
用于模制风力涡轮机叶片的方法和模具.pdf

Ma****57


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于模制风力涡轮机叶片的方法和模具.pdf
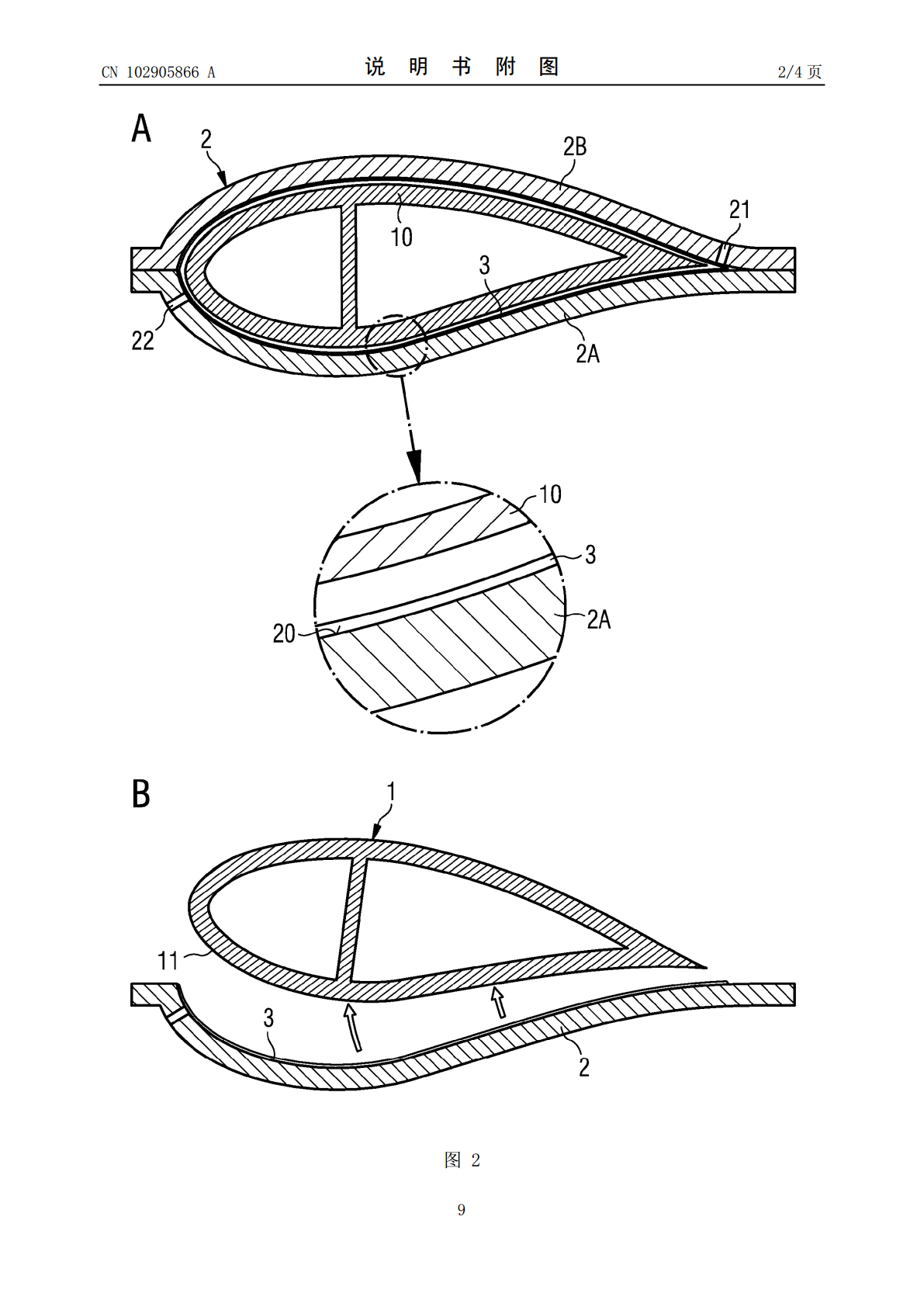
本发明描述了一种用增强材料和基体材料模制风力涡轮机叶片(1)的模具(2),该模具(2)包括固态不沾衬里(3),并且其中所述不沾衬里(3)的材料性质被选择成防止基体材料与模具(2)的不沾衬里(3)结合。本发明还描述了一种在模具(2)中模制风力涡轮机叶片(1)的方法,该方法包括步骤:向模具(2)的内表面(20)施加固态不沾衬里(3);在不沾衬里(3)上组装用于风力涡轮机叶片(1)的增强材料敷层(10);在增强材料敷层(10)的各层中分布基体材料;执行固化步骤,以使基体材料硬化,并且随后从模具(2)中移走固化的

用于风力涡轮机叶片的快速模制的方法和设备.pdf
一种柔顺盖在模制过程中放置在正被模制的部件上。该柔顺盖由彼此紧邻定位的多个纵向单元形成。至少一个传输端口联接到每个纵向单元,并且处于预选温度的流体介质的源联接到所述传输端口,由此,纵向单元可被填充有处于预选温度的流体介质。柔顺盖从而可用于选择性地加热和冷却正被模制的部件,以减少:所述部件升高到部件中的树脂固化所需的温度所需的时间,以及冷却该部件使得其可从模具移除所需的时间。

模制风力涡轮机叶片的方法.pdf
本发明描述了模制风力涡轮机叶片的方法,所述方法包括以下步骤:在模具的内部上布置多个标记件;在模具中布置复合敷层;以及在模具中组装和固化复合敷层,从而在复合敷层的表面上形成标记件的反形印痕,该反形印痕在随后的组装步骤中帮助叶片相对于部件正确定位。本发明还描述了用于模制风力涡轮机叶片的模具;利用这种模具模制的风力涡轮机叶片;以及一种定位装置,用于相对于用本发明的方法模制的风力涡轮机叶片的根部定位钻孔和/或铣削工具。本发明还描述了一种制造风力涡轮机叶片的方法。

模制风力涡轮机叶片的方法.pdf
本发明描述了在模具中模制风力涡轮机叶片的方法,该方法包括如下步骤:向所述模具的内侧表面施加膜;在所述膜上组装用于所述风力涡轮机叶片的部件层;执行固化步骤以使得所述部件层硬化;以及随后从所述模具移除固化的风力涡轮机叶片。本发明还描述了适用于风力涡轮机叶片模制过程的膜,该膜包括给模具加衬的外侧表面以及用于在固化之前接收风力涡轮机叶片部件层的内侧表面,并且其中所述膜的所述内侧和外侧表面被实现为允许在固化之后从所述模具完全拆除固化的风力涡轮机叶片。本发明还描述了用于模制风力涡轮机叶片的模具,包括适于接收这种膜的内
用于制造风力涡轮机叶片的叶片壳体部件的叶片模具和相关方法.pdf
公开了叶片模具(70)和用于制造风力涡轮机叶片(10)的叶片壳体部件的方法。叶片模具包括:第一模具框架(72);模具壳体(74),其被第一模具框架支撑,并设置有限定了叶片壳体部件的外部形状的模制表面(76),其中,模具壳体具有纵向方向,并且包括在其第一端处的根端模具部件(78);以及用于使模具壳体的根端模具部件变形的第一变形装置(80)。所述方法包括:将增强材料(104)布置在根端模具部件的模制表面上;使根端模具部件变形为容纳构造;将根端插入件(106)插入根端模具部件中;并且使根端模具部件处于模制构造。