
转子热处理工艺的探讨.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

转子热处理工艺的探讨.docx
转子热处理工艺的探讨随着现代机械工业的进步,转子作为夹在机器中间的一项重要部件,随着其应用领域和载荷要求的不断增加,转子的质量和性能也得到了进一步地提升。然而在转子的加工过程中,一些不可避免的因素会影响其质量,比如材料的选择以及制造工艺等方面。在制造过程中,热处理是保障转子质量的重要工艺之一,下文就转子热处理工艺的探讨进行阐述。一、热处理对转子性能的影响热处理作为机械制造中最常见的工艺之一,其主要目的就是通过控制热作用温度、时间等参数来改善材料性能。对于转子材料热处理,通常使用退火、正火、淬火、等离子渗碳

转子加工工艺探讨.docx
转子加工工艺探讨转子加工工艺探讨摘要:转子是一种重要的旋转部件,其加工工艺的优化对于提高转子产品的质量和性能具有重要意义。本文将对转子加工工艺进行探讨,包括转子材料选择、加工工艺流程和加工参数等方面的内容,旨在提供一种有效的方法来改善转子的加工质量和效率。1.引言转子是一种旋转部件,广泛应用于风力发电、航空航天等领域。转子的加工工艺对其性能和质量起着至关重要的作用。本文将对转子加工工艺进行探讨,提出一种优化的转子加工方案。2.转子材料选择转子通常采用高强度合金材料制造,如铝合金、钛合金等。在选择转子材料时
增压器转子轴热处理工艺.pdf
本发明的增压器转子轴热处理工艺,包括以下工艺过程:1、首先将转子轴毛坯放入回火炉中;2、将回火炉的温度设定为600°—700°,将工件在回火炉中回火3.5—4.5小时;3、回火完成后,把工件放在常温环境中自然冷却。采用本发明的热处理工艺生产出的转子轴掉片问题得到了明显的改进,由原来的0.5%降到了0.1‰,不仅节约了人力,同时也减少了损失,使用寿命也有了很大的提高。
增压器转子轴热处理工艺.pdf
本发明提供一种增压器转子轴热处理工艺,包括以下步骤:a1、对转子轴表面去油污、水和氧化皮;a2、去应力退火:工件在炉中加热到温度为500~650℃时,保温20~60分钟,工件出炉空冷;a3、完全退火:工件在炉中加热到温度为680~700℃时,保温30~240分钟,或者加热温度达到700℃以上,保温15~20分钟,工件出炉更慢冷;a4、真空退火:工件在真空度大于等于5×10‑4mmHg的炉中加热到温度为680~700℃时,保温40~60分钟,工件随炉冷却至100~150℃出炉空冷;a5、固溶处理工艺:工件在
一种转子锻件的热处理工艺.pdf
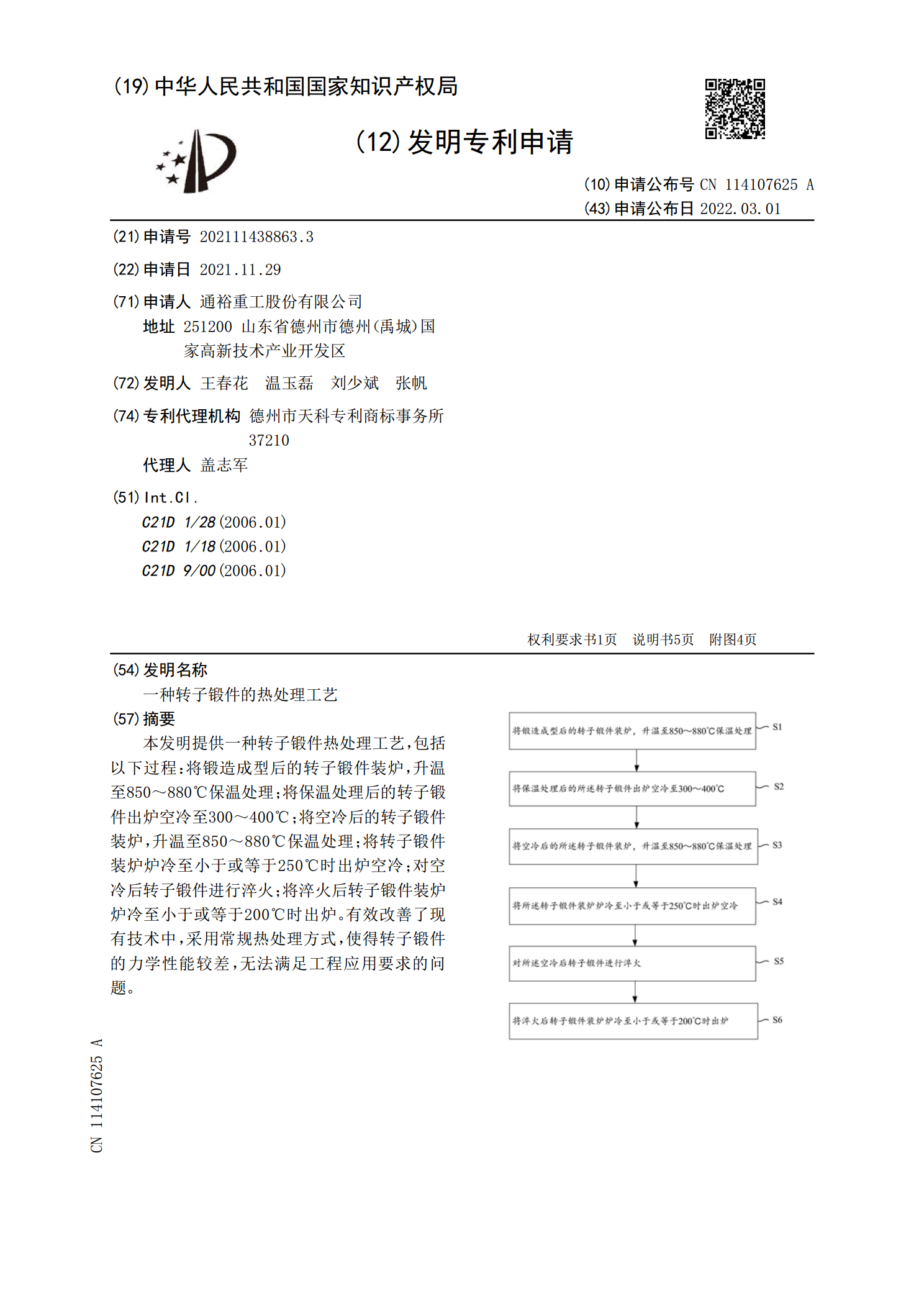
本发明提供一种转子锻件热处理工艺,包括以下过程:将锻造成型后的转子锻件装炉,升温至850~880℃保温处理;将保温处理后的转子锻件出炉空冷至300~400℃;将空冷后的转子锻件装炉,升温至850~880℃保温处理;将转子锻件装炉炉冷至小于或等于250℃时出炉空冷;对空冷后转子锻件进行淬火;将淬火后转子锻件装炉炉冷至小于或等于200℃时出炉。有效改善了现有技术中,采用常规热处理方式,使得转子锻件的力学性能较差,无法满足工程应用要求的问题。