
浅谈快速自动换刀装置.pdf

yy****24


1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
浅谈快速自动换刀装置.pdf
浅谈快速自动换刀装置TalkaboutQuickSpeedAutomaticToolsChanger北京机械工业学院(100085)王科社杨庆东孙志永【摘要】快速自动换刀装置是高速加工中心的重要组成部分,这里简要介绍自动换刀装置换刀时间的计量方法,并说明什么是快速自动换刀装置;介绍了目前实现快速换刀的各种途径,还介绍了国内外快速自动换刀装置在加工中心上的应用情况和具体的刀对刀换刀时间、切屑对切屑换刀时间。从而可看出快速自动换刀装置的发展情况。关键词加工中心自动换刀装置高速切削Keywordsmachini
用于全自动纵切机上的快速换刀装置.pdf
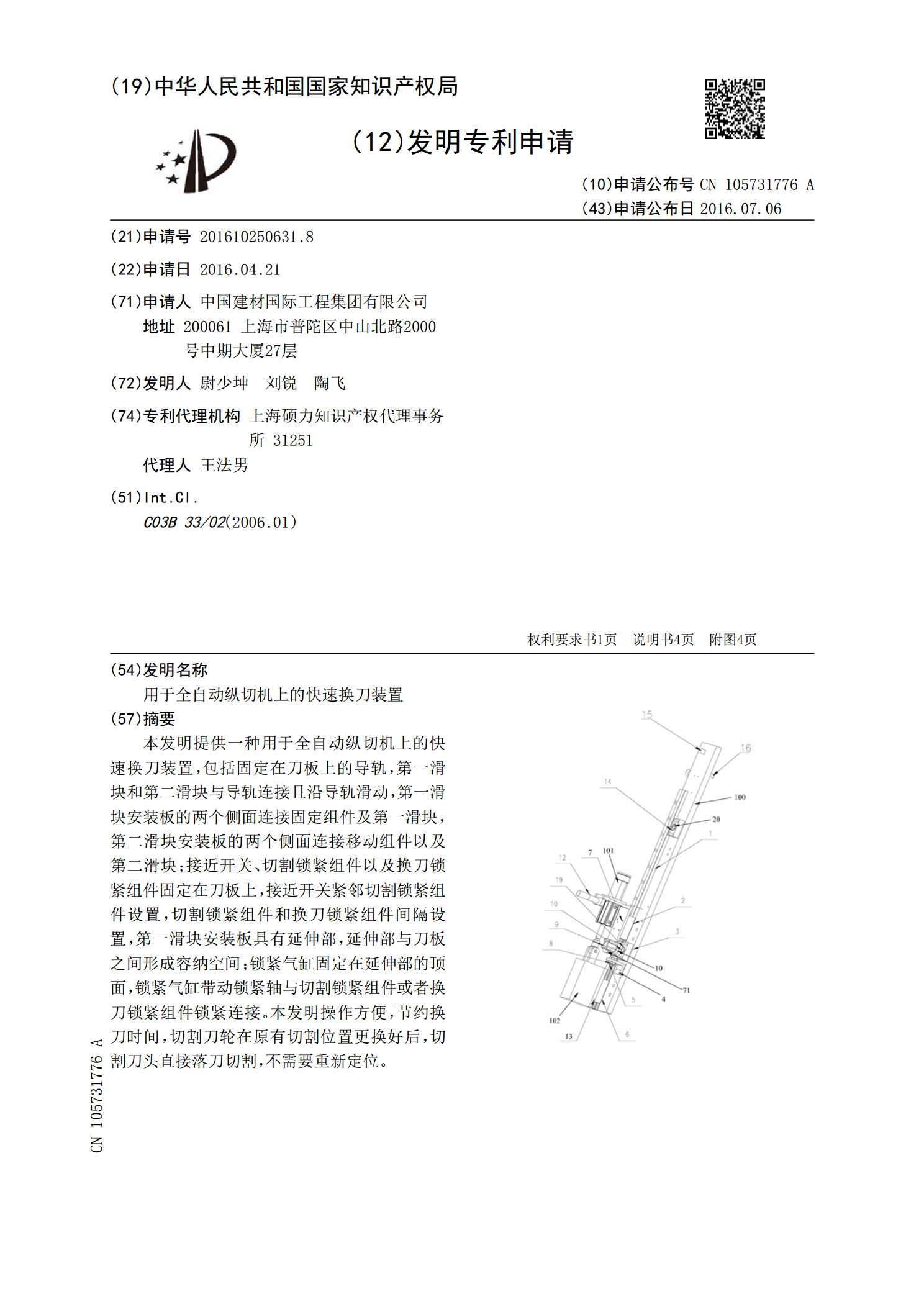
本发明提供一种用于全自动纵切机上的快速换刀装置,包括固定在刀板上的导轨,第一滑块和第二滑块与导轨连接且沿导轨滑动,第一滑块安装板的两个侧面连接固定组件及第一滑块,第二滑块安装板的两个侧面连接移动组件以及第二滑块;接近开关、切割锁紧组件以及换刀锁紧组件固定在刀板上,接近开关紧邻切割锁紧组件设置,切割锁紧组件和换刀锁紧组件间隔设置,第一滑块安装板具有延伸部,延伸部与刀板之间形成容纳空间;锁紧气缸固定在延伸部的顶面,锁紧气缸带动锁紧轴与切割锁紧组件或者换刀锁紧组件锁紧连接。本发明操作方便,节约换刀时间,切割刀轮
自动换刀装置.ppt
2024/8/212024/8/215.1概述一、ATC刀具自动交换为进一步提高数控机床的加工效率,实现一次装夹即可完成多道工序或全部工序加工的方向的发展需求,必须有自动换刀装置,以便选用不同刀具,完成不同工序的加工工艺。自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。45678910111213141516171819图5-8数控车床方刀架结构1-电动机2-联轴器3-蜗杆轴4-蜗轮丝杠5-刀架底座6-粗定位盘7-刀架体8-球头销9-转位套10-电刷座11
自动换刀装置.pdf
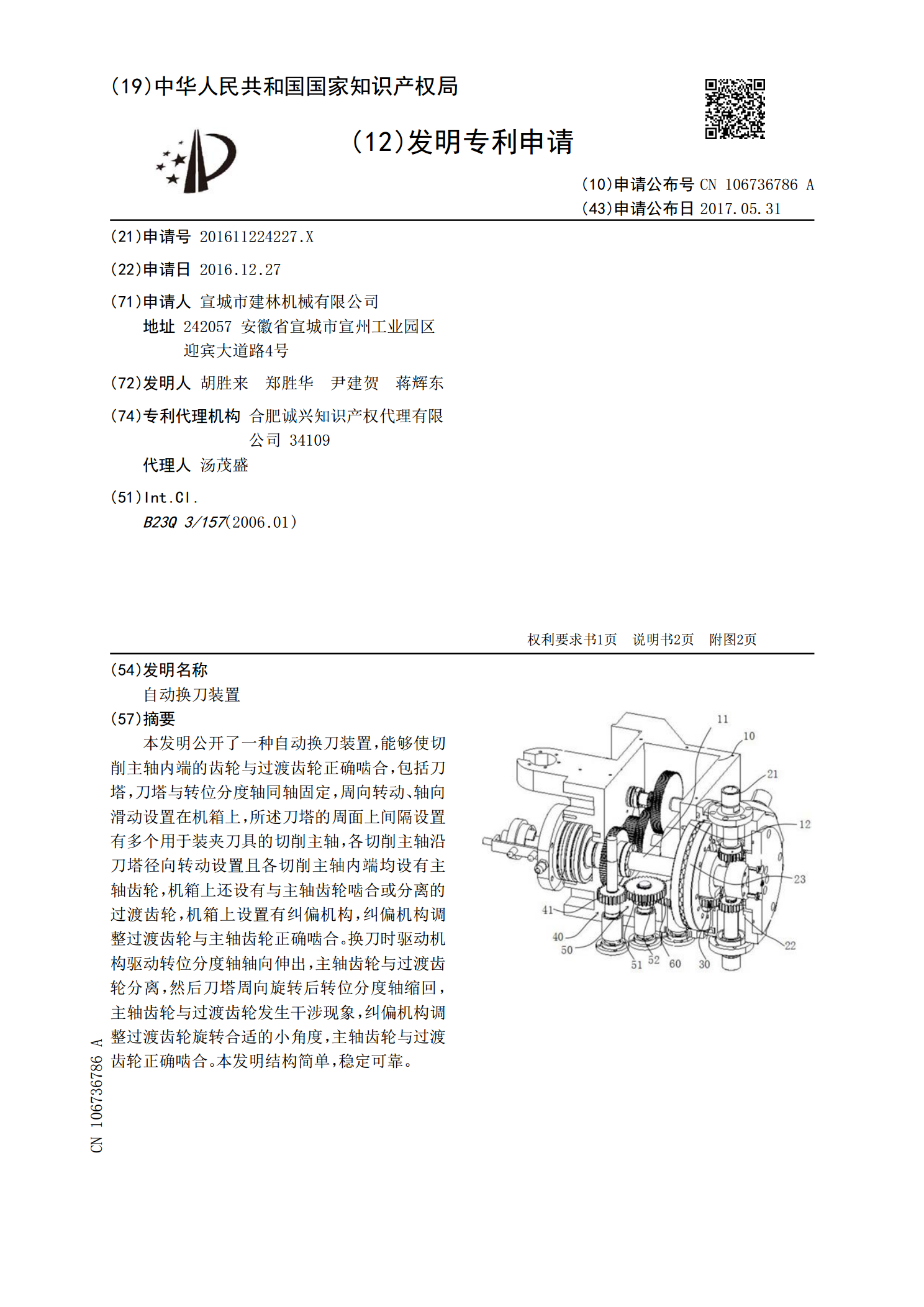
本发明公开了一种自动换刀装置,能够使切削主轴内端的齿轮与过渡齿轮正确啮合,包括刀塔,刀塔与转位分度轴同轴固定,周向转动、轴向滑动设置在机箱上,所述刀塔的周面上间隔设置有多个用于装夹刀具的切削主轴,各切削主轴沿刀塔径向转动设置且各切削主轴内端均设有主轴齿轮,机箱上还设有与主轴齿轮啮合或分离的过渡齿轮,机箱上设置有纠偏机构,纠偏机构调整过渡齿轮与主轴齿轮正确啮合。换刀时驱动机构驱动转位分度轴轴向伸出,主轴齿轮与过渡齿轮分离,然后刀塔周向旋转后转位分度轴缩回,主轴齿轮与过渡齿轮发生干涉现象,纠偏机构调整过渡齿轮

自动换刀装置.pdf
本发明涉及自动化机床的技术领域,尤其涉及一种自动换刀装置。立柱上固定设有上导轨体和下导轨体,上导轨体和下导轨体呈上下连接结构,上导轨体和下导轨体内依次联接安放链结、刀夹体和链节,链节固定在上导轨体和下导轨体上,链结和刀夹体安装固定在链节上,上导轨体和下导轨体上设链轮安装轴,链轮安装轴上连接链轮,上导轨体和下导轨体上固定连接伺服电机和减速机构,减速机构连接链轮对其进行驱动,在上导轨体的边缘设有换刀检测装置。大大提高了刀库的可靠性和生产周期,自动换刀装置的换刀是通过刀库和主轴的配合来完成的。刀库固定,主轴移动