
一种铜合金靶材的加工方法.pdf

秀华****魔王

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铜合金靶材的加工方法.pdf
本发明公开了属于溅射靶材制造技术领域的一种铜合金靶材的加工方法。该方法主要包括:加热炉将高纯铜合金铸锭均匀加热到350-600℃,保温1-3小时。采用锻造设备对铸锭分别沿X/Y/Z三方向进行热锻。锻后坯料在二辊轧机上进行多道次往复冷轧,道次变形量为8%~20%,总变形量为70%~90%。轧后坯料在热处理炉250~450℃范围,保温2~4小时,得到满足要求的高纯铜合金溅射靶坯。通过这种方法得到的铜合金靶材平均晶粒尺寸在30μm以下,织构取向随机分布,能够满足集成电路45nm及以下工艺制程的要求。
一种靶材制备装置及其靶材加工方法.pdf
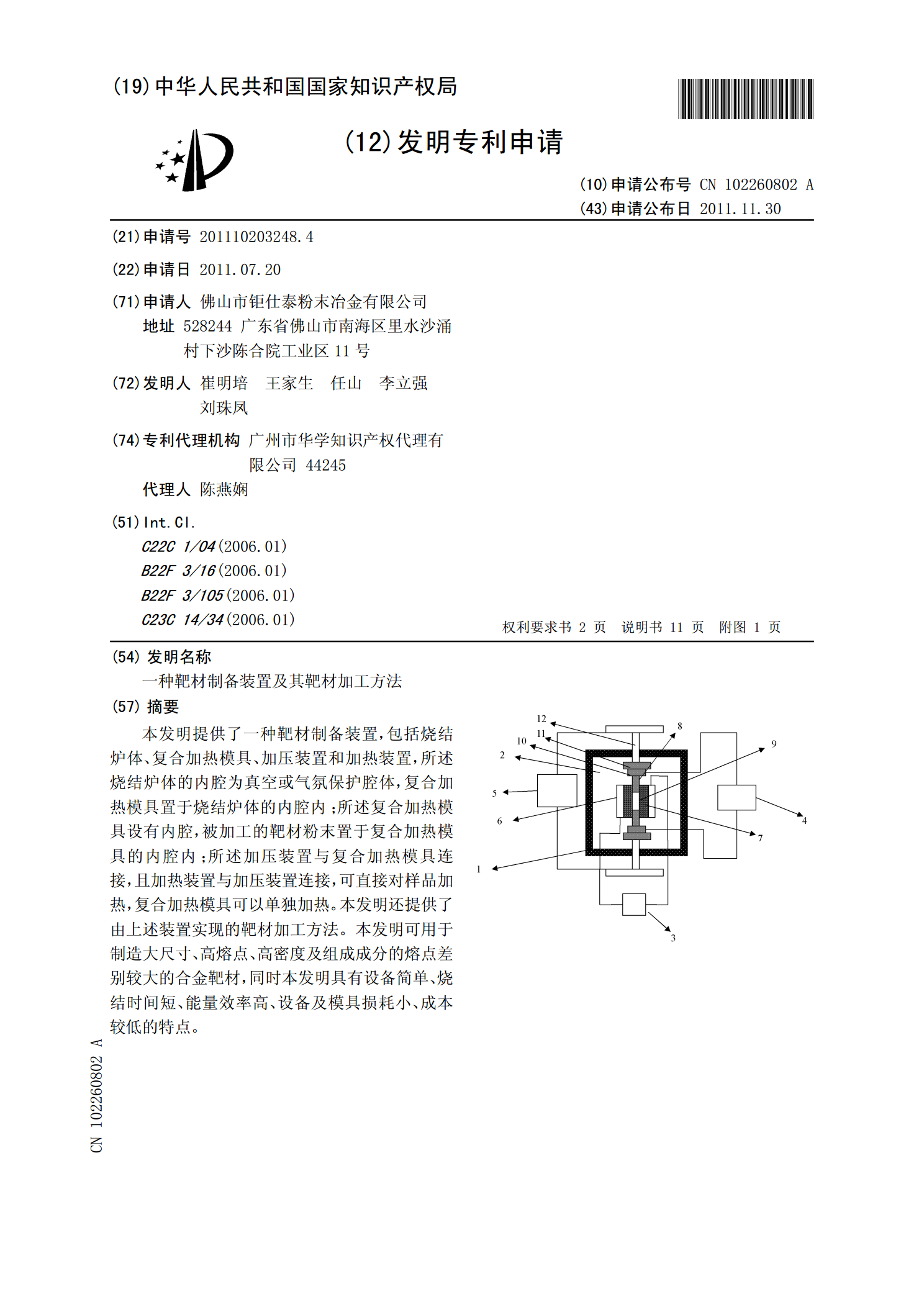
本发明提供了一种靶材制备装置,包括烧结炉体、复合加热模具、加压装置和加热装置,所述烧结炉体的内腔为真空或气氛保护腔体,复合加热模具置于烧结炉体的内腔内;所述复合加热模具设有内腔,被加工的靶材粉末置于复合加热模具的内腔内;所述加压装置与复合加热模具连接,且加热装置与加压装置连接,可直接对样品加热,复合加热模具可以单独加热。本发明还提供了由上述装置实现的靶材加工方法。本发明可用于制造大尺寸、高熔点、高密度及组成成分的熔点差别较大的合金靶材,同时本发明具有设备简单、烧结时间短、能量效率高、设备及模具损耗小、成本

一种靶材加工方法和一种骨形靶材.pdf
本申请实施例提供了一种靶材加工方法和骨形靶材,涉及材料加工技术领域。该方法包括:设定待加工基材的直线区域和骨形区域;在直线区域选取多个第一位置点,在骨形区域选取多个第二位置点;确定每个位置点的径向厚度和目标厚度;根据第一位置点的径向厚度和目标厚度,确定第一移动速度;根据第二位置点的径向厚度、目标厚度和第一移动速度,确定第二移动速度;控制喷枪以第一移动速度喷涂直线区域,控制喷枪以第二移动速度喷涂骨形区域,得到骨形靶材。本申请根据直线区域和骨形区域的实际形状和目标形状,确定喷枪在不同区域的移动速度,控制喷枪在

钴靶材的加工方法.pdf
一种钴靶材的加工方法,包括:提供钴靶材;对所述钴靶材表面进行切削;对切削后的钴靶材表面进行磨削,所述磨削采用金刚石砂轮或立方氮化硼砂轮,所述金刚石砂轮的砂轮线速为15米/秒~35米/秒、立方氮化硼砂轮的砂轮线速为20米/秒~40米/秒,磨削吃刀量为0.005~1毫米。本发明提供的钴靶材的加工方法,使得经过切削后的钴靶材表面的粗糙度进一步的降低,获得了符合溅射需求的钴靶材。

一种半圆型靶材的加工方法.pdf
本发明涉及硅靶材生产技术领域,特别涉及一种半圆型靶材的加工方法。该方法按照半圆型靶材成品尺寸要求预留余量切割坯料,直角边进行平面加工,将两个半圆粘接成整圆,研磨加工磨外圆,将整圆拆解回两个半圆,进行平面表面的精磨加工。本发明有效对圆靶材分解成半圆片加工,半圆片组合成圆片加工,有效的解决了半圆型靶材加工难题;通过此方案,半圆型靶材加工精度直径R±0.1mm,厚度H