
一种非晶合金齿轮成型方法及所用模具.pdf

小新****ou


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非晶合金齿轮成型方法及所用模具.pdf
本发明提供了一种非晶合金齿轮的成型方法,包括以下步骤后:S1、将齿形镶块安装到成型模具中,齿形镶块与成型模具组合形成模腔;S2、然后将液态非晶合金注入到模具的模腔内,压铸形成齿轮;S3、将齿形镶块与齿轮一起顶出模腔;S4、分开齿形镶块与齿轮;其中,所述齿形镶块至少为两部分,所述齿形镶块的总的齿数与成型的齿轮的齿数相同,齿形镶块组合成的齿面形状与成型的齿轮齿面相反。本发明还提供了一种非晶合金齿轮的成型方法用模具。本发明的方法由于齿面与反型镶块接触,且反型镶块与齿轮一起被顶出模腔,不影响齿面的精度,齿面一次成
齿轮轴的成型方法及所用的模具.pdf
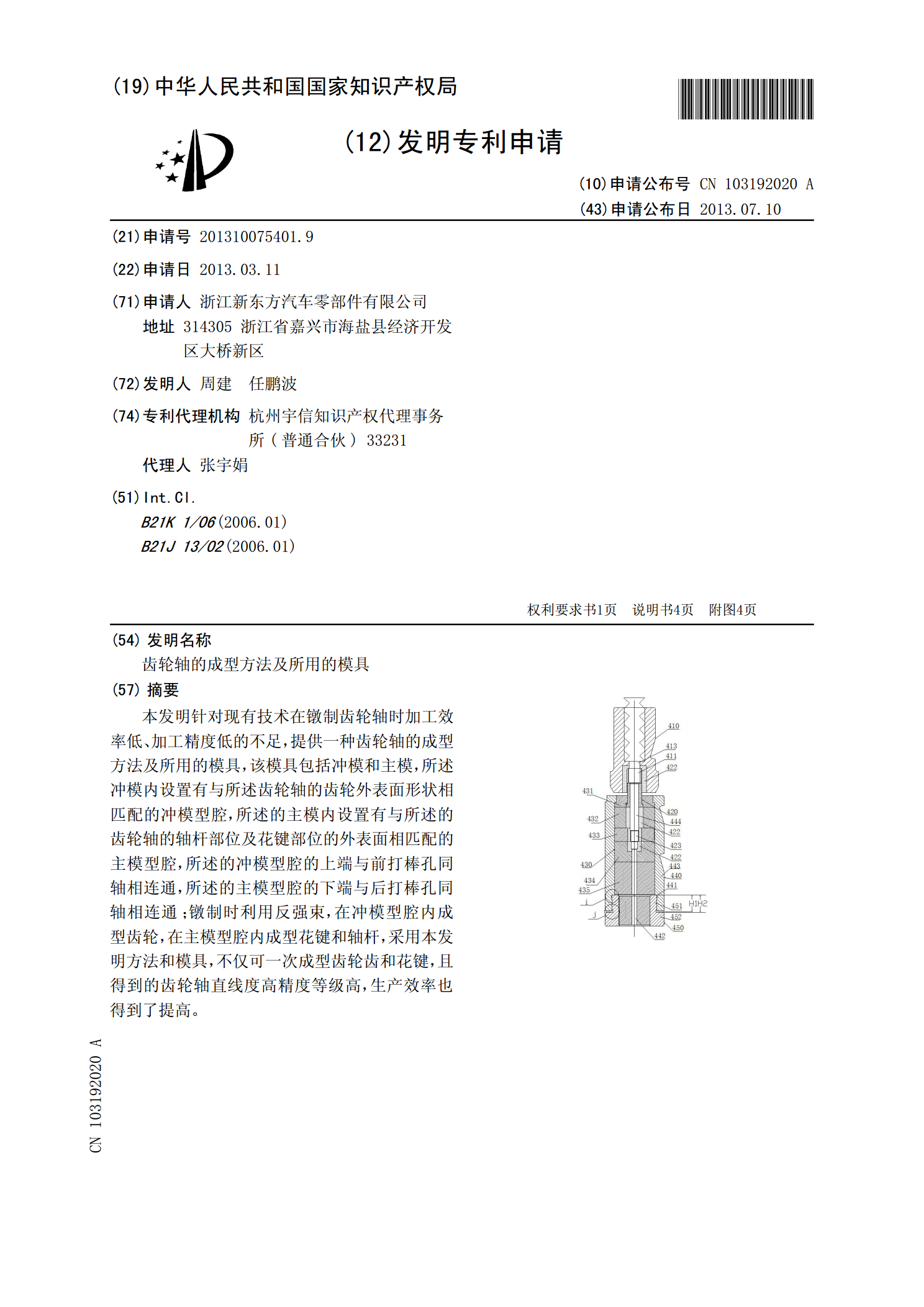
本发明针对现有技术在镦制齿轮轴时加工效率低、加工精度低的不足,提供一种齿轮轴的成型方法及所用的模具,该模具包括冲模和主模,所述冲模内设置有与所述齿轮轴的齿轮外表面形状相匹配的冲模型腔,所述的主模内设置有与所述的齿轮轴的轴杆部位及花键部位的外表面相匹配的主模型腔,所述的冲模型腔的上端与前打棒孔同轴相连通,所述的主模型腔的下端与后打棒孔同轴相连通;镦制时利用反强束,在冲模型腔内成型齿轮,在主模型腔内成型花键和轴杆,采用本发明方法和模具,不仅可一次成型齿轮齿和花键,且得到的齿轮轴直线度高精度等级高,生产效率也得

一种非晶合金制件快速成型方法及非晶合金制件.pdf
本发明提供了一种非晶合金制件快速成型方法,包括如下步骤:S01、取非晶铸锭,制成板条状的初始预制件;S02、对所述初始预制件通电升温至软化温度;S03、利用锻模对所述半固态预制件进行压合成型,降至室温后得到所需非晶合金制件。本发明中的成型方法解决了现有技术中非晶压铸加工工艺存在的模具费用高、改模困难的技术问题。进一步地,本发明中还提供了一种由上述非晶合金制件快速成型方法制备得到的非晶合金制件,提供了一种结构简单、小体积、外观品质优异的非晶合金制件。

一种用于大尺寸非晶合金的电焊接成型方法和块体非晶合金.pdf
本发明涉及非晶合金连接技术领域,具体涉及一种用于大尺寸非晶合金的放电焊接成型方法和电加热焊接成型方法,该放电焊接成型方法包括以下步骤,S1、采用第一非晶合金和第二非晶合金,在待焊接界面上加工出尖端微型结构;S2、使第一非晶合金的待焊接界面与第二非晶合金的待焊接界面相对并留有一定间距;S3、对所述第一非晶合金和所述第二非晶合金均施加磁场和连接放电系统;S4、开启放电系统,然后驱动所述第一非晶合金与所述第二非晶合金压合并施加压合压力,至第一非晶合金与第二非晶合金焊接成型,该放电焊接方法具有焊接速度快和焊接质量

一种角度可调的非晶合金绕线模具.pdf
本发明公开了一种角度可调的非晶合金绕线模具,针对调节不便,线缆易松散的问题,现提出以下方案,包括收线板,还包括底板,所述底板顶部外壁的一侧固定连接有两个倒置的T型板,且两个T型板的一侧外壁上插接有同一个螺纹杆,所述收线板套接在螺纹杆的圆周外壁上,且螺纹杆圆周外壁靠近两个T型板的位置均螺接有螺母,所述收线板的一侧外壁上固定连接有支撑杆,且支撑杆顶部外壁的一侧开有圆形通孔,所述圆形通孔的圆周内壁上插接有圆管。本发明在进行绕线收线时可以通过拧松螺母,使得螺纹杆得以转动,进而调节模具的倾斜角度,然后在拧紧螺母使螺