
基于展成法渐进式精密挤压成形带内外齿薄壳零件的方法.pdf

努力****幻翠


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于展成法渐进式精密挤压成形带内外齿薄壳零件的方法.pdf
本发明公开了一种基于展成法渐进式精密挤压成形带内外齿薄壳零件的方法,包括以下步骤:步骤A:制作主轴模具和压轮模具;步骤B:设置主轴、同步主轴、同步压轮轴、压轮径向进给轴和压轮轴向进给轴,将主轴模具安装在主轴上,压轮模具安装在同步压轮轴上;步骤C:将所述预成形薄壳坯料安装在主轴模具上,使主轴正转,压轮径向进给轴和压轮轴向进给轴联动进入挤压工位,压轮径向进给轴停止进给,压轮轴向进给轴进给,通过多道次挤压完成带内外齿薄壳零件纵向成形;步骤D:使主轴反转,精旋修外齿形。本发明获得的零件精度高,零件回弹变形小。同时

基于展成法精密挤压成形带内外齿零件的摆动进给机构.pdf
本发明公开了一种基于展成法精密挤压成形带内外齿零件的摆动进给机构,涉及一种齿形零件的挤压设备进给机构,包括主轴模具和压轮模具,所述主轴模具安装于主轴上,压轮模具安装于压轮轴上,压轮轴安装于压轮轴座上,压轮轴座通过销轴与伺服油缸的活塞杆连接,还包括摆动臂,所述摆动臂一端与压轮轴连接,另一端铰接于摆动铰支座上。本发明结构简单,占用空间小,既满足展成运动的特点又满足零件的径向进给,经济成本低,具有很好的实用性。

一种零件内齿精密成形方法.pdf
一种零件内齿精密成形方法,工艺步骤如下:步骤一、下料制坯,制备空心环状或杯状预成形毛坯;步骤二、对预成形毛坯进行软化退火和表面润滑处理;步骤三、将制有精确齿形的成形冲头套入预成形毛坯,并进行二次减径成形,得到一与成形冲头齿形精度相差0.5级-1级的内齿轮毛坯;步骤四、对完成内齿成形的内齿轮毛坯进行机加工或分割后机加工。本发明是一种高效率的内齿类机械零件的内齿成形方法,内齿成形精度高、内在质量好、材料利用率高,在批量生产时可大幅度降低生产成本。本发明不仅节约了大量钢材,还使后续加工量降低,提高了机械加工的效
带底长筒形件精密挤压成形的方法.pdf
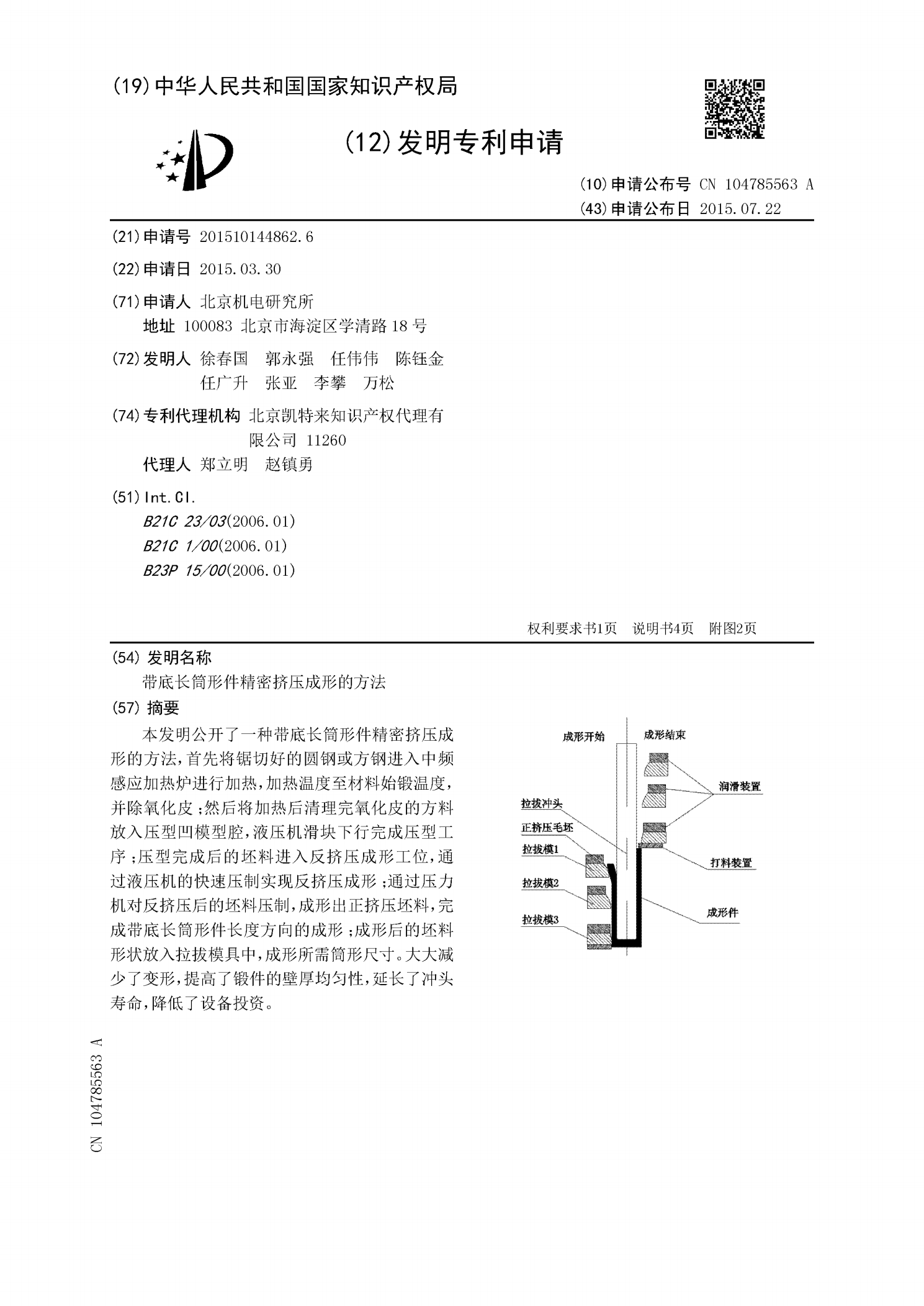
本发明公开了一种带底长筒形件精密挤压成形的方法,首先将锯切好的圆钢或方钢进入中频感应加热炉进行加热,加热温度至材料始锻温度,并除氧化皮;然后将加热后清理完氧化皮的方料放入压型凹模型腔,液压机滑块下行完成压型工序;压型完成后的坯料进入反挤压成形工位,通过液压机的快速压制实现反挤压成形;通过压力机对反挤压后的坯料压制,成形出正挤压坯料,完成带底长筒形件长度方向的成形;成形后的坯料形状放入拉拔模具中,成形所需筒形尺寸。大大减少了变形,提高了锻件的壁厚均匀性,延长了冲头寿命,降低了设备投资。

带内外齿壳体零件的旋压成形新工艺.pdf
本发明公开了一种带内外齿壳体零件的旋压成形新工艺,涉及一种塑性加工方法,包括以下步骤:步骤A:将平板坯料加工成预成形坯料,所述预成形坯料为杯形,其侧壁壁厚大于带内外齿壳体零件的侧壁壁厚;步骤B:制作旋轮和芯模,所述旋轮侧壁表面设置有若干用于成形带内外齿壳体零件外齿的轮齿,所述芯模侧壁表面设置有若干用于成形带内外齿壳体零件内齿的轮齿;步骤C:将预成形坯料套在芯模上,使预成形坯料与芯模同步转动,同时使旋轮同步与芯模相向转动,并沿轴向向靠近芯模的方向进给,完成带内外齿壳体零件的旋压成形。本发明工艺步骤简单,生产