
锥齿轮内孔圆弧倒角定点检具.pdf

丹烟****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥齿轮内孔圆弧倒角定点检具.pdf
本发明公开了一种锥齿轮内孔圆弧倒角定点检具,它包括表架、量表、钢球和平板。所述量表由表架夹持置放在平板上,量表的表杆端垂直朝下直对待测工件内孔圆弧倒角一面,钢球置放到工件内孔圆弧倒角处自动定位,在平板上移动待测工件使钢球顶部置于量表的表杆端之下构成接触测量结构。测量前先用标准工件与钢球作量表调零处理,然后以此零位置界定待测工件内孔圆弧倒角深度尺寸是否合格。本发明直接量化显示测量结果,测量精度高,便于后续量值调整加工量。
锥齿轮的内孔端口倒角装置及倒角方法.pdf
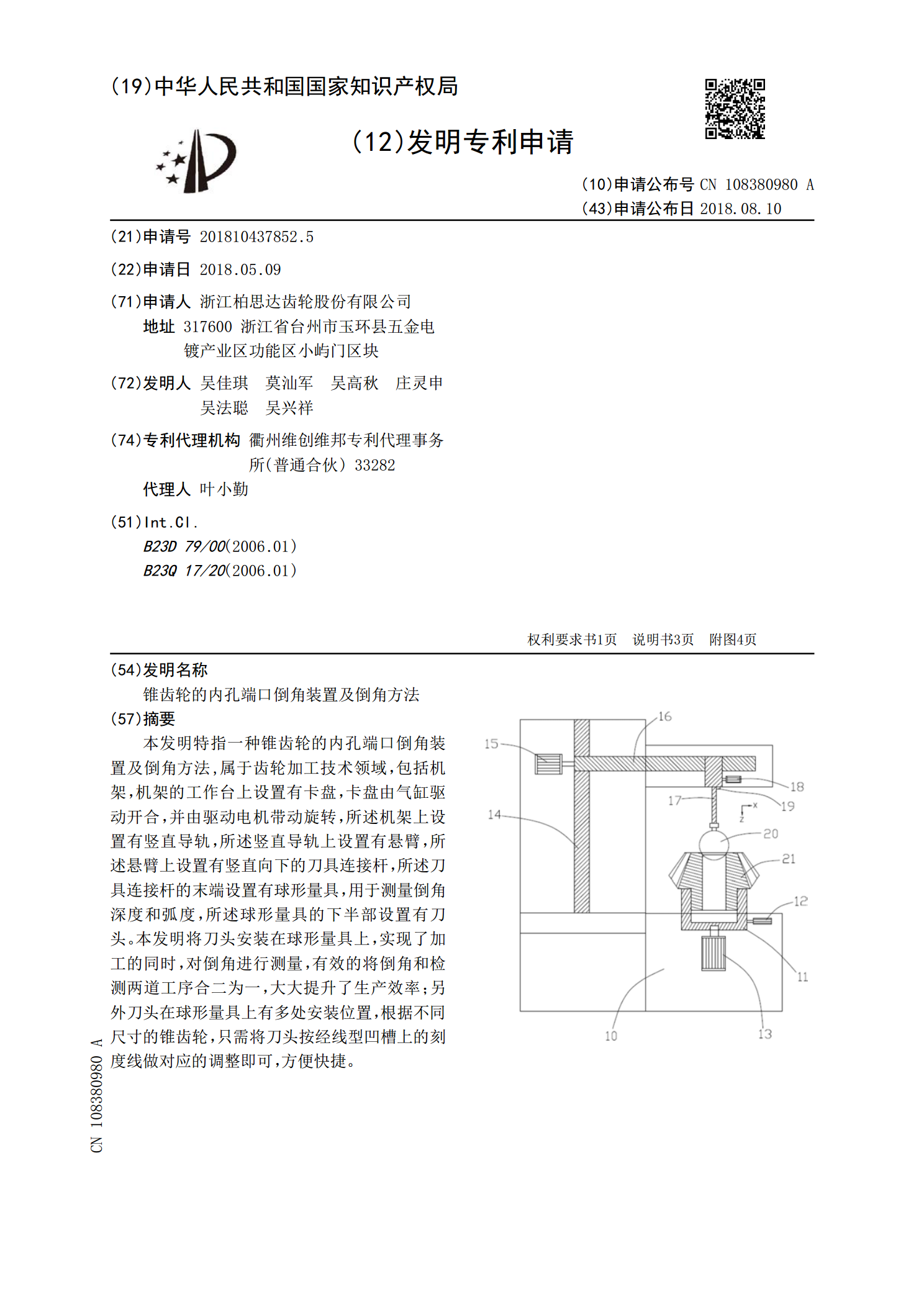
本发明特指一种锥齿轮的内孔端口倒角装置及倒角方法,属于齿轮加工技术领域,包括机架,机架的工作台上设置有卡盘,卡盘由气缸驱动开合,并由驱动电机带动旋转,所述机架上设置有竖直导轨,所述竖直导轨上设置有悬臂,所述悬臂上设置有竖直向下的刀具连接杆,所述刀具连接杆的末端设置有球形量具,用于测量倒角深度和弧度,所述球形量具的下半部设置有刀头。本发明将刀头安装在球形量具上,实现了加工的同时,对倒角进行测量,有效的将倒角和检测两道工序合二为一,大大提升了生产效率;另外刀头在球形量具上有多处安装位置,根据不同尺寸的锥齿轮,
一种用于检测锥齿轮内孔球端倒角高度的检具.pdf
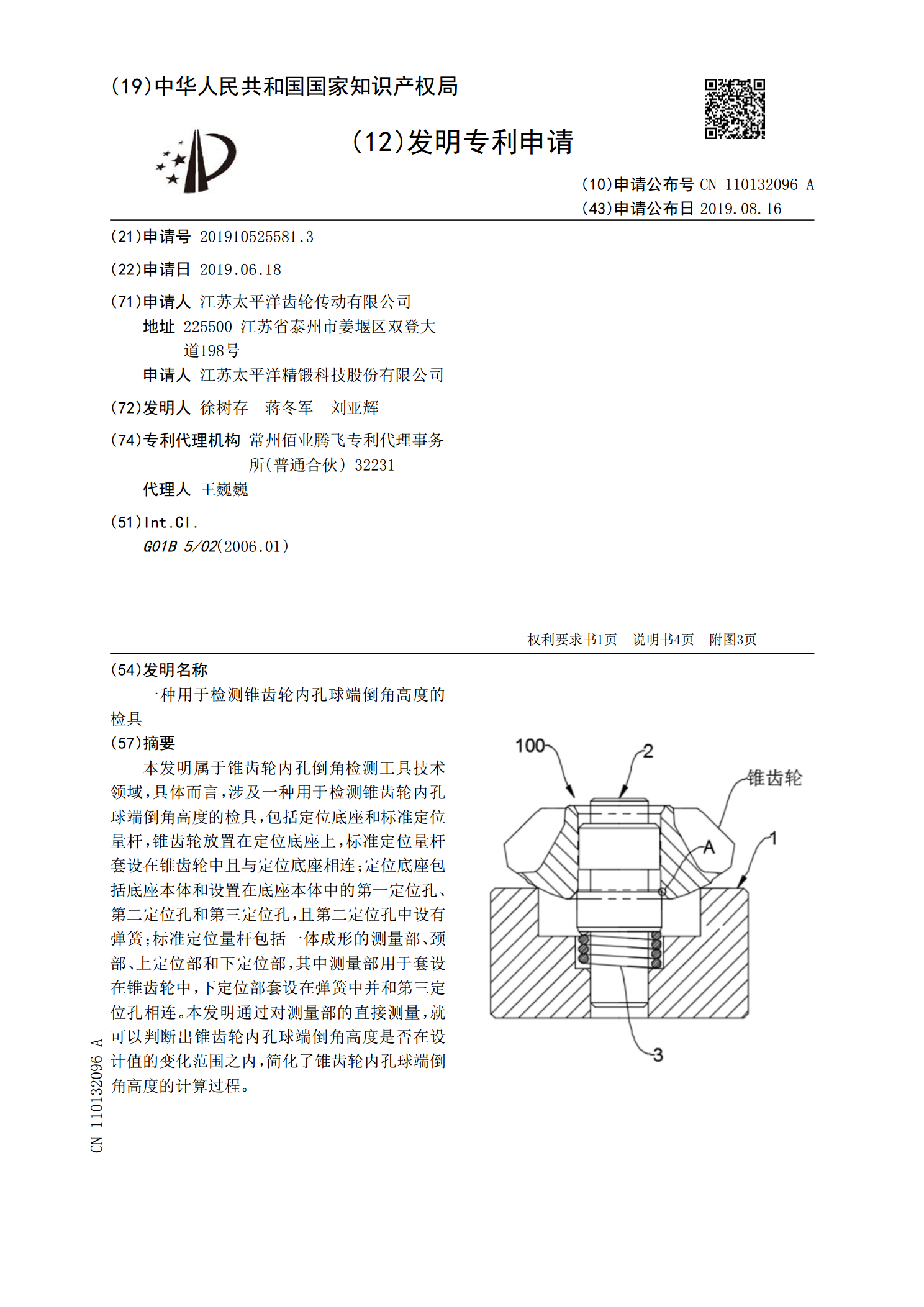
本发明属于锥齿轮内孔倒角检测工具技术领域,具体而言,涉及一种用于检测锥齿轮内孔球端倒角高度的检具,包括定位底座和标准定位量杆,锥齿轮放置在定位底座上,标准定位量杆套设在锥齿轮中且与定位底座相连;定位底座包括底座本体和设置在底座本体中的第一定位孔、第二定位孔和第三定位孔,且第二定位孔中设有弹簧;标准定位量杆包括一体成形的测量部、颈部、上定位部和下定位部,其中测量部用于套设在锥齿轮中,下定位部套设在弹簧中并和第三定位孔相连。本发明通过对测量部的直接测量,就可以判断出锥齿轮内孔球端倒角高度是否在设计值的变化范围
一种用于检测锥齿轮内孔齿小端倒角高度的检具.pdf
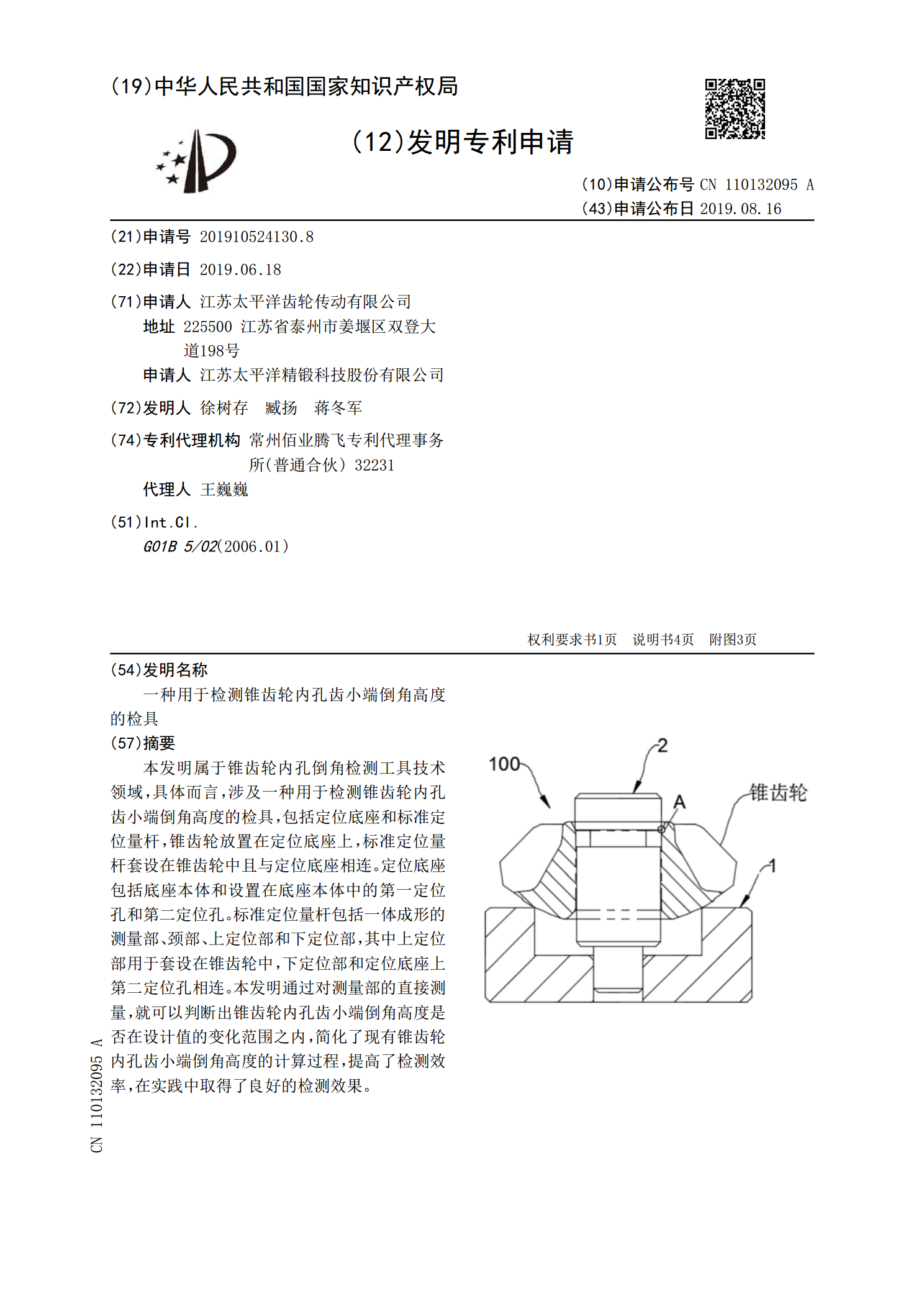
本发明属于锥齿轮内孔倒角检测工具技术领域,具体而言,涉及一种用于检测锥齿轮内孔齿小端倒角高度的检具,包括定位底座和标准定位量杆,锥齿轮放置在定位底座上,标准定位量杆套设在锥齿轮中且与定位底座相连。定位底座包括底座本体和设置在底座本体中的第一定位孔和第二定位孔。标准定位量杆包括一体成形的测量部、颈部、上定位部和下定位部,其中上定位部用于套设在锥齿轮中,下定位部和定位底座上第二定位孔相连。本发明通过对测量部的直接测量,就可以判断出锥齿轮内孔齿小端倒角高度是否在设计值的变化范围之内,简化了现有锥齿轮内孔齿小端倒
一种防铁屑相融的锥齿轮内孔端口倒角器.pdf
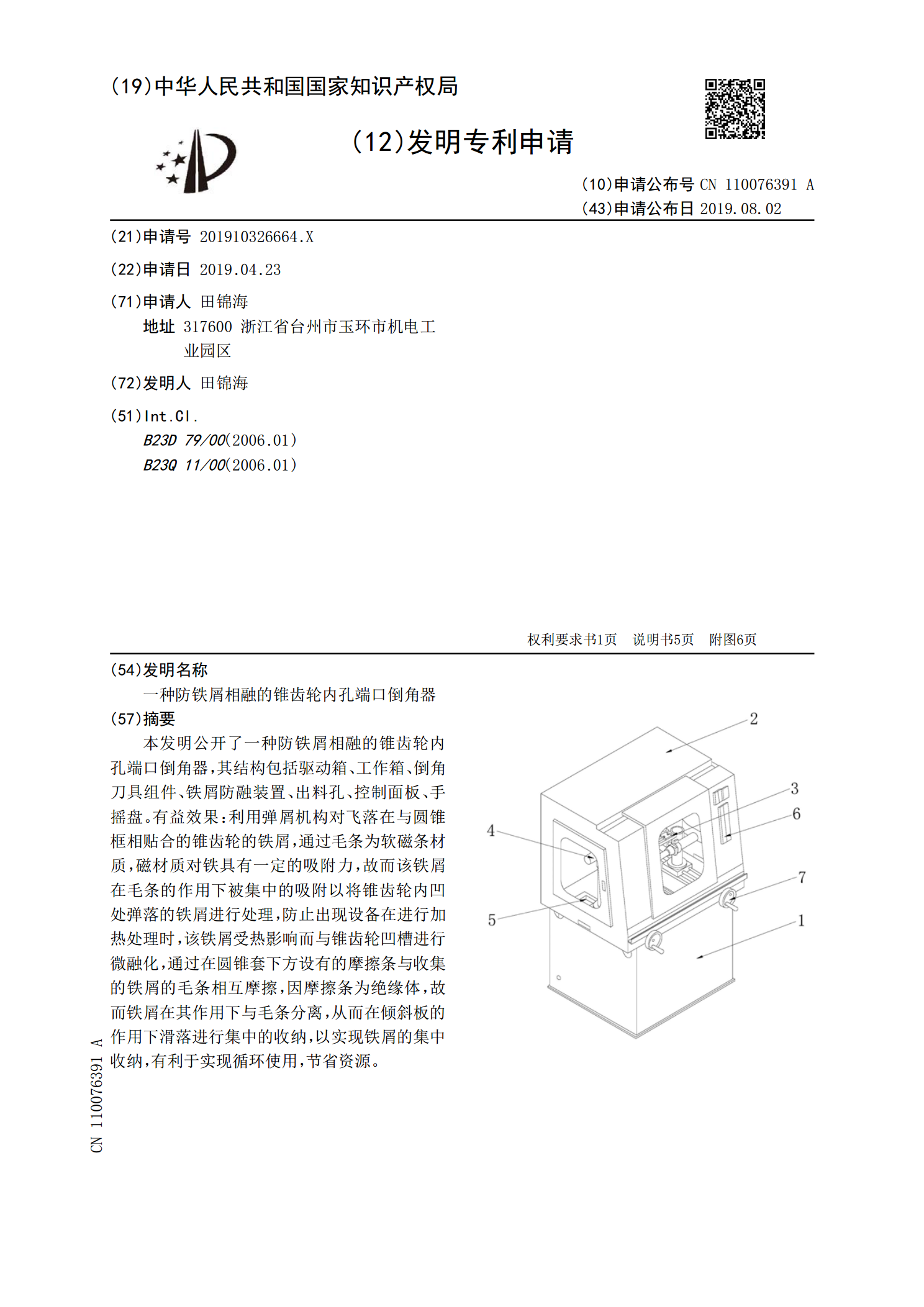
本发明公开了一种防铁屑相融的锥齿轮内孔端口倒角器,其结构包括驱动箱、工作箱、倒角刀具组件、铁屑防融装置、出料孔、控制面板、手摇盘。有益效果:利用弹屑机构对飞落在与圆锥框相贴合的锥齿轮的铁屑,通过毛条为软磁条材质,磁材质对铁具有一定的吸附力,故而该铁屑在毛条的作用下被集中的吸附以将锥齿轮内凹处弹落的铁屑进行处理,防止出现设备在进行加热处理时,该铁屑受热影响而与锥齿轮凹槽进行微融化,通过在圆锥套下方设有的摩擦条与收集的铁屑的毛条相互摩擦,因摩擦条为绝缘体,故而铁屑在其作用下与毛条分离,从而在倾斜板的作用下滑落