
测量差速锥齿轮齿端高度工位检具.pdf

山柳****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
测量差速锥齿轮齿端高度工位检具.pdf
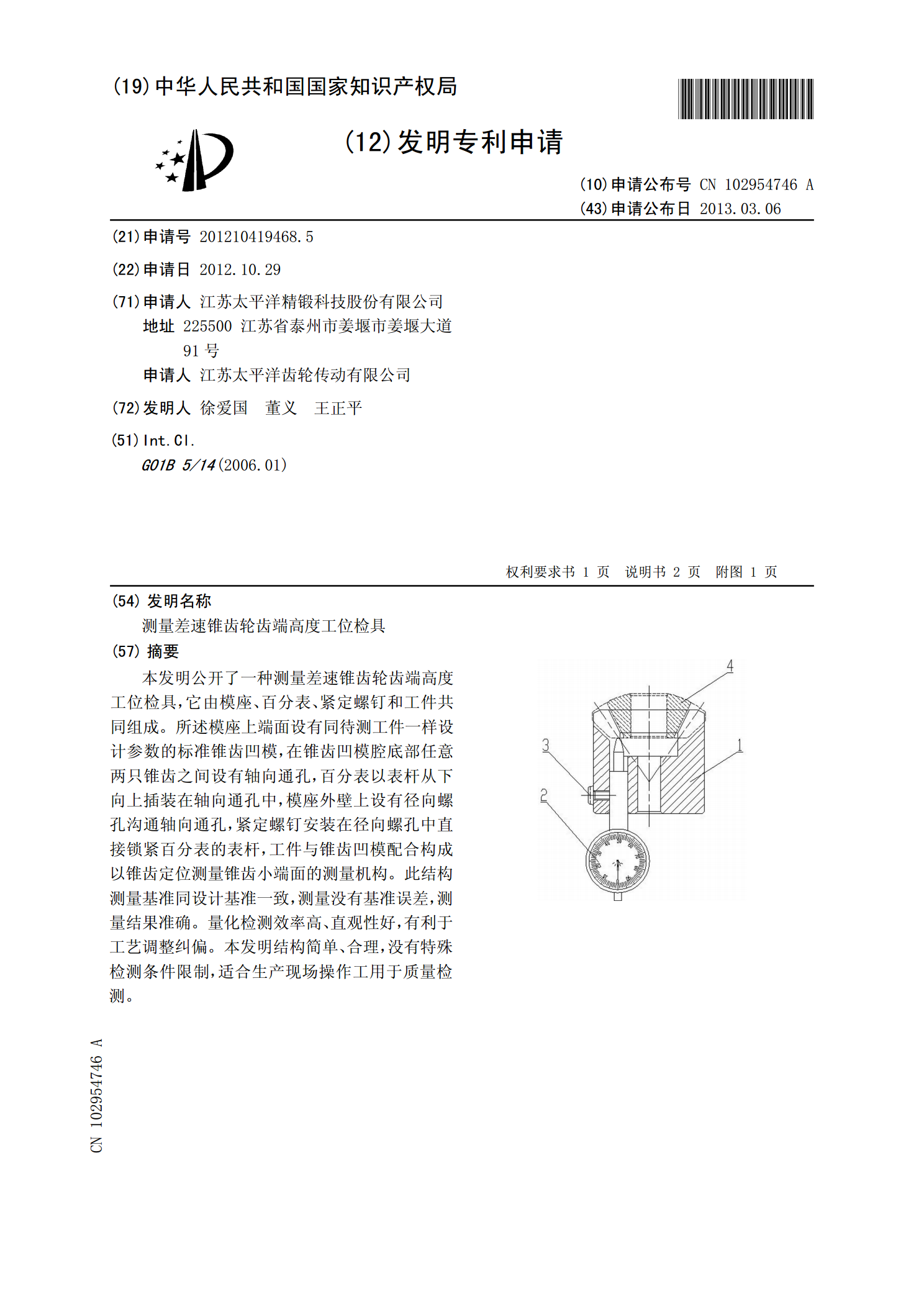
本发明公开了一种测量差速锥齿轮齿端高度工位检具,它由模座、百分表、紧定螺钉和工件共同组成。所述模座上端面设有同待测工件一样设计参数的标准锥齿凹模,在锥齿凹模腔底部任意两只锥齿之间设有轴向通孔,百分表以表杆从下向上插装在轴向通孔中,模座外壁上设有径向螺孔沟通轴向通孔,紧定螺钉安装在径向螺孔中直接锁紧百分表的表杆,工件与锥齿凹模配合构成以锥齿定位测量锥齿小端面的测量机构。此结构测量基准同设计基准一致,测量没有基准误差,测量结果准确。量化检测效率高、直观性好,有利于工艺调整纠偏。本发明结构简单、合理,没有特殊检

直齿锥齿轮齿厚检具.pdf
本发明公开了一种直齿锥齿轮齿厚检具,它由底座、垫圈、百分表、定位座和螺钉组成。所述底座设有芯轴,与芯轴套合的定位座由垫圈定高度。所述定位座朝下的凹腔中设有内台肩,高度比外边沿矮的内台肩内孔口加工成外凸半圆角。定位座中的通孔与底座上的芯轴间隙配合,定位座中的通孔与底座上的芯轴间隙配合,定位座外轮廓按待测直齿锥齿轮的节锥角制成大小和方向相同的外圆锥,在外圆锥上根据待测直齿锥齿轮公称大端齿厚和中点齿厚位置所处圆周上,分别布置至少一只安插百分表的垂直通孔,每只通孔设有径向旋入的螺钉锁紧百分表。本发明检测条件低、检
一种用于检测锥齿轮内孔齿小端倒角高度的检具.pdf
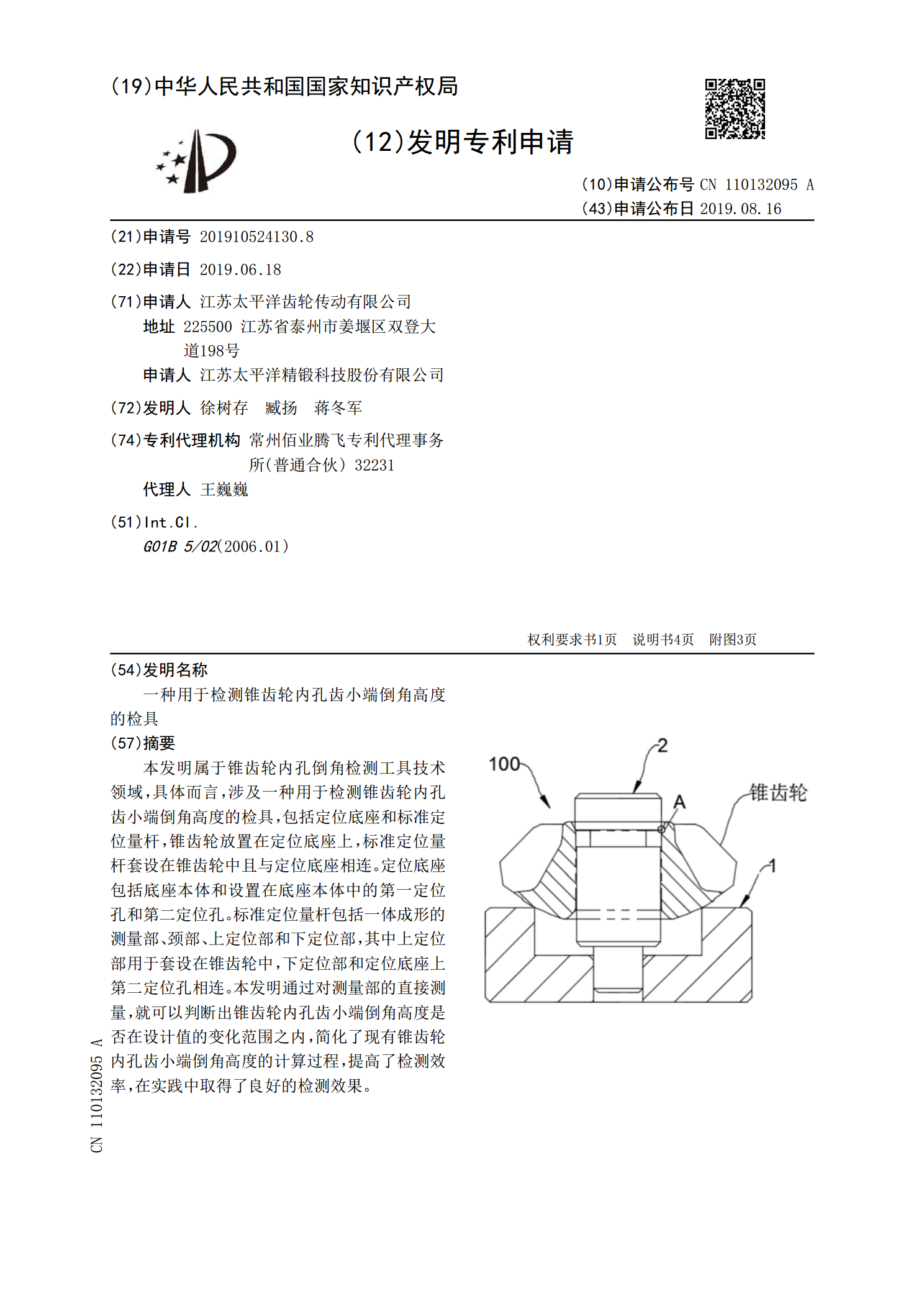
本发明属于锥齿轮内孔倒角检测工具技术领域,具体而言,涉及一种用于检测锥齿轮内孔齿小端倒角高度的检具,包括定位底座和标准定位量杆,锥齿轮放置在定位底座上,标准定位量杆套设在锥齿轮中且与定位底座相连。定位底座包括底座本体和设置在底座本体中的第一定位孔和第二定位孔。标准定位量杆包括一体成形的测量部、颈部、上定位部和下定位部,其中上定位部用于套设在锥齿轮中,下定位部和定位底座上第二定位孔相连。本发明通过对测量部的直接测量,就可以判断出锥齿轮内孔齿小端倒角高度是否在设计值的变化范围之内,简化了现有锥齿轮内孔齿小端倒

间接测量差速锥齿轮内孔止口角度检具.pdf
本发明公开了一种间接测量差速锥齿轮内孔止口角度检具,它包括平板、底座、芯轴、定位套、百分表、表架和V型块。所述底座和V型块分别置放在平板上,卧姿的V型块配装由表架和百分表组成定位测量机构。所述底座设有沉孔和同轴通孔,处在上部的沉孔安装工件,通孔定位安装芯轴。所述定位套内孔与芯轴间隙配合,定位套外径按工件内孔止口形成角度的两个直径值分别制成小定位套和大定位套,将小定位套、大定位套先后与芯轴配合且轴向止于工件内孔止口,定位测量机构中的百分表分别测量小定位套、大定位套上端面相距平板的高度,以高度差判别内孔止口角
一种用于检测锥齿轮内孔球端倒角高度的检具.pdf
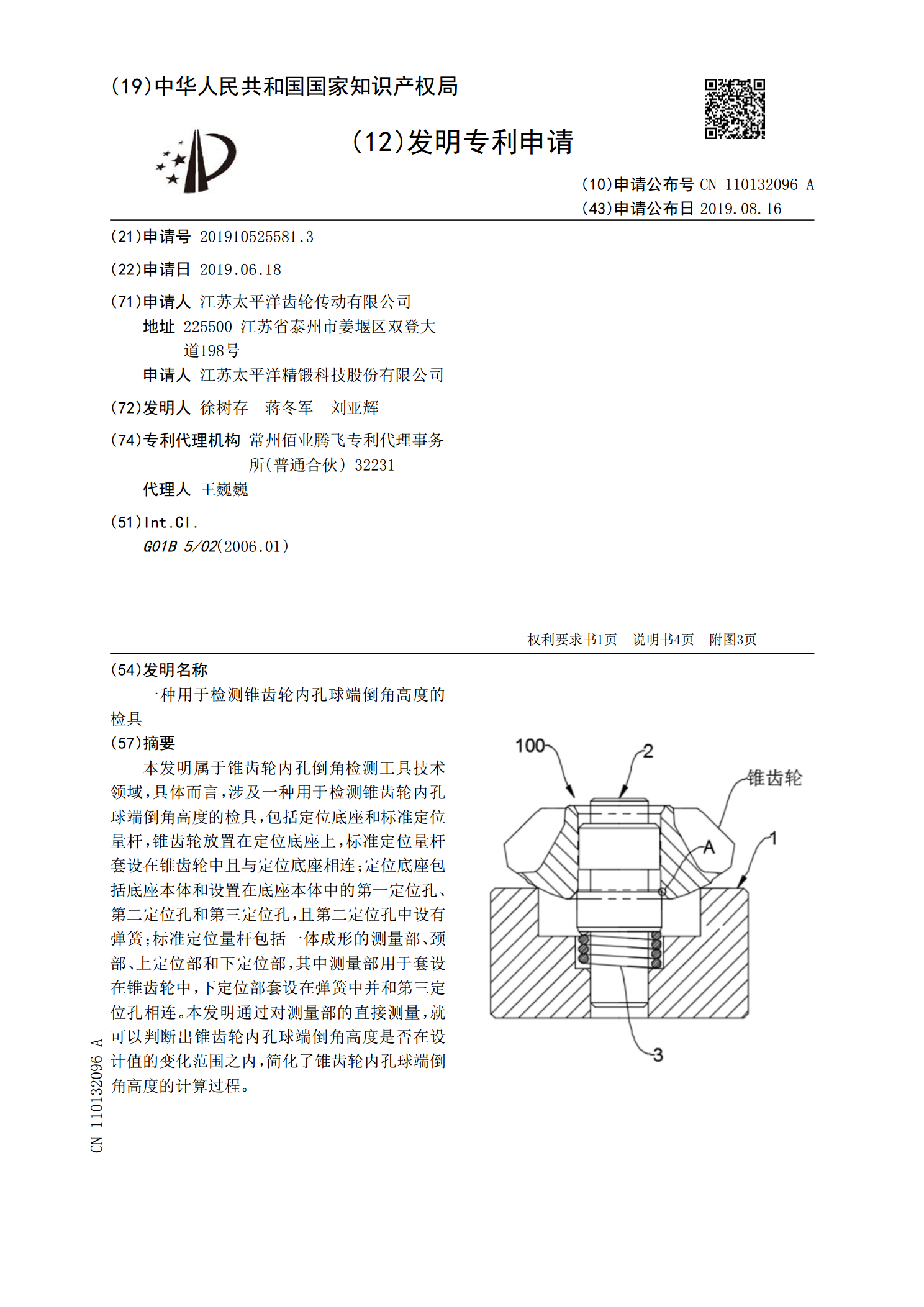
本发明属于锥齿轮内孔倒角检测工具技术领域,具体而言,涉及一种用于检测锥齿轮内孔球端倒角高度的检具,包括定位底座和标准定位量杆,锥齿轮放置在定位底座上,标准定位量杆套设在锥齿轮中且与定位底座相连;定位底座包括底座本体和设置在底座本体中的第一定位孔、第二定位孔和第三定位孔,且第二定位孔中设有弹簧;标准定位量杆包括一体成形的测量部、颈部、上定位部和下定位部,其中测量部用于套设在锥齿轮中,下定位部套设在弹簧中并和第三定位孔相连。本发明通过对测量部的直接测量,就可以判断出锥齿轮内孔球端倒角高度是否在设计值的变化范围