
齿轮的研磨加工方法以及加工装置.pdf

Ro****44


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮的研磨加工方法以及加工装置.pdf
一种齿轮的研磨加工方法,使用能够向旋转进给轴方向分度的机床10对具有曲面形状的齿面S的齿轮W进行研磨,包括:设定步骤,基于被研磨加工的齿轮W的形状数据,在齿面上设定加工点P;演算步骤,演算在设定步骤中设定的加工点P处的、沿相对于齿面S垂直的方向延伸的法线矢量vτ,并且演算安装在机床10上的砂轮14a的旋转轴变为与法线矢量vτ平行那样的分度数据θA、θC;和控制步骤,基于在演算步骤中演算出的分度数据θA、θC来控制机床10,对齿轮W进行研磨加工。
齿轮加工装置以及齿轮加工方法.pdf
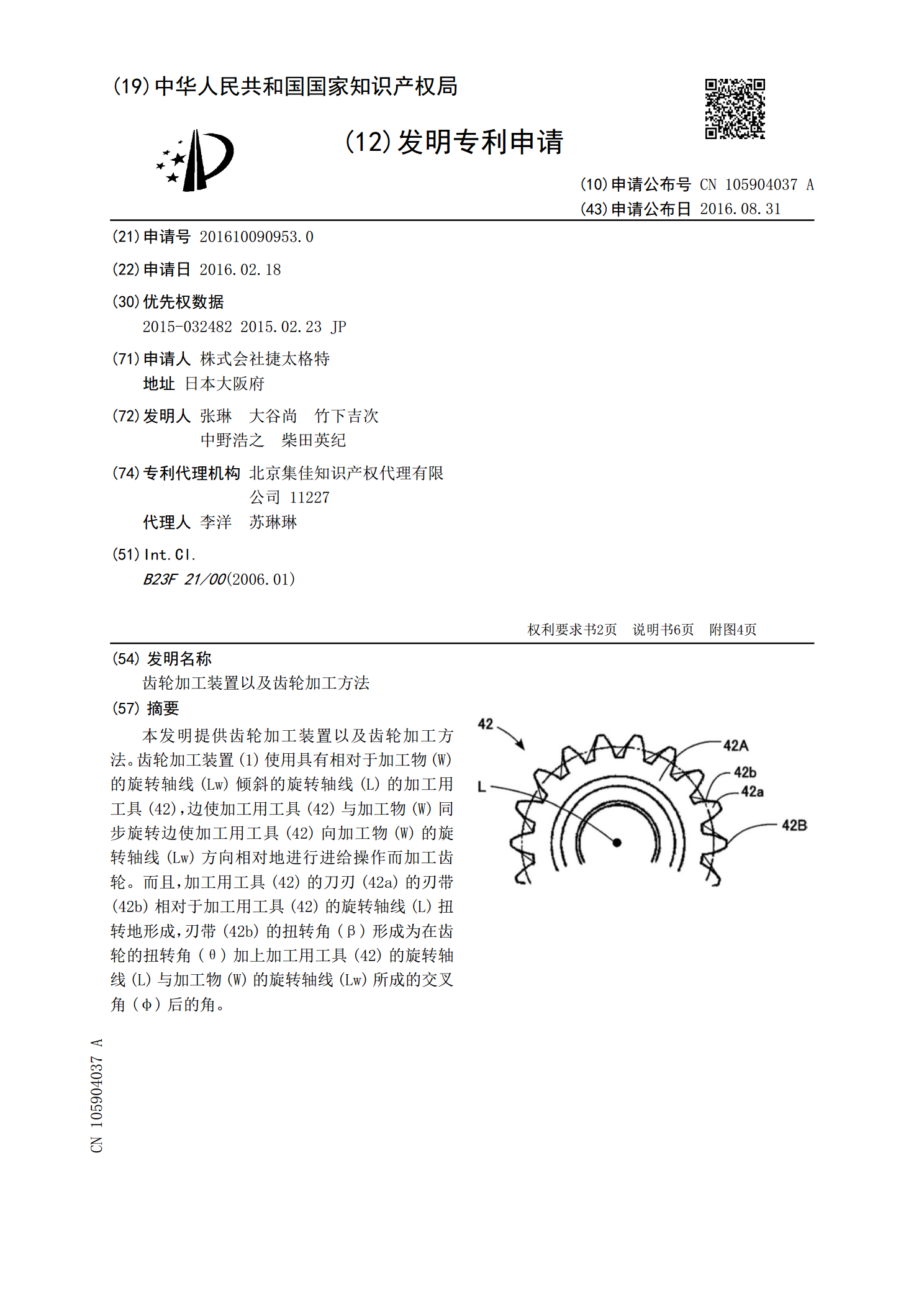
本发明提供齿轮加工装置以及齿轮加工方法。齿轮加工装置(1)使用具有相对于加工物(W)的旋转轴线(Lw)倾斜的旋转轴线(L)的加工用工具(42),边使加工用工具(42)与加工物(W)同步旋转边使加工用工具(42)向加工物(W)的旋转轴线(Lw)方向相对地进行进给操作而加工齿轮。而且,加工用工具(42)的刀刃(42a)的刃带(42b)相对于加工用工具(42)的旋转轴线(L)扭转地形成,刃带(42b)的扭转角(β)形成为在齿轮的扭转角(θ)加上加工用工具(42)的旋转轴线(L)与加工物(W)的旋转轴线(Lw)所
齿轮加工方法以及齿轮加工装置.pdf
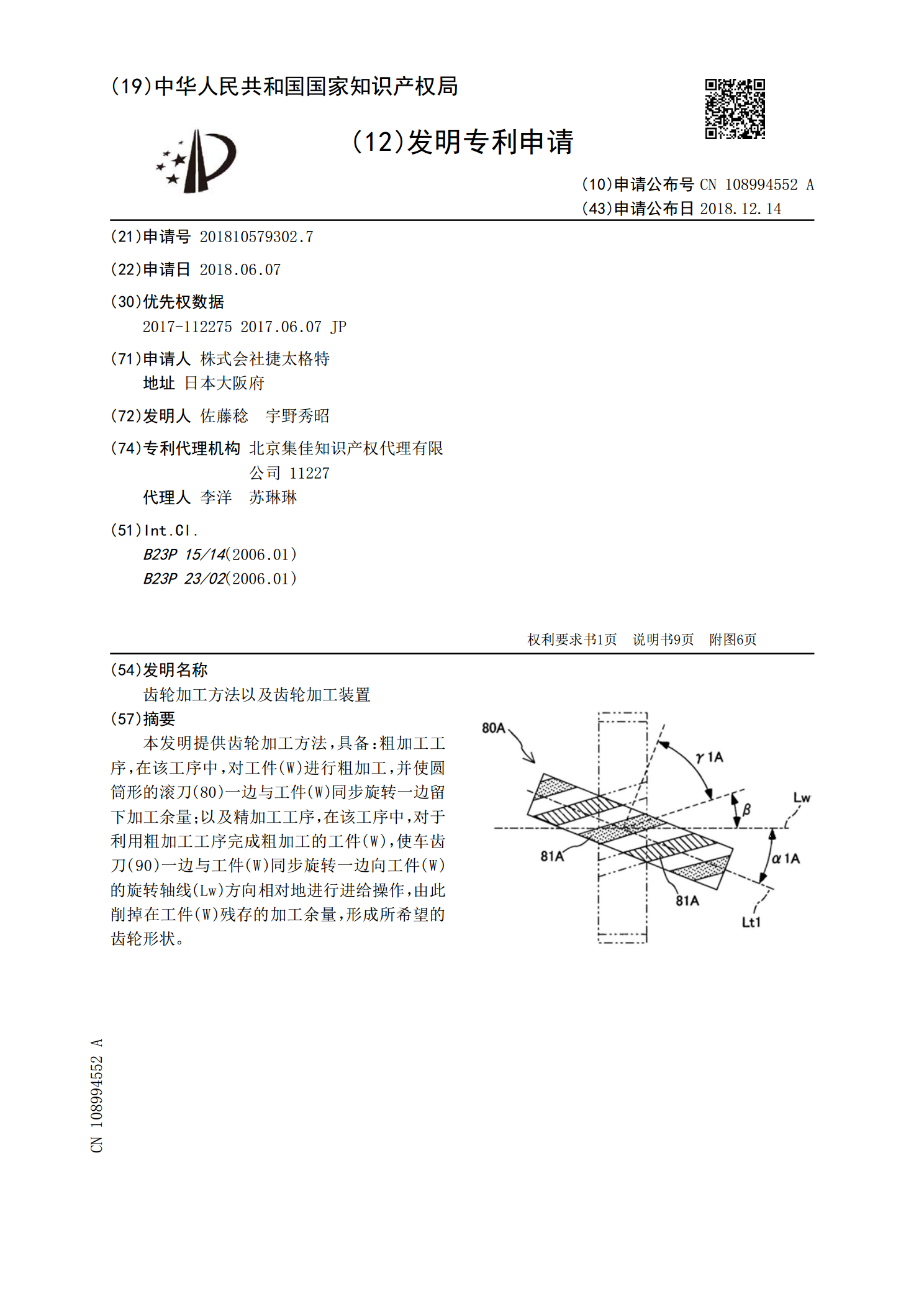
本发明提供齿轮加工方法,具备:粗加工工序,在该工序中,对工件(W)进行粗加工,并使圆筒形的滚刀(80)一边与工件(W)同步旋转一边留下加工余量;以及精加工工序,在该工序中,对于利用粗加工工序完成粗加工的工件(W),使车齿刀(90)一边与工件(W)同步旋转一边向工件(W)的旋转轴线(Lw)方向相对地进行进给操作,由此削掉在工件(W)残存的加工余量,形成所希望的齿轮形状。

凹凸齿轮的加工方法以及加工装置.pdf
本发明提供凹凸齿轮的加工方法以及加工装置。该加工方法具备以下工序:轨迹抽出工序(S2),抽出在对象齿轮(固定轴)(12)与凹凸齿轮(摆动齿轮)(15)之间传递动力时的对象齿轮(12)的凸齿销(12b)相对于凹凸齿轮(15)的相对动作轨迹;加工工序(S4),在对凹齿(15b)加工前的圆盘状工件的凹齿形成面加工凹凸齿轮(15b)时,使圆盘状工件以及加工工具的至少一方移动,以使加工工具相对于圆盘状工件的相对动作轨迹与利用轨迹抽出工序抽出的凸齿销(12b)相对于凹凸齿轮(15)的相对动作轨迹一致。
齿轮加工装置和齿轮加工方法.pdf
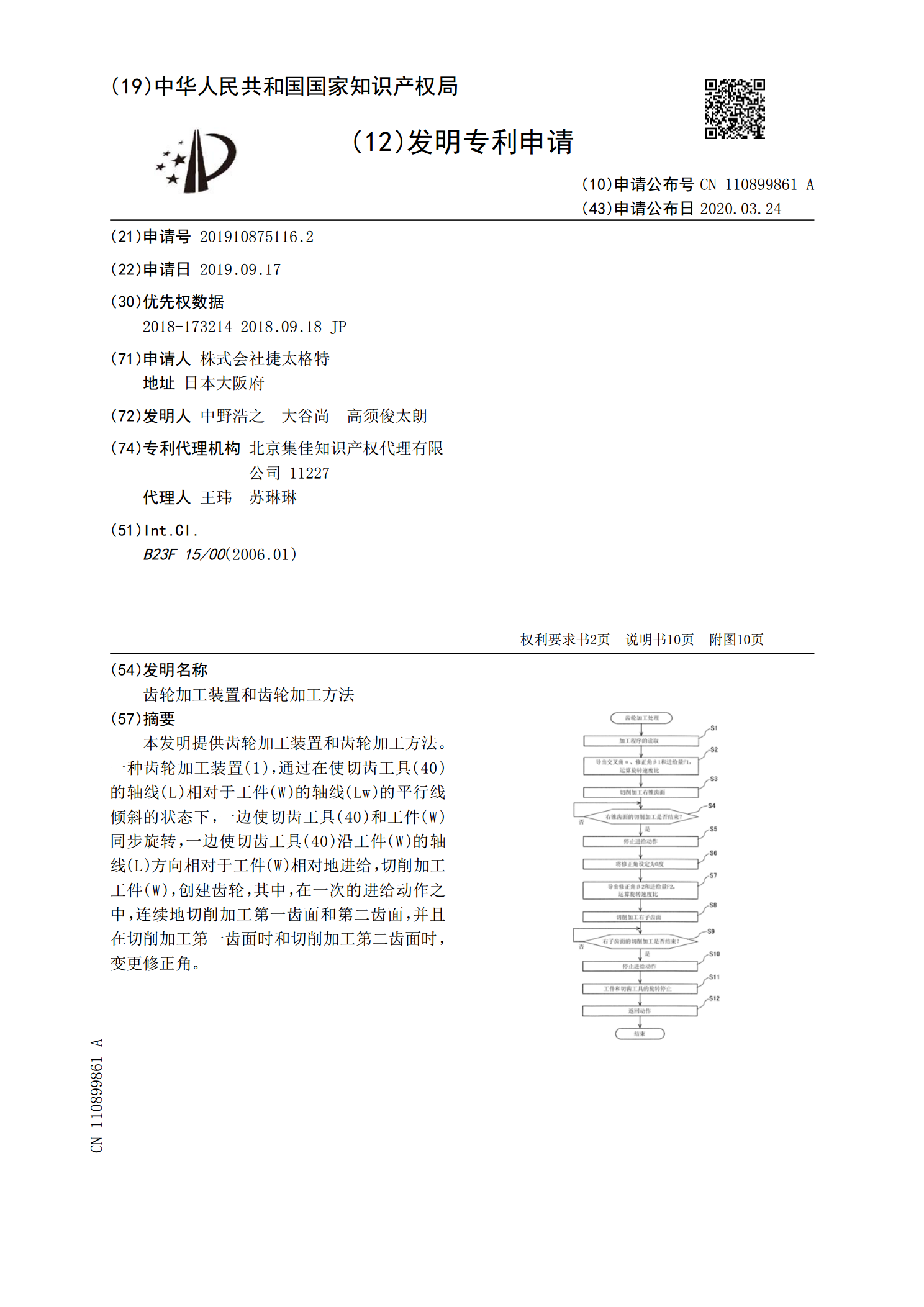
本发明提供齿轮加工装置和齿轮加工方法。一种齿轮加工装置(1),通过在使切齿工具(40)的轴线(L)相对于工件(W)的轴线(Lw)的平行线倾斜的状态下,一边使切齿工具(40)和工件(W)同步旋转,一边使切齿工具(40)沿工件(W)的轴线(L)方向相对于工件(W)相对地进给,切削加工工件(W),创建齿轮,其中,在一次的进给动作之中,连续地切削加工第一齿面和第二齿面,并且在切削加工第一齿面时和切削加工第二齿面时,变更修正角。