
一种汽车门槛板制造方法.pdf

宜然****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车门槛板制造方法.pdf
一种汽车门槛板制造方法,以卷装的高强度薄钢板带料为原料,在一条由连续机组组成的生产流水线上连续进行,包括双辊轴送料装置牵引带料从卷料架上退绕,冲模装置按带料每经过一个门槛板长度段冲切一次,一次性完成所需多个孔的冲切成型;牵引薄钢板带料经储料装置引至滚压机组;由滚压机组的多个滚轮组连续将经过其中的薄钢板带料逐步滚压成所需的截面呈凹字形的形状,后由定长切断机按门槛板长度段进行定长切断;与传统冲压成型相比生产效率提高二倍以上,节省大量的设备占用及模具的费用,并提高产品质量。

一种汽车门槛板滚压成型机.pdf
本发明提供了一种汽车门槛板滚压成型机,包括:床体;滚轮架组,其设置在所述床体上,用于挤压工件使其成型;动力组件,其设置在所述床体上且与所述滚轮架组联动连接;检测切断组件,其设置在所述床体上用于切断成型后的工件。本发明的有益效果为:对待加工材料一次装夹,一次滚压成形,并且加工过程不够自动化,从而提高产品的质量。

一种汽车空调触摸板及其制造方法.pdf
本发明涉及汽车零件的设计领域,具体为一种汽车空调触摸板及其制造方法。该汽车空调触摸板由汽车空调触摸板IMR工艺注塑模具制造,该模具设计合理,结构紧凑。与现有技术相比,由本发明汽车空调触摸板IMR工艺注塑模具制造出来的汽车空调触摸板成型精细、形变控制以及抗老化性能大大提高了。
一种汽车门槛加强结构、汽车门槛及汽车.pdf
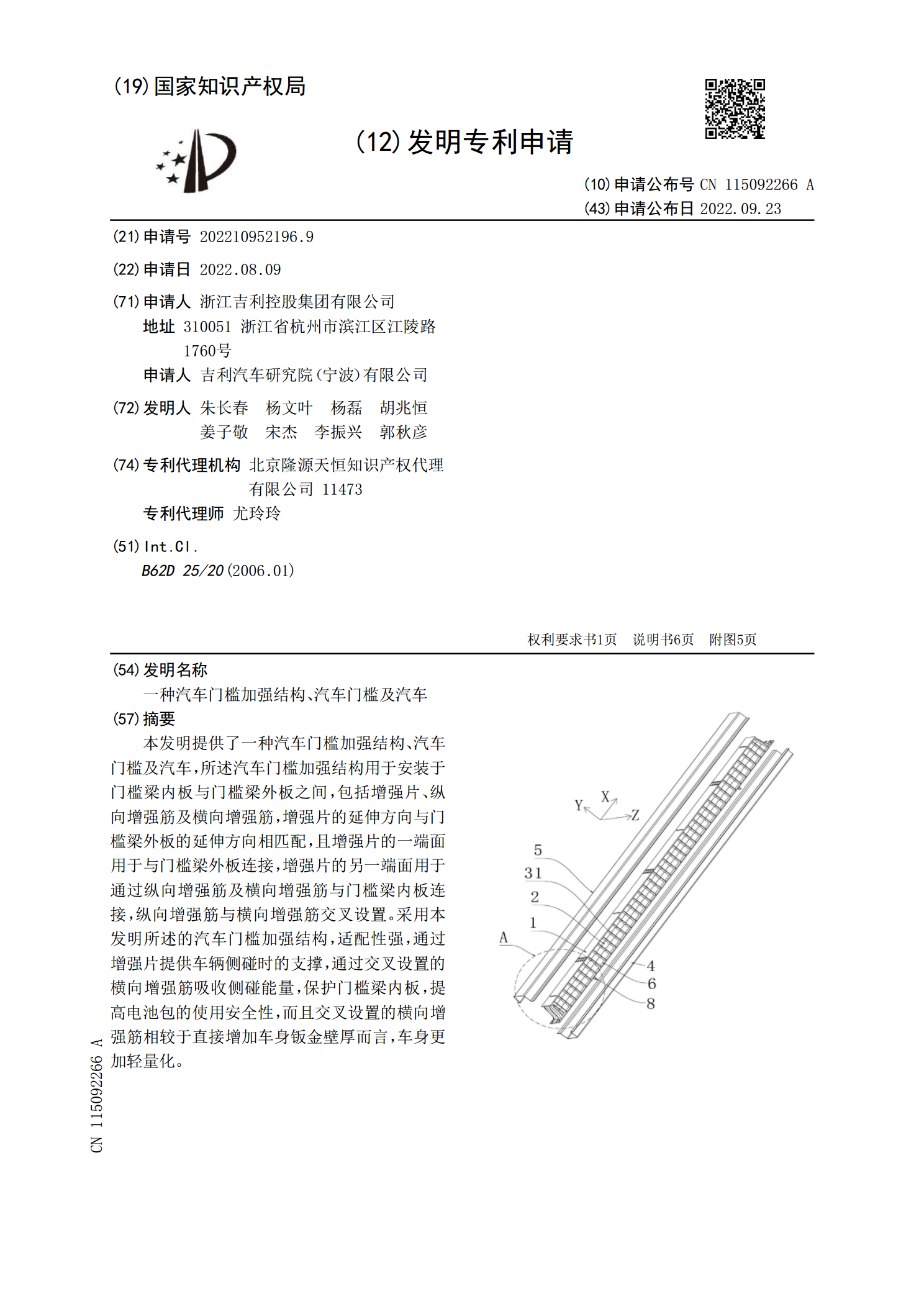
本发明提供了一种汽车门槛加强结构、汽车门槛及汽车,所述汽车门槛加强结构用于安装于门槛梁内板与门槛梁外板之间,包括增强片、纵向增强筋及横向增强筋,增强片的延伸方向与门槛梁外板的延伸方向相匹配,且增强片的一端面用于与门槛梁外板连接,增强片的另一端面用于通过纵向增强筋及横向增强筋与门槛梁内板连接,纵向增强筋与横向增强筋交叉设置。采用本发明所述的汽车门槛加强结构,适配性强,通过增强片提供车辆侧碰时的支撑,通过交叉设置的横向增强筋吸收侧碰能量,保护门槛梁内板,提高电池包的使用安全性,而且交叉设置的横向增强筋相较于直

一种汽车叶子板的制造工艺.pdf
本发明公开了一种汽车叶子板的制造工艺,包括以下步骤:第一步:开平剪板:首先选择适合的冷卷规格,将冷卷进行开平;接着根据生产材料规格,将开平后的冷卷剪成成相应的尺寸的铁板;第二步:油压、冲床:首先对铁板进行引伸;其次对其切边和冲孔;接着对其折边和整形;最后在整形;第三步:加工叶子板的1#小件:首先把铁板冲压出所需的外轮廓坯料(落料);接着对完成外轮廓坯料的铁板进一步成型;最后对其进行冲孔;第四步:钣金组焊。本发明的汽车叶子板的加工工艺简单、生产效率高;叶子板板身和小件可以分开加工,减少了等待的时间;提高了生