
磁盘用玻璃基板的制造方法.pdf

一只****呀9


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磁盘用玻璃基板的制造方法以及磁盘的制造方法.pdf
本发明提供一种磁盘用玻璃基板的制造方法,能够以高精度形状及高质量精加工玻璃基板的端面。通过以下的第一处理和作为其前工序而进行的第二处理,进行本发明的加工玻璃基板的端面的端面加工处理。第一处理是在使玻璃基板的端面与磁性浆料的块接触的状态下进行加工,该磁性浆料的块是通过使磁力线保持含有磁性体和研磨磨粒的磁性浆料而形成的。第二处理是使用具有槽形状的砂轮,在使玻璃基板相对于该砂轮的槽形状的方向倾斜的状态下进行加工,该槽形状形成为能够同时加工玻璃基板的端面的侧壁面和倒角面这两个面。

磁盘用玻璃基板的制造方法.pdf
本发明提供一种磁盘用玻璃基板的制造方法,在用多个板状玻璃被层压而成的层压体制造磁盘用玻璃基板时,从处理时间的角度看不仅保持通过层压的加工的优点,而且还能将磁盘用玻璃基板内孔的正圆度提高到所要求的水准,在层压体准备工序中,准备多个板状玻璃被层压的层压体(5),在研削工序中,通过使大直径的圆筒状的外周研削砂轮和小直径的圆筒状的内周研削砂轮配置在同轴上的一体型空心钻(20)以轴为中心边旋转边向所述层压体(5)的层压方向移动,由此将所述层压体(5)研削加工成圆筒状,此时,所述内周研削砂轮的粒度号比所述外周研削砂轮

磁盘用玻璃基板的制造方法.pdf
本发明提供一种磁盘用玻璃基板的制造方法,其中,在使用含有包含氧化锆的研磨剂的研磨液对主表面进行研磨时,难以使异物残留于玻璃基板上。所述磁盘用玻璃基板的制造方法包括以下工序:研磨工序,利用研磨液对玻璃基板的表面的至少一部分进行研磨,该研磨液包含以氧化锆为主要成分的磨粒作为研磨剂;清洗工序,对上述研磨工序后的玻璃基板进行清洗;在上述以氧化锆为主要成分的磨粒的表面的一部分形成有作为氧化锆以外的物质的非氧化锆物质,在上述清洗工序中,使上述玻璃基板的经研磨的表面与可溶解上述非氧化锆物质的清洗液接触。
磁盘用基板的制造方法和磁盘的制造方法.pdf
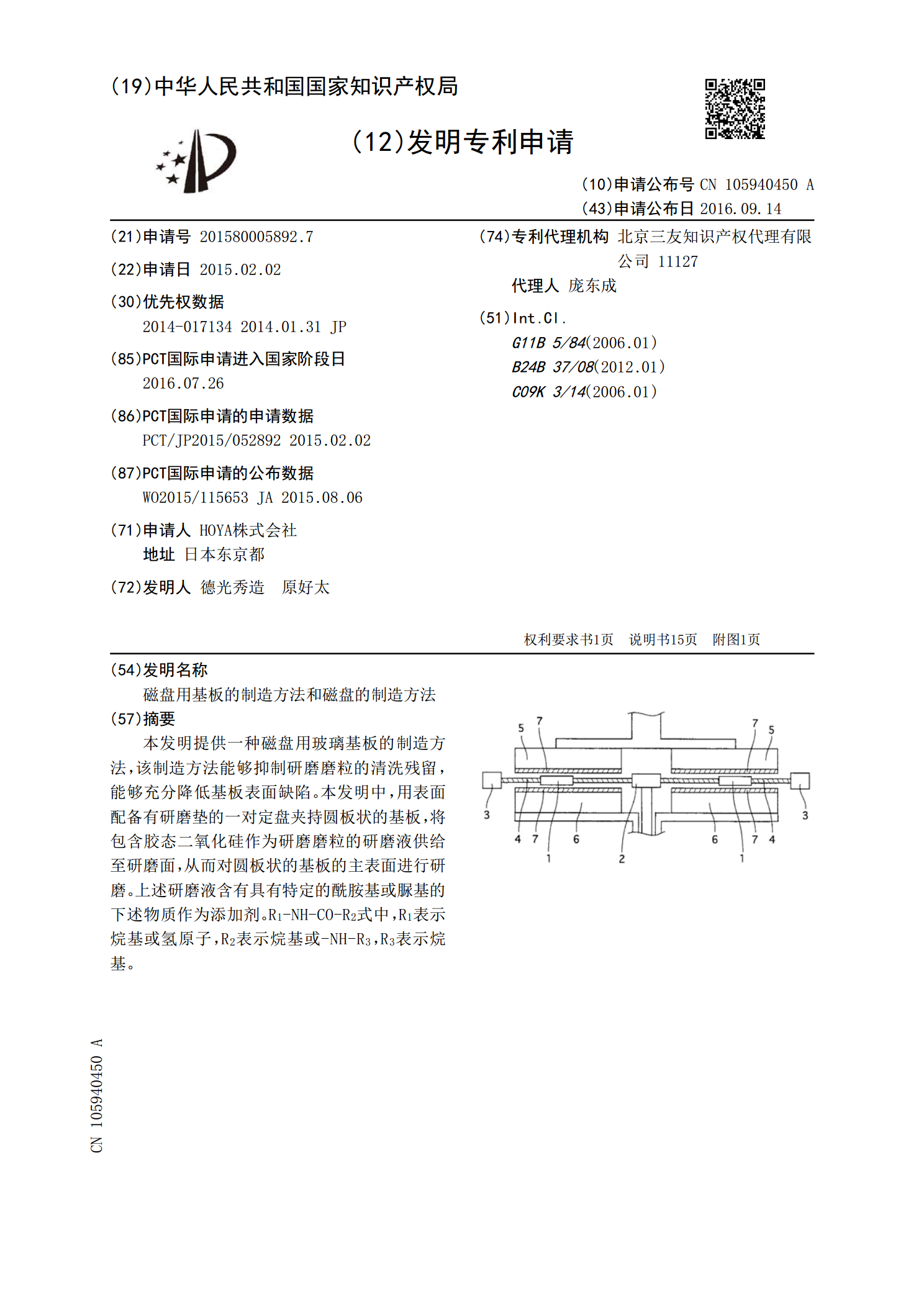
本发明提供一种磁盘用玻璃基板的制造方法,该制造方法能够抑制研磨磨粒的清洗残留,能够充分降低基板表面缺陷。本发明中,用表面配备有研磨垫的一对定盘夹持圆板状的基板,将包含胶态二氧化硅作为研磨磨粒的研磨液供给至研磨面,从而对圆板状的基板的主表面进行研磨。上述研磨液含有具有特定的酰胺基或脲基的下述物质作为添加剂。R
圆环状基板、磁盘用基板及其制造方法、磁盘及其制造方法.pdf
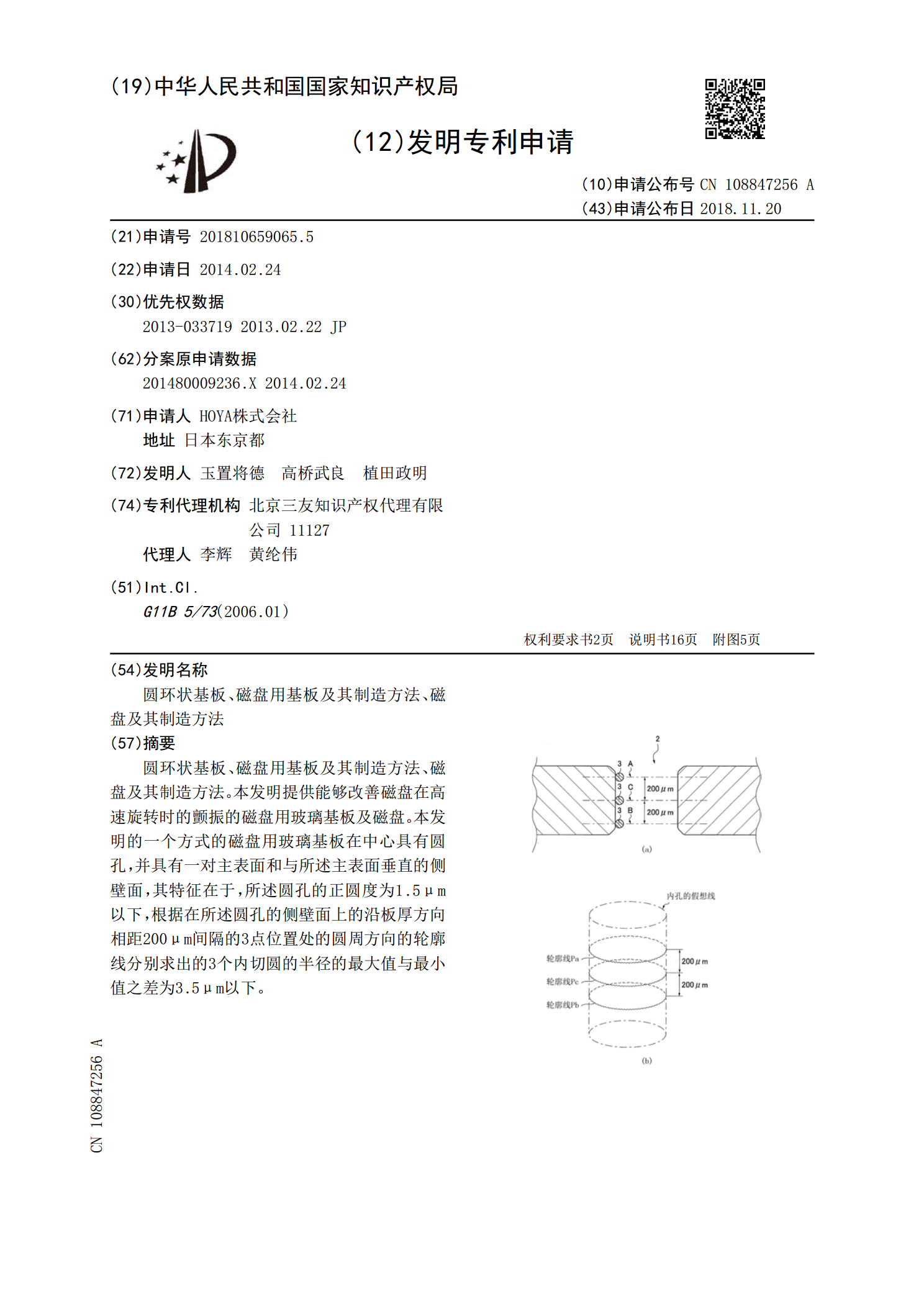
圆环状基板、磁盘用基板及其制造方法、磁盘及其制造方法。本发明提供能够改善磁盘在高速旋转时的颤振的磁盘用玻璃基板及磁盘。本发明的一个方式的磁盘用玻璃基板在中心具有圆孔,并具有一对主表面和与所述主表面垂直的侧壁面,其特征在于,所述圆孔的正圆度为1.5μm以下,根据在所述圆孔的侧壁面上的沿板厚方向相距200μm间隔的3点位置处的圆周方向的轮廓线分别求出的3个内切圆的半径的最大值与最小值之差为3.5μm以下。