
舵叶镗孔快速退刀装置.pdf

St****12

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

舵叶镗孔快速退刀装置.pdf
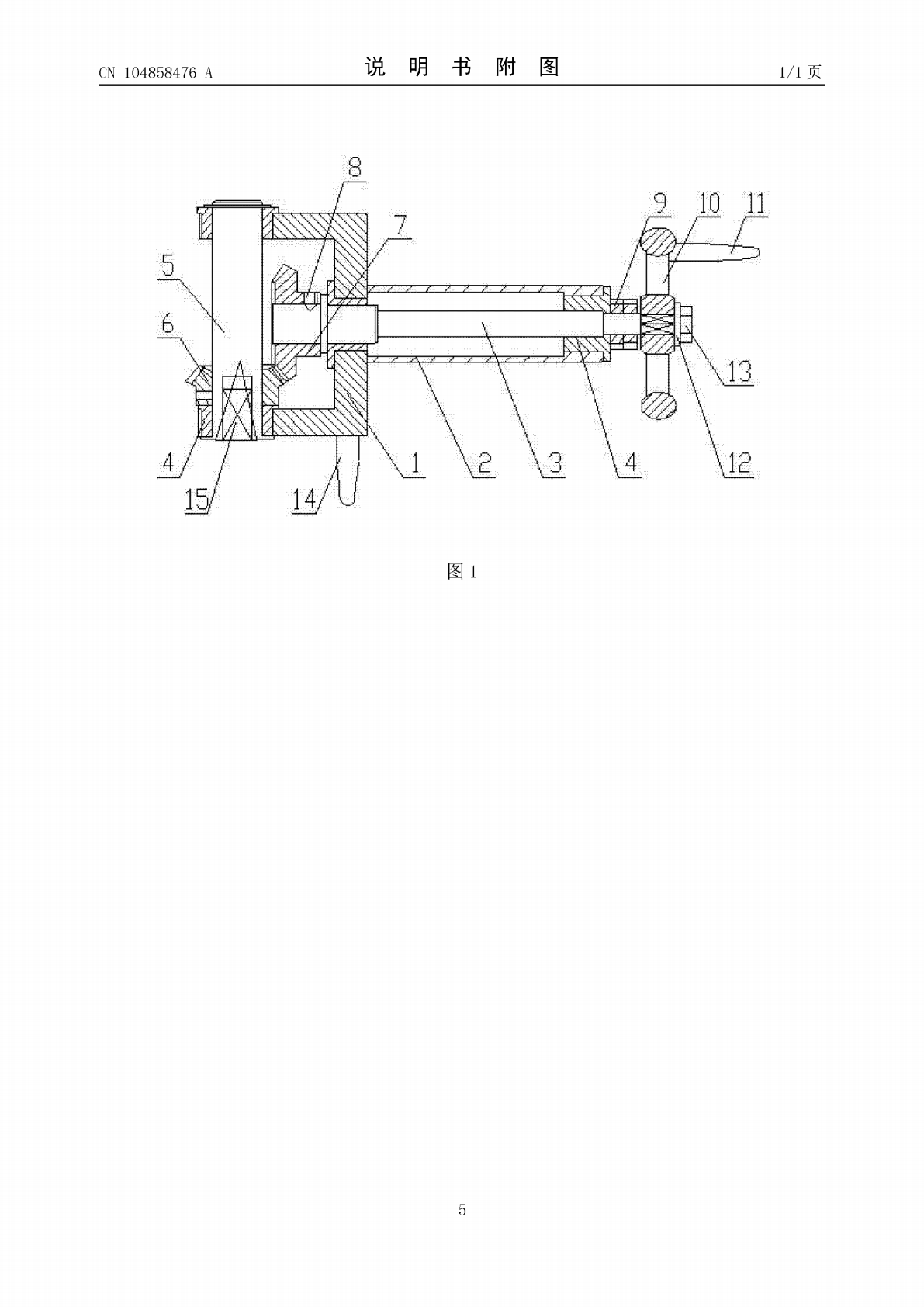
本发明涉及一种舵叶镗孔快速退刀装置,它包括支架(1),所述支架(1)右侧沿水平方向设置有齿轮轴套(2),所述支架(1)和齿轮轴套(2)上穿装有齿轮轴(3),所述齿轮轴(3)左端固定设置有大伞齿轮(7),所述齿轮轴(3)右端设置有手轮(10),所述手轮(10)上设置有第一手柄(11),所述支架(1)上竖直设置有小齿轴(5),所述小齿轴(5)上固定设置有小伞齿轮(6),所述小伞齿轮(6)与大伞齿轮(7)相啮合,所述小齿轴(5)下端设置有传动方榫(15)。本发明一种舵叶镗孔快速退刀装置,其结构简单,制作方便,大
舵叶锥孔镗孔装置.pdf
本发明公开了一种舵叶锥孔镗孔装置,涉及舵叶锥孔加工装置领域。舵叶锥孔镗孔装置,包括镗杆本体,镗杆本体下表面为水平面,上表面为斜面结构;镗杆本体两端分别固定有传动轴,传动轴通过轴承座安装在支撑架上;镗杆本体右侧传动轴与第一驱动装置连接,镗杆本体左侧的传动轴与调整块连接;螺栓穿过镗杆本体侧面的腰型孔和轨道侧面的安装孔将轨道固定在镗杆本体上;轨道上设置有刀架,刀架上装有车刀,刀架下端设置有丝杠,丝杠右端与第二驱动装置连接。本发明实现刀架轴向移动和径向转动自动化间歇式配合,工作效率高,结合镗杆本体的斜面结构,调节

精镗孔的定位与退刀工装-.doc
机电之家-中国机电行业门户网〔://jdzj〕精镗孔的定位与退刀工装河南省南阳柴油机厂批量生产SD-709轿车空调压缩机气缸体(图1)其材料为ACD10(高强度铝合金),加工工艺为两端面粗精车后,镗出f22+0.05中心孔,并与此孔及一个端面为基准,粗、精镗气缸孔,粗镗时确保7-f29.3+0.05+0.02孔镗圆,并给精镗留出合适的余量即可。下面介绍精镗7-f29.3+0.05+0.02孔时的定位与退刀工装。图11气缸孔精镗时的定位由于气缸孔有较严格的形位公差要求,所以采纳
舵叶锥孔现场加工镗孔机.pdf
本发明涉及一种舵叶锥孔现场加工镗孔机,具体地说是用于加工船舶舵叶锥孔的,属于镗孔机技术领域。其主要包括电动机、齿轮、首支撑轴承座、跟刀架、斜度板、主轴、尾支撑轴承座进刀丝杆、行星调速装置、车刀和滑动开合螺母。所述电动机上连接齿轮,齿轮与紧固在主轴端部的连接齿轮啮合连接。所述主轴首尾两端安装在首支撑轴承座和尾支撑轴承座上。所述主轴内通过螺栓固定斜度板。所述主轴上还设有丝杆孔,丝杆孔内安装进刀丝杆。所述主轴上安装滑动开合螺母,滑动开合螺母内侧与进刀丝杆通过螺纹连接。所述滑动开合螺母上安装跟刀架。本发明结构简单
开式整体叶盘快速换刀装置.pdf
本发明公开了一种开式整体叶盘快速换刀装置,用于解决现有的更换铣刀盘装置轴向锁紧力差的技术问题。技术方案是所述铣刀(23)与铣刀轴(22)通过两个平键(14)连接;铣刀轴(22)的锥面与铣刀齿轮轴(8)的锥孔配合,拉钉(7)沿铣刀齿轮轴(8)内的拉钉孔穿过铣刀齿轮轴(8)与铣刀轴(22)螺纹连接;锁紧螺母(21)与铣刀轴(22)通过螺纹连接;凸块(13)和套环(15)对铣刀(23)进行轴向定位。由于铣刀与铣刀轴通过两个平键联接,达到承受大扭矩铣削的目的。通过拉钉拉紧和采用锁紧螺母调整轴套的间隙,以及套环和凸