
开式整体叶盘快速换刀装置.pdf

一只****爱敏


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
开式整体叶盘快速换刀装置.pdf
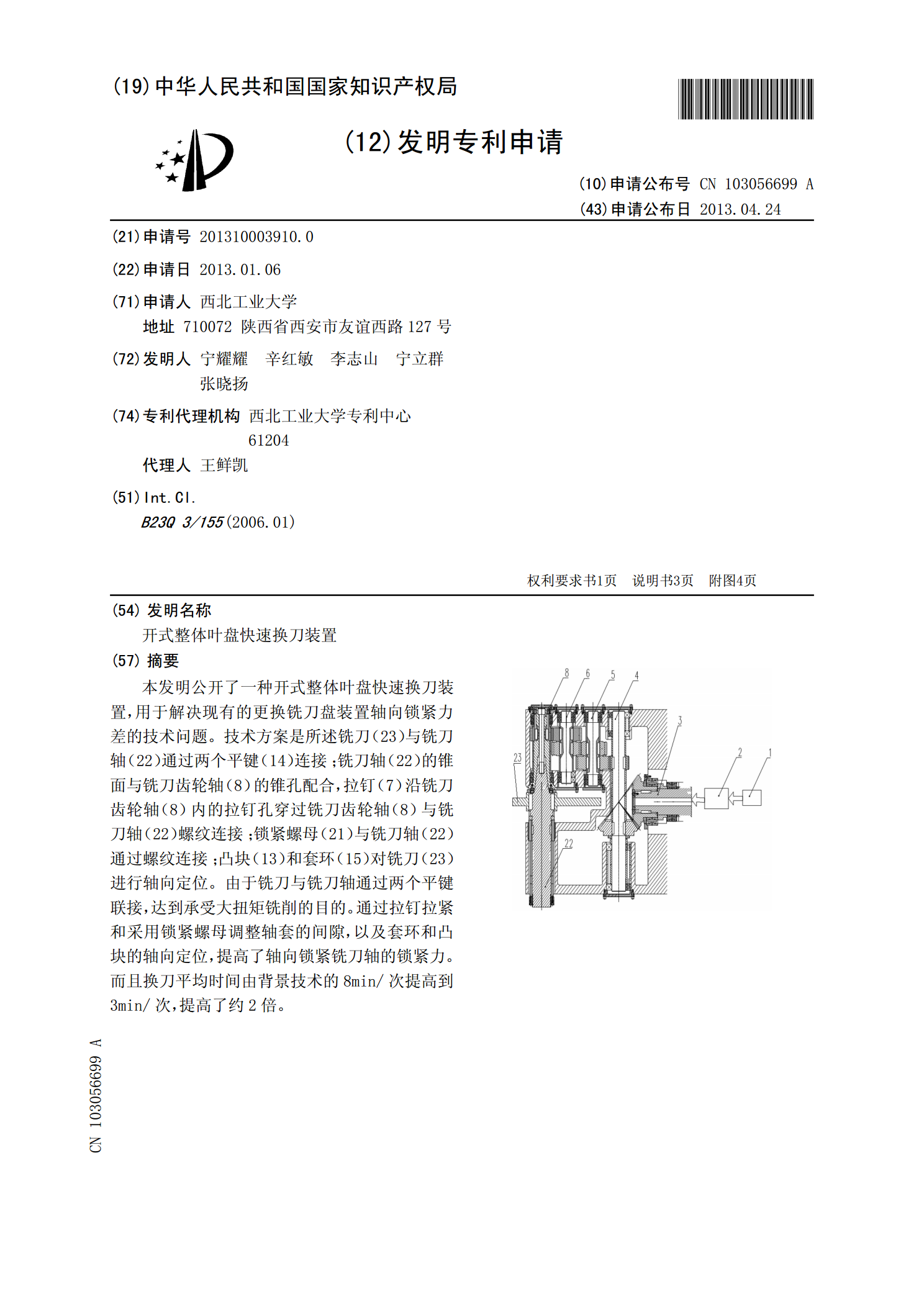
本发明公开了一种开式整体叶盘快速换刀装置,用于解决现有的更换铣刀盘装置轴向锁紧力差的技术问题。技术方案是所述铣刀(23)与铣刀轴(22)通过两个平键(14)连接;铣刀轴(22)的锥面与铣刀齿轮轴(8)的锥孔配合,拉钉(7)沿铣刀齿轮轴(8)内的拉钉孔穿过铣刀齿轮轴(8)与铣刀轴(22)螺纹连接;锁紧螺母(21)与铣刀轴(22)通过螺纹连接;凸块(13)和套环(15)对铣刀(23)进行轴向定位。由于铣刀与铣刀轴通过两个平键联接,达到承受大扭矩铣削的目的。通过拉钉拉紧和采用锁紧螺母调整轴套的间隙,以及套环和凸
浅谈快速自动换刀装置.pdf
浅谈快速自动换刀装置TalkaboutQuickSpeedAutomaticToolsChanger北京机械工业学院(100085)王科社杨庆东孙志永【摘要】快速自动换刀装置是高速加工中心的重要组成部分,这里简要介绍自动换刀装置换刀时间的计量方法,并说明什么是快速自动换刀装置;介绍了目前实现快速换刀的各种途径,还介绍了国内外快速自动换刀装置在加工中心上的应用情况和具体的刀对刀换刀时间、切屑对切屑换刀时间。从而可看出快速自动换刀装置的发展情况。关键词加工中心自动换刀装置高速切削Keywordsmachini

开式整体叶盘鼓形刀叶片精加工刀路规划研究.docx
开式整体叶盘鼓形刀叶片精加工刀路规划研究开式整体叶盘鼓形刀叶片精加工刀路规划研究一、引言开式整体叶盘鼓形刀是工业制造中常用的切削工具,在航空航天、汽车、机械等行业中有着广泛的应用。为了提高刀具的切削质量和工作效率,精确的刀路规划非常重要。本论文将对开式整体叶盘鼓形刀叶片的精加工刀路规划进行深入研究,探讨刀路规划对加工质量和效率的影响。二、开式整体叶盘鼓形刀叶片的结构和加工特点开式整体叶盘鼓形刀叶片由刀柄和刀片组成,刀柄用来固定刀片,并通过机械加工装置在工件上进行切削。刀片的形状和刀具材料的选择对切削过程的

一种叶盘加工中心刀库及换刀方法.pdf
本发明提供一种叶盘加工中心刀库,包括T2轴回转组件和A轴回转组件,所述T2轴回转组件能够沿T1轴运动,当所述摆头的轴线与所述刀盘所在平面平行,或处于所述刀盘所在平面时,所述摆头轴线与所述刀盘直线轴平行或重合。本发明还提供一种叶盘加工中心换刀方法,无需使用机械手等复杂设备,依靠机床Z轴、Y轴以及T1轴的相互配合就可以完整的实现换刀过程,而且在换刀过程中,刀具的抓取和松脱的动作,仅通过单一直线轴运动配合即可实现,大幅降低了换刀动作的复杂性,使机床换刀逻辑更为简洁,操控易于实现,而且结构简单,稳定性好,易于维修

舵叶镗孔快速退刀装置.pdf
本发明涉及一种舵叶镗孔快速退刀装置,它包括支架(1),所述支架(1)右侧沿水平方向设置有齿轮轴套(2),所述支架(1)和齿轮轴套(2)上穿装有齿轮轴(3),所述齿轮轴(3)左端固定设置有大伞齿轮(7),所述齿轮轴(3)右端设置有手轮(10),所述手轮(10)上设置有第一手柄(11),所述支架(1)上竖直设置有小齿轴(5),所述小齿轴(5)上固定设置有小伞齿轮(6),所述小伞齿轮(6)与大伞齿轮(7)相啮合,所述小齿轴(5)下端设置有传动方榫(15)。本发明一种舵叶镗孔快速退刀装置,其结构简单,制作方便,大