
间接测量差速锥齿轮内孔止口角度检具.pdf

小沛****文章


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

间接测量差速锥齿轮内孔止口角度检具.pdf
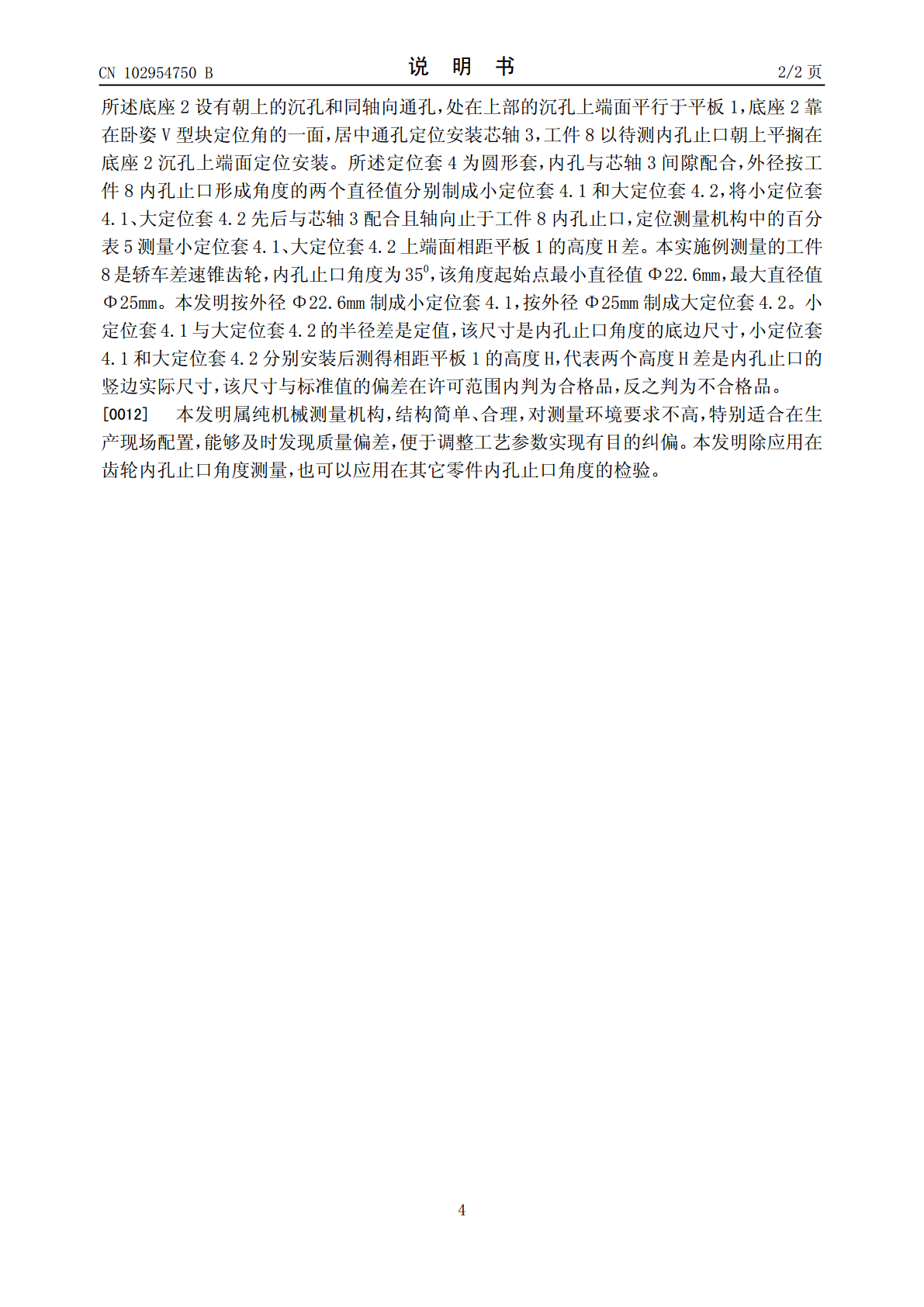
本发明公开了一种间接测量差速锥齿轮内孔止口角度检具,它包括平板、底座、芯轴、定位套、百分表、表架和V型块。所述底座和V型块分别置放在平板上,卧姿的V型块配装由表架和百分表组成定位测量机构。所述底座设有沉孔和同轴通孔,处在上部的沉孔安装工件,通孔定位安装芯轴。所述定位套内孔与芯轴间隙配合,定位套外径按工件内孔止口形成角度的两个直径值分别制成小定位套和大定位套,将小定位套、大定位套先后与芯轴配合且轴向止于工件内孔止口,定位测量机构中的百分表分别测量小定位套、大定位套上端面相距平板的高度,以高度差判别内孔止口角

通止原理在测量锥齿轮内孔止口深度和角度中的应用.docx
通止原理在测量锥齿轮内孔止口深度和角度中的应用通止原理在测量锥齿轮内孔止口深度和角度中的应用一、引言锥齿轮是一种重要的传动元件,广泛应用于机械传动中。在锥齿轮的制造过程中,需要对其内孔进行测量,包括深度和角度。准确测量锥齿轮内孔的止口深度和角度对保证传动性能至关重要,因此选择合适的测量原理及方法显得尤为重要。本文将阐述通止原理(UniversalStopPrinciple)在测量锥齿轮内孔止口深度和角度中的应用。二、通止原理的原理和特点通止原理是一种基于容器底部引导销的测量原理,其基本原理是通过引导销在内
检测锥齿轮内孔卡簧槽与外端面距离的对比检具.pdf
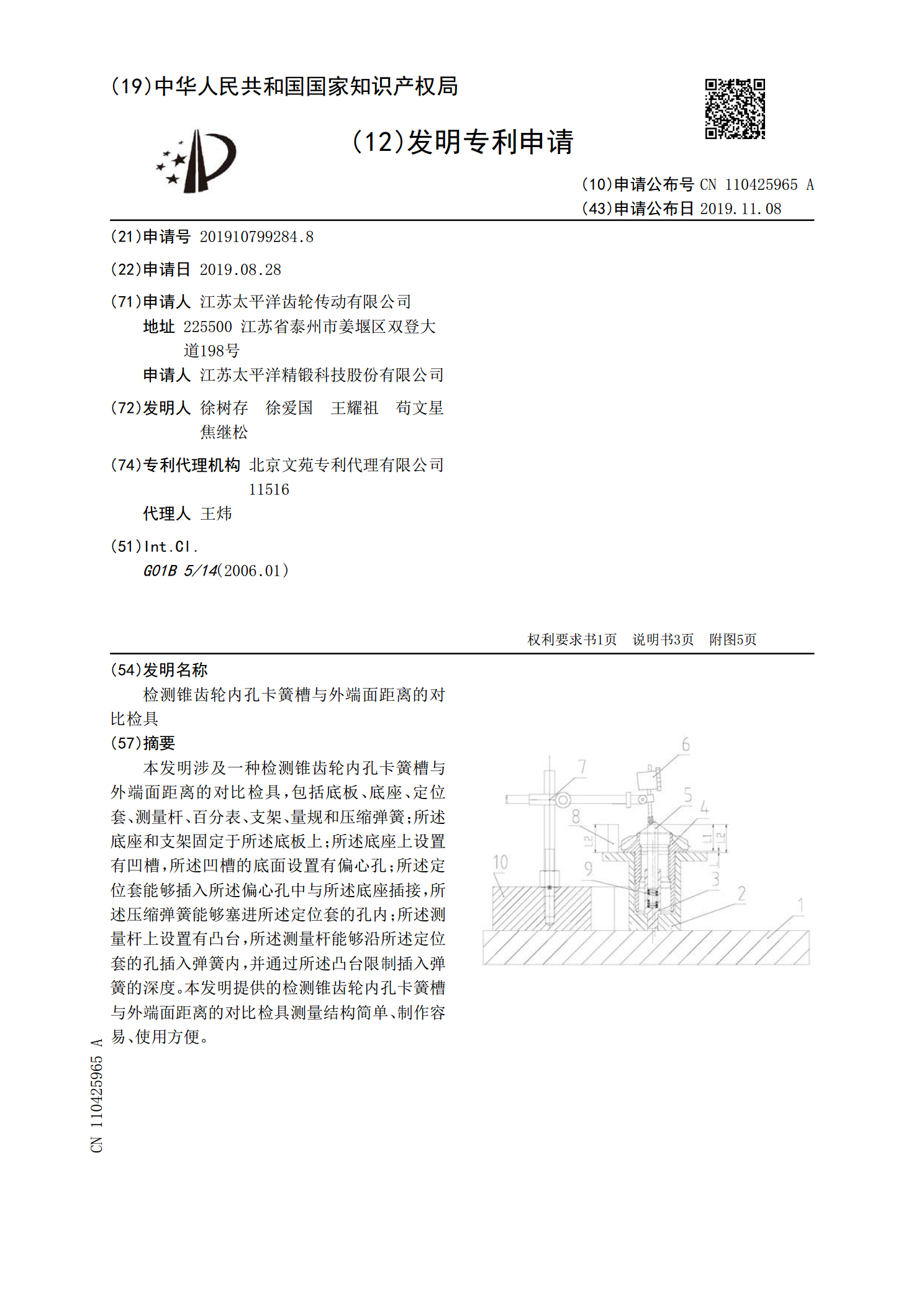
本发明涉及一种检测锥齿轮内孔卡簧槽与外端面距离的对比检具,包括底板、底座、定位套、测量杆、百分表、支架、量规和压缩弹簧;所述底座和支架固定于所述底板上;所述底座上设置有凹槽,所述凹槽的底面设置有偏心孔;所述定位套能够插入所述偏心孔中与所述底座插接,所述压缩弹簧能够塞进所述定位套的孔内;所述测量杆上设置有凸台,所述测量杆能够沿所述定位套的孔插入弹簧内,并通过所述凸台限制插入弹簧的深度。本发明提供的检测锥齿轮内孔卡簧槽与外端面距离的对比检具测量结构简单、制作容易、使用方便。
气缸体缸孔止口深度检具.pdf
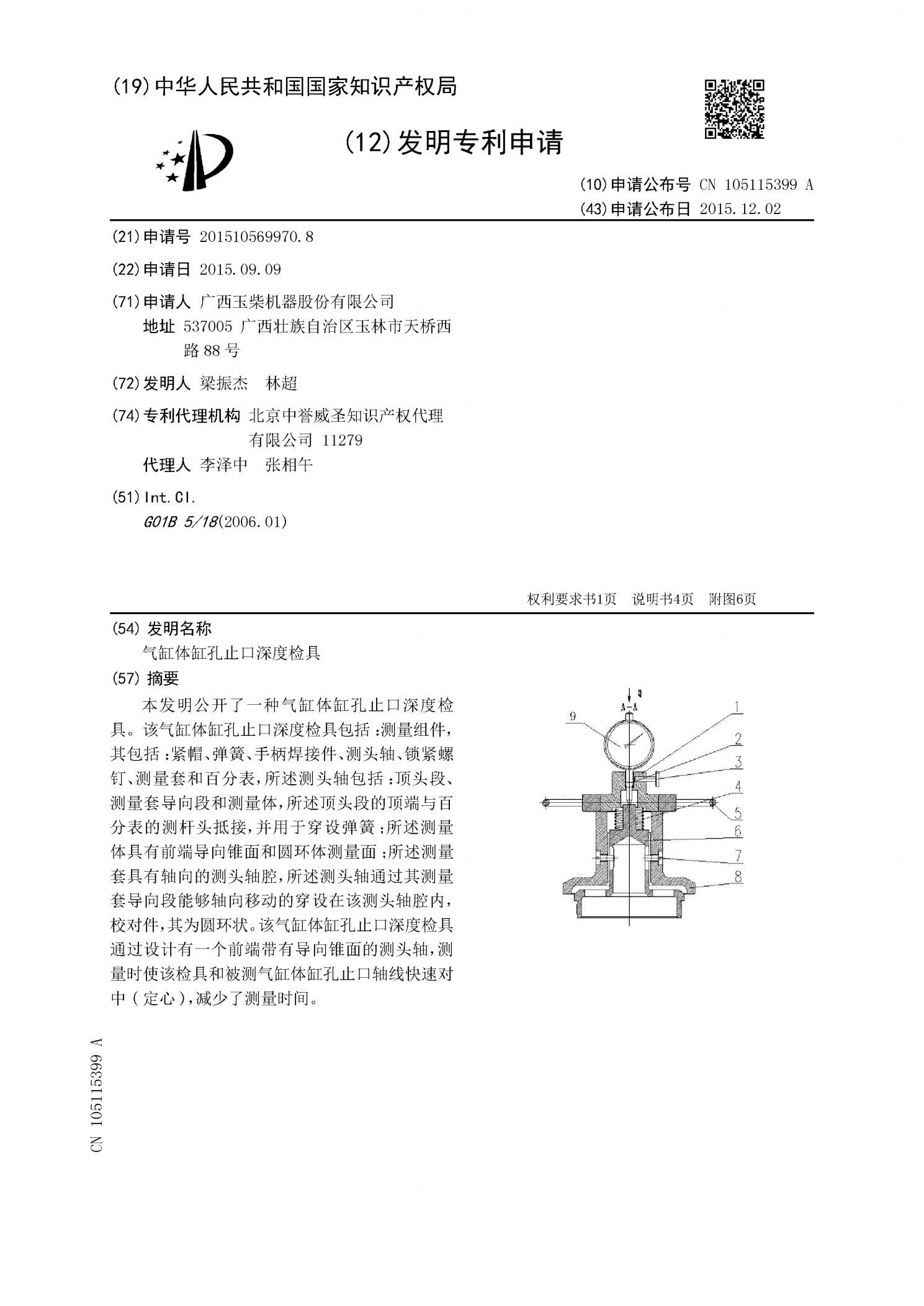
本发明公开了一种气缸体缸孔止口深度检具。该气缸体缸孔止口深度检具包括:测量组件,其包括:紧帽、弹簧、手柄焊接件、测头轴、锁紧螺钉、测量套和百分表,所述测头轴包括:顶头段、测量套导向段和测量体,所述顶头段的顶端与百分表的测杆头抵接,并用于穿设弹簧;所述测量体具有前端导向锥面和圆环体测量面;所述测量套具有轴向的测头轴腔,所述测头轴通过其测量套导向段能够轴向移动的穿设在该测头轴腔内,校对件,其为圆环状。该气缸体缸孔止口深度检具通过设计有一个前端带有导向锥面的测头轴,测量时使该检具和被测气缸体缸孔止口轴线快速对中

锥齿轮内孔圆弧倒角定点检具.pdf
本发明公开了一种锥齿轮内孔圆弧倒角定点检具,它包括表架、量表、钢球和平板。所述量表由表架夹持置放在平板上,量表的表杆端垂直朝下直对待测工件内孔圆弧倒角一面,钢球置放到工件内孔圆弧倒角处自动定位,在平板上移动待测工件使钢球顶部置于量表的表杆端之下构成接触测量结构。测量前先用标准工件与钢球作量表调零处理,然后以此零位置界定待测工件内孔圆弧倒角深度尺寸是否合格。本发明直接量化显示测量结果,测量精度高,便于后续量值调整加工量。