
一种铸旋铝合金轮毂轮辋旋压成形方法.pdf

康佳****文库

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸旋铝合金轮毂轮辋旋压成形方法.pdf
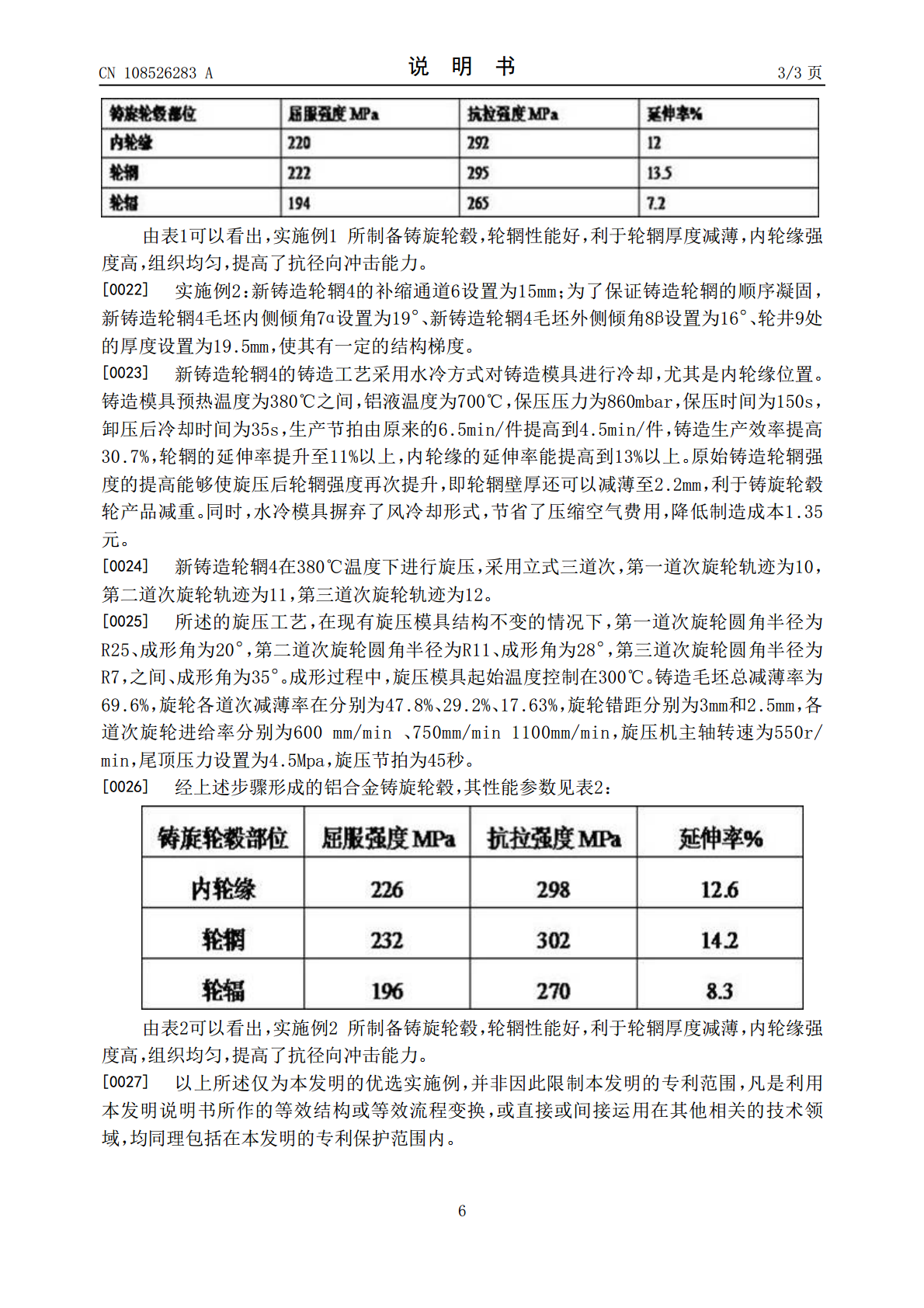
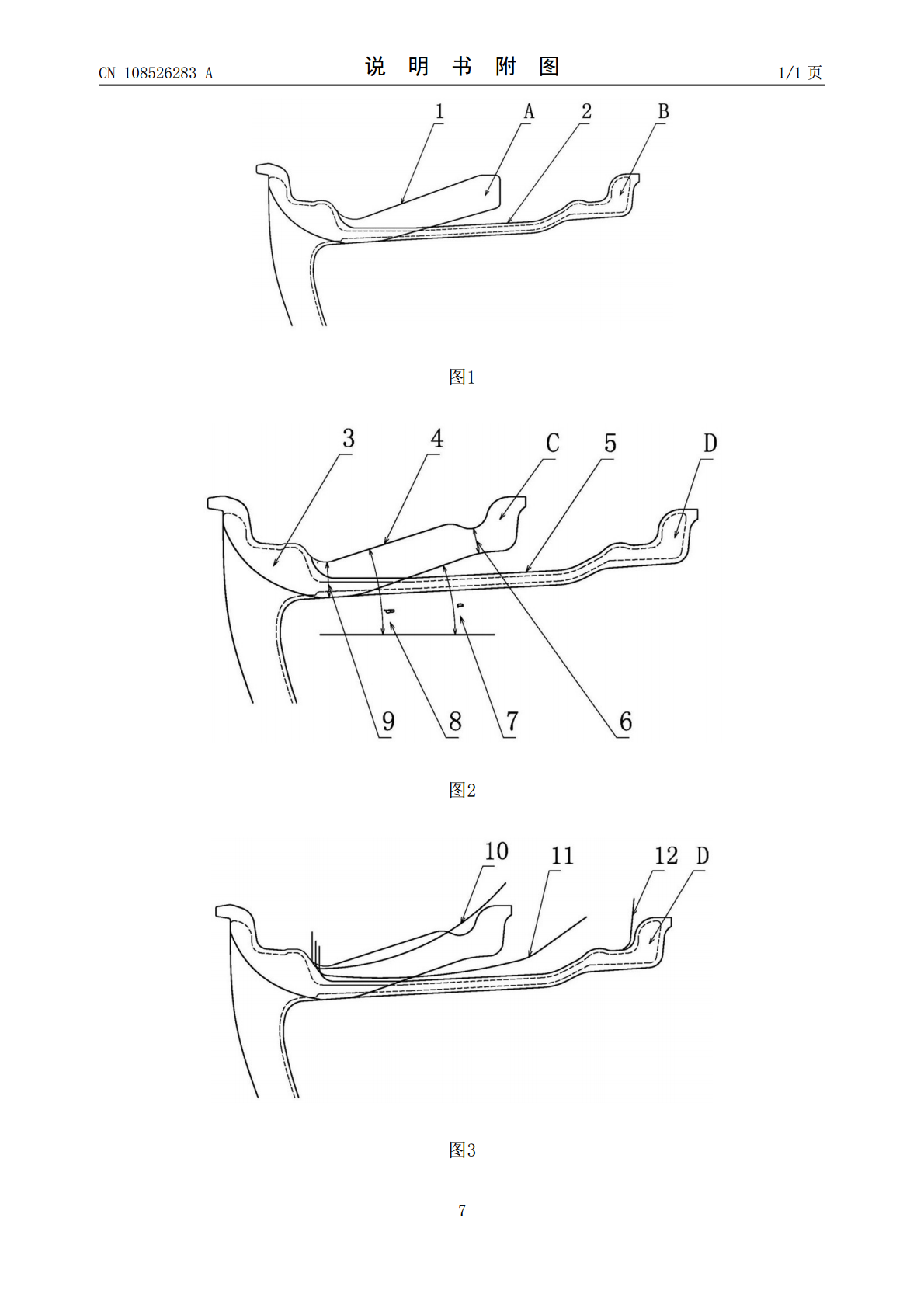
本发明公开了一种铸旋铝合金轮毂轮辋成形方法,即轮毂的轮辐和内轮缘为铸态,轮辋中间为旋压态组织的特殊旋压复合加工方法。它能够保持内轮缘处的性能、强度及铸态组织不被破坏,能够有效地提高铸旋轮毂在内轮缘处的抗冲击能力,防止径向冲击时铸旋轮毂内轮缘开裂,并提高轮辋旋压组织的性能,利于轮辋减薄,实现轮辋的轻量化。

一种铝合金轮辋空腔旋压模具及空腔旋压方法.pdf
本发明提供了一种铝合金轮辋空腔旋压模具及方法,其包括下模(1)、顶料器(2)、上尾顶(3)、旋压毛坯(4)、定位凸台(4-1)、上模(5)、连接螺栓(6)和链接套筒(7),其特征在于:顶料器(2)安装下模(1)上,上尾顶(3)安装在上模(5)中,上模(5)通过连接螺栓(6)与链接套筒(7)连接;下模(1)在待加工轮毂毛坯的接触面上包括定位凸台(4-1);并且下模(1)的顶面与待加工轮毂毛坯的轮盘面贴合,且与待加工轮毂的轮辋之间有间隙。本发明的模具和方法的优点在于,开创了一种新的铝合金旋压方法,为企业工艺技
一种铝合金轮毂强力旋压加工成形方法及脱模机构.pdf
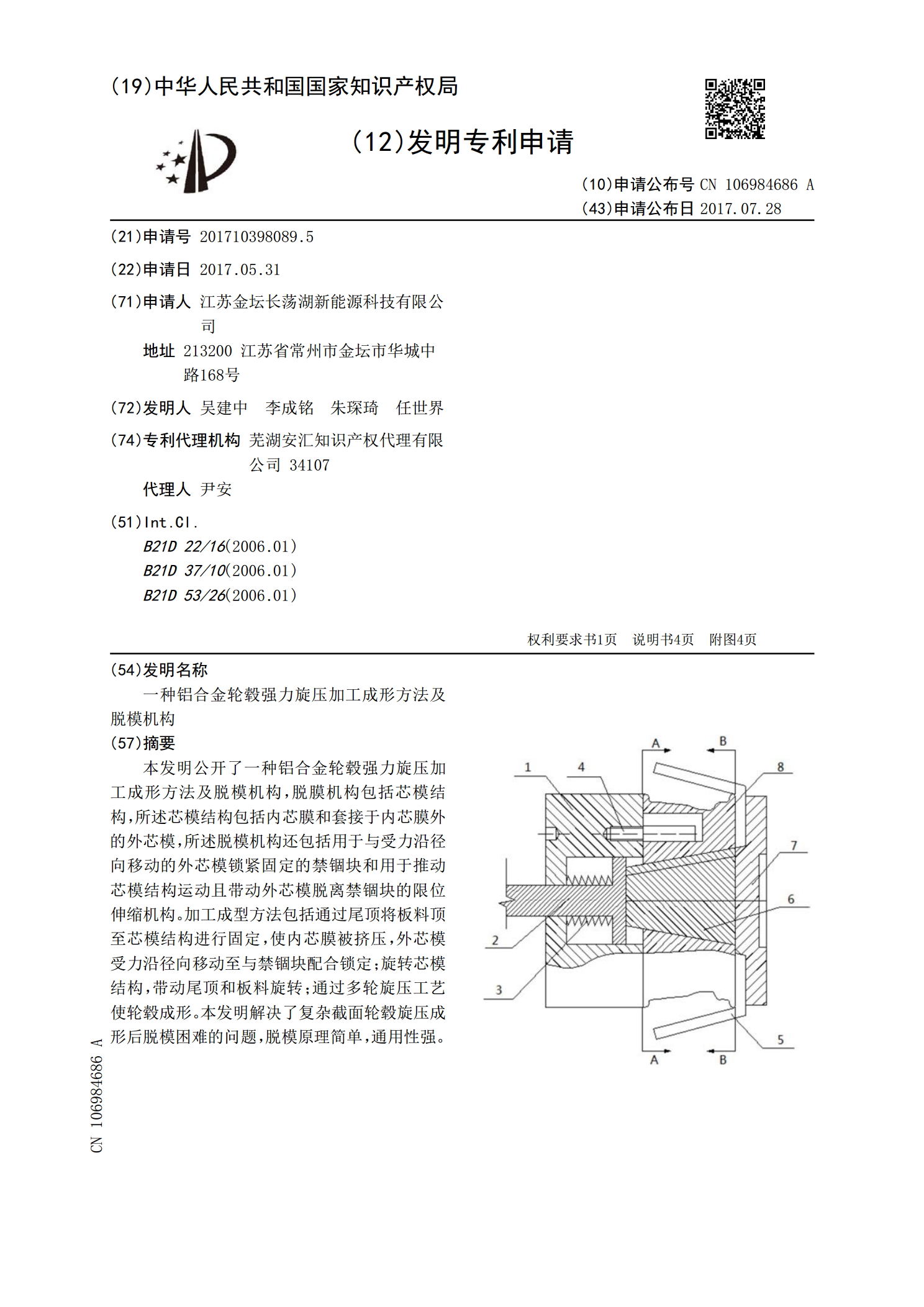
本发明公开了一种铝合金轮毂强力旋压加工成形方法及脱模机构,脱膜机构包括芯模结构,所述芯模结构包括内芯膜和套接于内芯膜外的外芯模,所述脱模机构还包括用于与受力沿径向移动的外芯模锁紧固定的禁锢块和用于推动芯模结构运动且带动外芯模脱离禁锢块的限位伸缩机构。加工成型方法包括通过尾顶将板料顶至芯模结构进行固定,使内芯膜被挤压,外芯模受力沿径向移动至与禁锢块配合锁定;旋转芯模结构,带动尾顶和板料旋转;通过多轮旋压工艺使轮毂成形。本发明解决了复杂截面轮毂旋压成形后脱模困难的问题,脱模原理简单,通用性强。
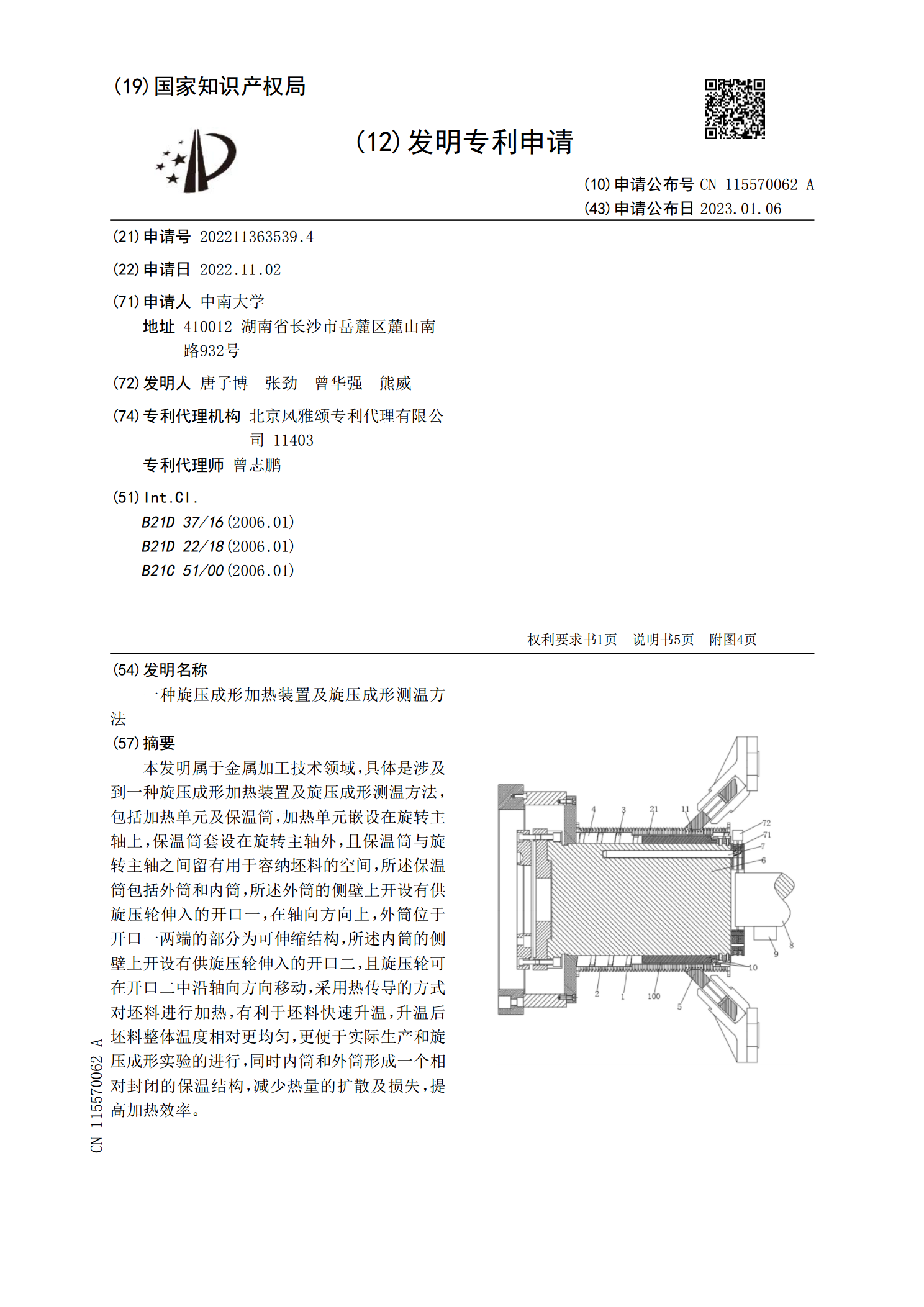
一种旋压成形加热装置及旋压成形测温方法.pdf
本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动,采用热传导的方式对坯料进行加热,有利于坯料快速升温,升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验
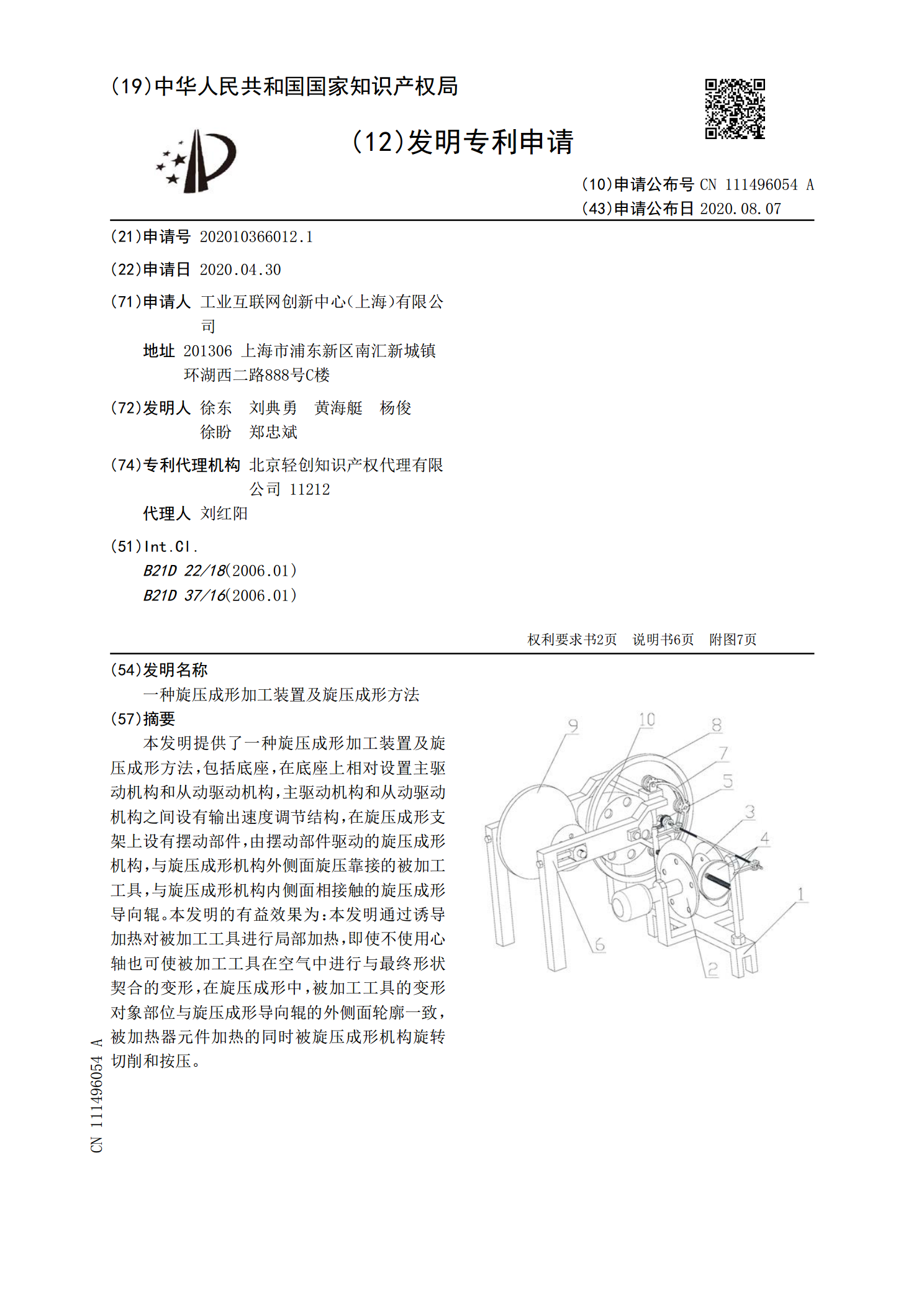
一种旋压成形加工装置及旋压成形方法.pdf
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加