
齿轮轴的成型方法及所用的模具.pdf

斌斌****公主


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮轴的成型方法及所用的模具.pdf
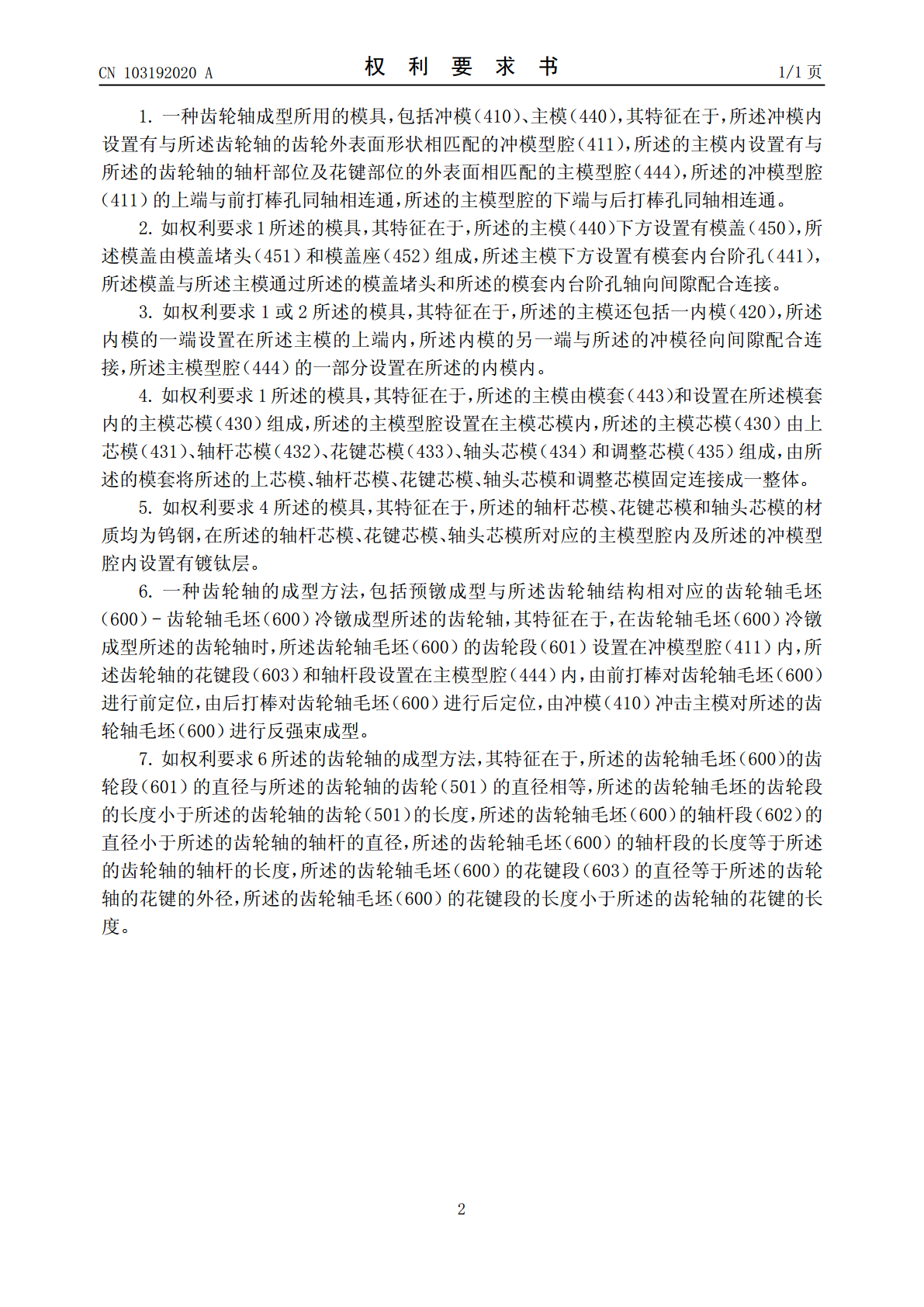
本发明针对现有技术在镦制齿轮轴时加工效率低、加工精度低的不足,提供一种齿轮轴的成型方法及所用的模具,该模具包括冲模和主模,所述冲模内设置有与所述齿轮轴的齿轮外表面形状相匹配的冲模型腔,所述的主模内设置有与所述的齿轮轴的轴杆部位及花键部位的外表面相匹配的主模型腔,所述的冲模型腔的上端与前打棒孔同轴相连通,所述的主模型腔的下端与后打棒孔同轴相连通;镦制时利用反强束,在冲模型腔内成型齿轮,在主模型腔内成型花键和轴杆,采用本发明方法和模具,不仅可一次成型齿轮齿和花键,且得到的齿轮轴直线度高精度等级高,生产效率也得

一种非晶合金齿轮成型方法及所用模具.pdf
本发明提供了一种非晶合金齿轮的成型方法,包括以下步骤后:S1、将齿形镶块安装到成型模具中,齿形镶块与成型模具组合形成模腔;S2、然后将液态非晶合金注入到模具的模腔内,压铸形成齿轮;S3、将齿形镶块与齿轮一起顶出模腔;S4、分开齿形镶块与齿轮;其中,所述齿形镶块至少为两部分,所述齿形镶块的总的齿数与成型的齿轮的齿数相同,齿形镶块组合成的齿面形状与成型的齿轮齿面相反。本发明还提供了一种非晶合金齿轮的成型方法用模具。本发明的方法由于齿面与反型镶块接触,且反型镶块与齿轮一起被顶出模腔,不影响齿面的精度,齿面一次成

热压罐成型工艺所用框架式模具的变形分析.docx
热压罐成型工艺所用框架式模具的变形分析热压罐是在高温和高压条件下制造成型的压力容器,具有稳定性和可承受高压的特性。在热压罐成型工艺中,框架式模具是重要的制造工具之一,能够制造出高精度、高质量的热压罐。然而,框架式模具在使用过程中可能会出现变形,从而影响热压罐的成型效果。框架式模具的变形主要是由于模具自身的材料和结构特性、制造工艺和使用条件等多种因素共同作用所致。因此,为了探究框架式模具的变形原因以及如何避免和解决框架式模具变形问题,本文将从以下几个方面进行分析:一、框架式模具的结构特性框架式模具通常由若干
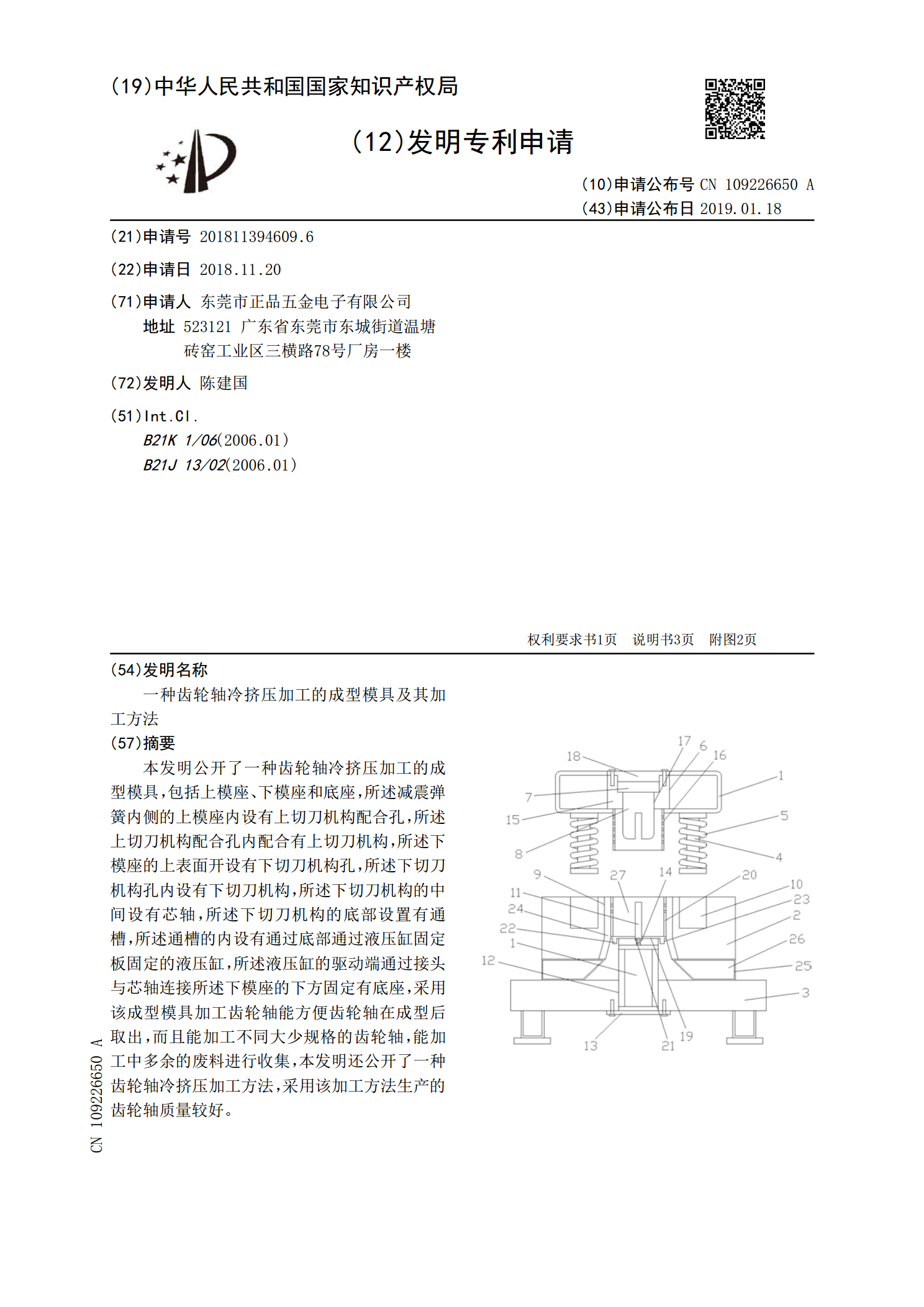
一种齿轮轴冷挤压加工的成型模具及其加工方法.pdf
本发明公开了一种齿轮轴冷挤压加工的成型模具,包括上模座、下模座和底座,所述减震弹簧内侧的上模座内设有上切刀机构配合孔,所述上切刀机构配合孔内配合有上切刀机构,所述下模座的上表面开设有下切刀机构孔,所述下切刀机构孔内设有下切刀机构,所述下切刀机构的中间设有芯轴,所述下切刀机构的底部设置有通槽,所述通槽的内设有通过底部通过液压缸固定板固定的液压缸,所述液压缸的驱动端通过接头与芯轴连接所述下模座的下方固定有底座,采用该成型模具加工齿轮轴能方便齿轮轴在成型后取出,而且能加工不同大少规格的齿轮轴,能加工中多余的废料
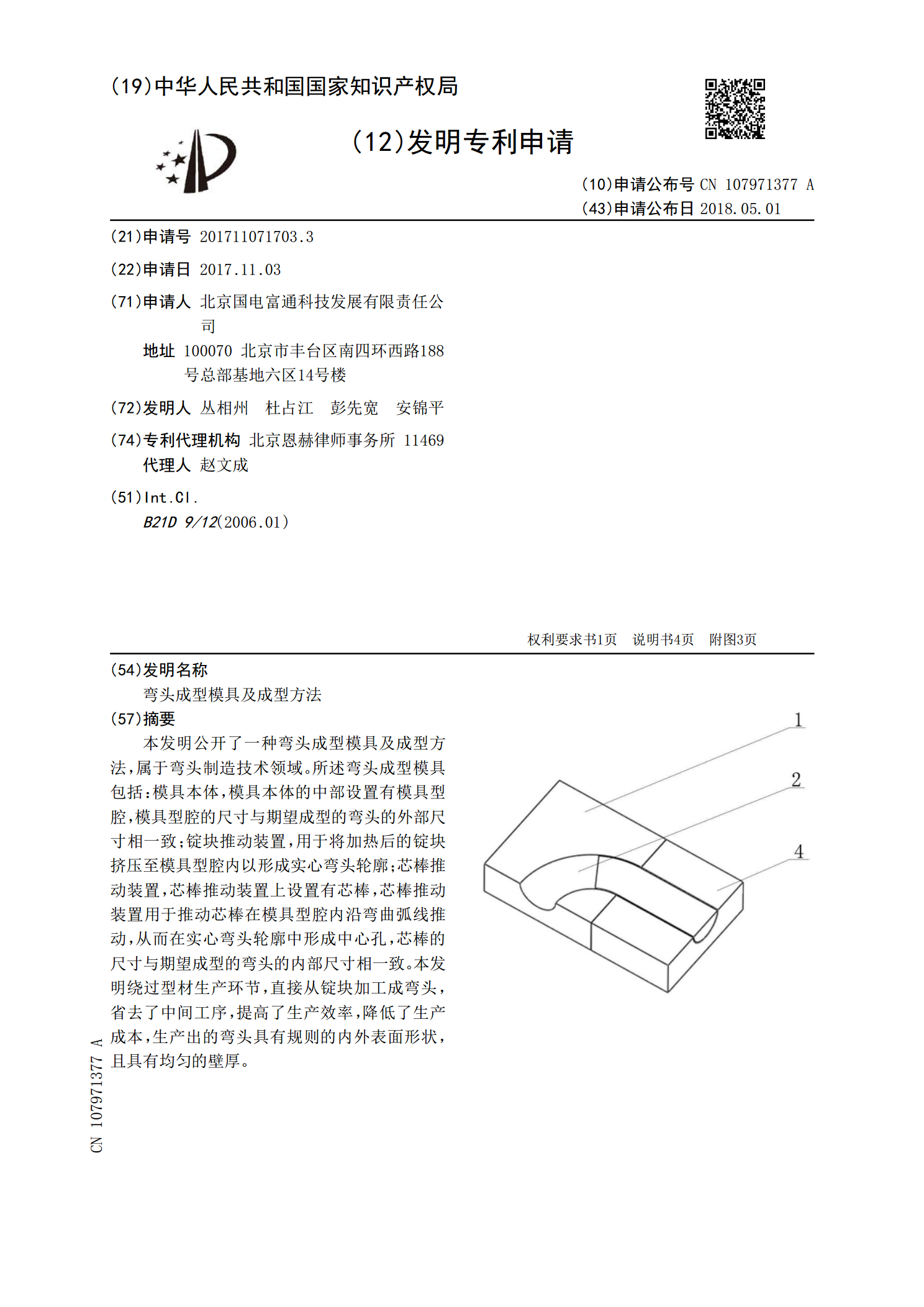
弯头成型模具及成型方法.pdf
本发明公开了一种弯头成型模具及成型方法,属于弯头制造技术领域。所述弯头成型模具包括:模具本体,模具本体的中部设置有模具型腔,模具型腔的尺寸与期望成型的弯头的外部尺寸相一致;锭块推动装置,用于将加热后的锭块挤压至模具型腔内以形成实心弯头轮廓;芯棒推动装置,芯棒推动装置上设置有芯棒,芯棒推动装置用于推动芯棒在模具型腔内沿弯曲弧线推动,从而在实心弯头轮廓中形成中心孔,芯棒的尺寸与期望成型的弯头的内部尺寸相一致。本发明绕过型材生产环节,直接从锭块加工成弯头,省去了中间工序,提高了生产效率,降低了生产成本,生产出的