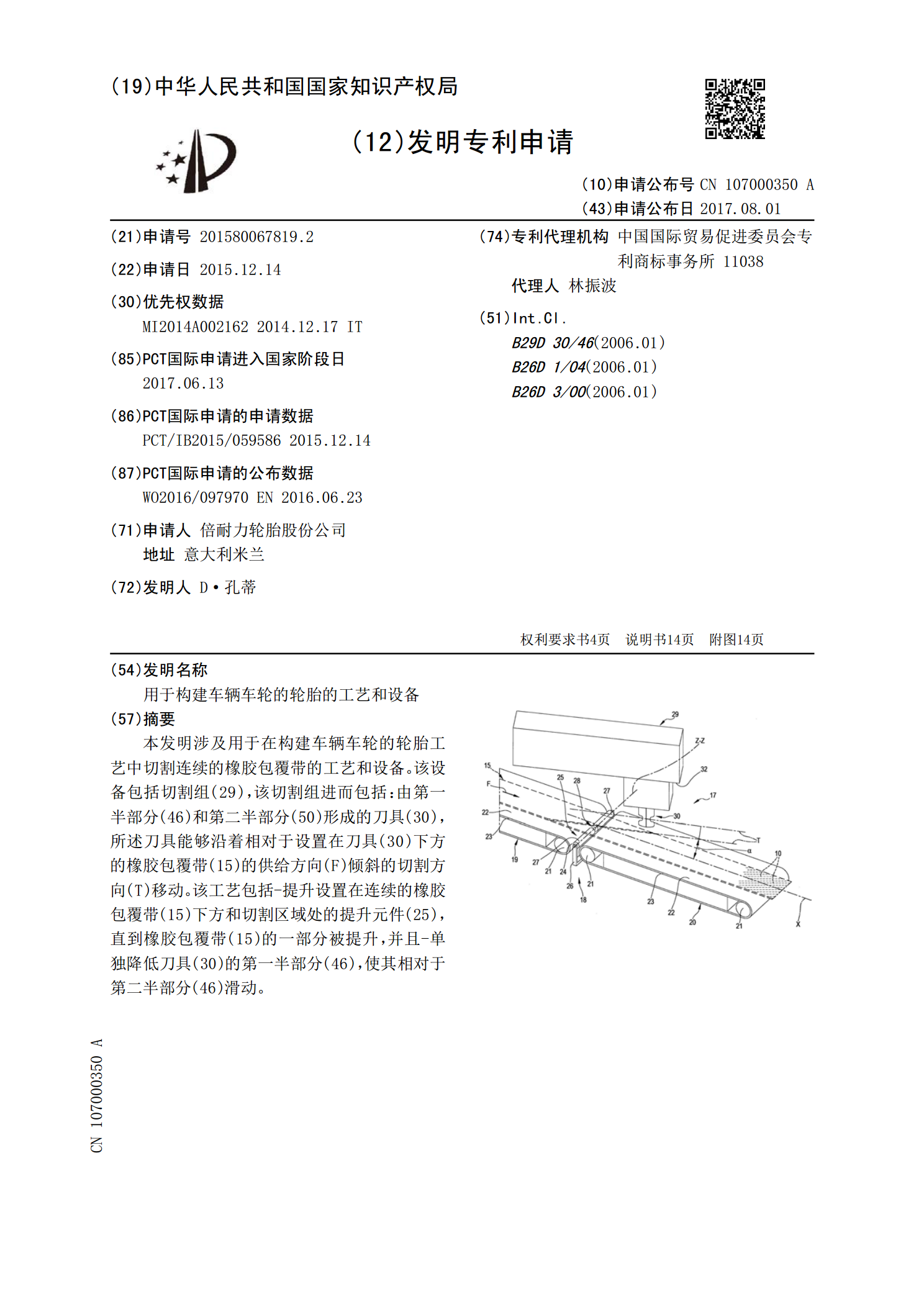
本发明涉及用于在构建车辆车轮的轮胎工艺中切割连续的橡胶包覆带的工艺和设备。该设备包括切割组(29),该切割组进而包括:由第一半部分(46)和第二半部分(50)形成的刀具(30),所述刀具能够沿着相对于设置在刀具(30)下方的橡胶包覆带(15)的供给方向(F)倾斜的切割方向(T)移动。该工艺包括‑提升设置在连续的橡胶包覆带(15)下方和切割区域处的提升元件(25),直到橡胶包覆带(15)的一部分被提升,并且‑单独降低刀具(30)的第一半部分(46),使其相对于第二半部分(46)滑动。

用于构建车辆车轮的轮胎的方法、工艺和设备.pdf
通过以下动作形成被处理的轮胎(2)的增强环形结构(7a):将成形鼓(19)布置成外部地承载敷设表面(“S1”);将施加构件(46)布置成朝向敷设表面(“S1”)成推力关系地被支撑;将连续细长元件(34)纵向地引向敷设表面(“S1”)和由施加构件(46)提供的工作表面(48)之间的施加点(“P”);围绕敷设表面(“S1”)周向地缠绕连续细长元件(34),以便形成彼此轴向并排的周向绕线(“C”)。在缠绕期间,施加构件(46)的工作表面(48)与由连续细长元件(34)先前形成的至少一个绕线(“C”)成抵靠关系地

用来构建用于车轮的轮胎的工艺和设备.pdf
一种用来构建用于车轮的轮胎的设备,其包括其中运行有用于获得胎体套筒(12)的装置的套筒构建区域(A);其中运行有用于获得胎冠结构(7)的装置的胎冠构建区域(B);以及用于根据环形构造塑形每一个胎体套筒(12)的塑形站(14)。传递装置(19)用于通过第一平移装置(20)、第二平移装置(21)、以及可操作地布置于所述第一平移装置(20)与第二平移装置(21)之间的存放装置(22)将胎体套筒(12)从套筒构建区域(A)传递至塑形站(14),所述第一平移装置被构造成从套筒构建区域(A)的出口站(D)拾取每一个胎