
一种钌及钌合金靶材的加工方法.pdf

明轩****la


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钌及钌合金靶材的加工方法.pdf
本发明公开了一种钌及钌合金靶材的加工方法,包括:提供钌及钌合金靶材坯料;对所述的钌及钌合金靶材坯料进行车削,所述车削采用HRC大于70的刀具,所述车削时加工的转速为50-200转/分钟,所述车削时的进刀量为0.1-0.5mm;对车削后的钌及钌合金靶材进行磨削,所述磨削时的进刀量0.005-0.02mm,所述磨削加工时砂轮的线速度为20-45米/秒;对磨削后的靶材进行超声清洗。本发明提供的钌及钌合金靶材的加工方法,减少了崩边、掉块等现象的发生,减少了应力层、避免了微裂纹的产生,使靶材的表面粗糙度较低,同时具

一种高纯钽钌合金靶材的真空热压烧结制备方法.pdf
本发明涉及一种高纯钽钌合金靶材的真空热压烧结制备方法,属于粉末冶金技术领域,所述制备方法包括原料粉的制备、混粉和靶材的真空热压烧结,具体包括如下步骤:将高纯钽和钌块体分别破碎成炉中进行真空热压烧结,烧结结束后得高纯钽钌合金靶材的坯体;然后按照磁控溅射镀膜设备要求,对坯体进行加工,得到高纯钽钌合金靶材。采用本发明的制备方法,可显著降低传统铸造法制备难熔合金靶材的技术难度,大大提高了材料组织和性能的可控性,有助于显著改善后期的镀膜性能。
钌系溅镀靶材及其制造方法.pdf
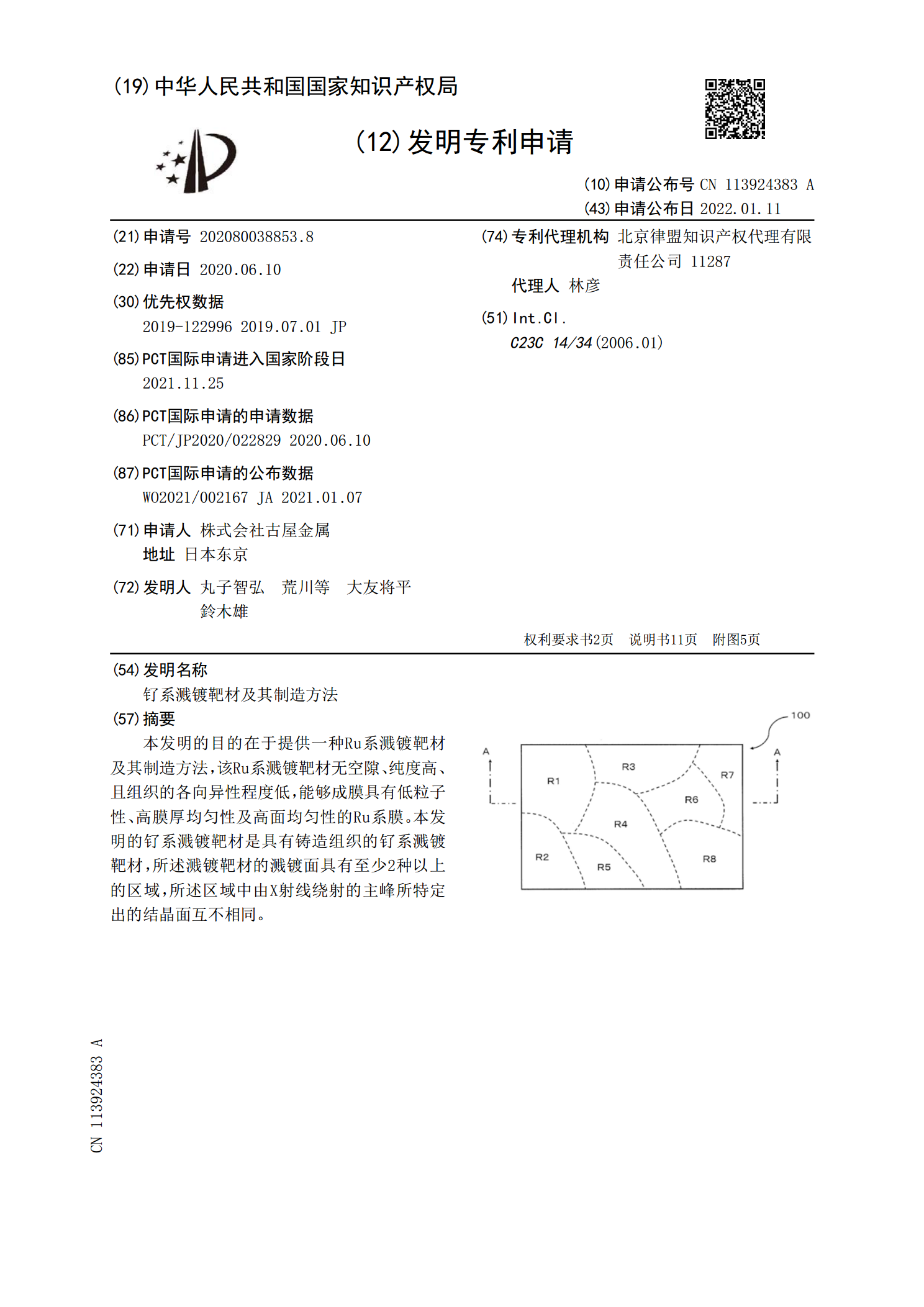
本发明的目的在于提供一种Ru系溅镀靶材及其制造方法,该Ru系溅镀靶材无空隙、纯度高、且组织的各向异性程度低,能够成膜具有低粒子性、高膜厚均匀性及高面均匀性的Ru系膜。本发明的钌系溅镀靶材是具有铸造组织的钌系溅镀靶材,所述溅镀靶材的溅镀面具有至少2种以上的区域,所述区域中由X射线绕射的主峰所特定出的结晶面互不相同。

钌合金的分解及钌的分析.docx
钌合金的分解及钌的分析钌合金的分解及钌的分析引言:钌(Ru)是一种稀有和昂贵的贵金属,具有优异的化学性质和物理性质。钌合金由钌和其他金属元素的混合物组成,广泛应用于许多工业领域,包括电子、航空航天、化学制品以及化学催化等。了解钌合金的分解和钌的分析方法对于研究其性质、提高使用效率以及环境保护都具有重要意义。一、钌合金的分解1.热分解法热分解法是最常用的钌合金分解方法之一。它通过将钌合金置于高温环境中,使其发生热分解,从而得到纯净的钌。热分解的温度取决于具体的钌合金成分,通常在600-1000摄氏度之间。热

一种铜合金靶材的加工方法.pdf
本发明公开了属于溅射靶材制造技术领域的一种铜合金靶材的加工方法。该方法主要包括:加热炉将高纯铜合金铸锭均匀加热到350-600℃,保温1-3小时。采用锻造设备对铸锭分别沿X/Y/Z三方向进行热锻。锻后坯料在二辊轧机上进行多道次往复冷轧,道次变形量为8%~20%,总变形量为70%~90%。轧后坯料在热处理炉250~450℃范围,保温2~4小时,得到满足要求的高纯铜合金溅射靶坯。通过这种方法得到的铜合金靶材平均晶粒尺寸在30μm以下,织构取向随机分布,能够满足集成电路45nm及以下工艺制程的要求。