
用于轮盘类工件的铸造装置及其铸造方法.pdf

书生****35


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于轮盘类工件的铸造装置及其铸造方法.pdf
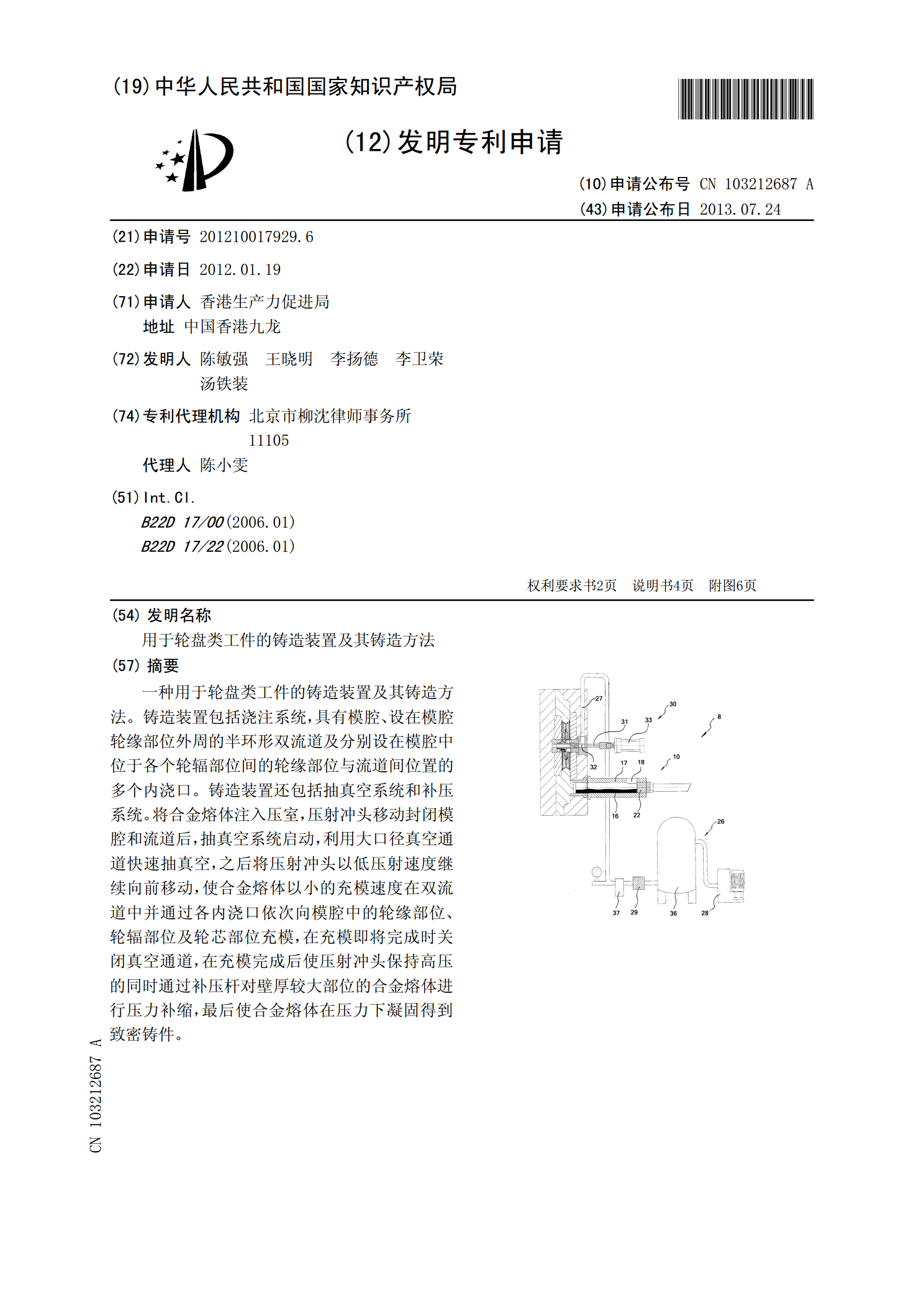
一种用于轮盘类工件的铸造装置及其铸造方法。铸造装置包括浇注系统,具有模腔、设在模腔轮缘部位外周的半环形双流道及分别设在模腔中位于各个轮辐部位间的轮缘部位与流道间位置的多个内浇口。铸造装置还包括抽真空系统和补压系统。将合金熔体注入压室,压射冲头移动封闭模腔和流道后,抽真空系统启动,利用大口径真空通道快速抽真空,之后将压射冲头以低压射速度继续向前移动,使合金熔体以小的充模速度在双流道中并通过各内浇口依次向模腔中的轮缘部位、轮辐部位及轮芯部位充模,在充模即将完成时关闭真空通道,在充模完成后使压射冲头保持高压的同

用于工件的铸造设备.pdf
本发明申请公开了一种用于工件的铸造设备,包括底座、波纹管和铸造模,底座上设有腔块,腔块内设有冲压腔,冲压腔内滑动连接有活塞杆,活塞杆的一端伸出冲压腔,冲压腔内设有推出活塞杆的复位弹性件,腔块上设有与冲压腔靠近活塞杆伸出的一侧连通的进料口;底座上位于活塞杆伸出冲压腔的一侧设有支座,支座上端转动连接有转筒,转筒位于冲压腔一端的上方,转筒上连接有摆杆,摆杆的下端设有用于击打活塞杆端部的击打锤,转筒上设有支杆,支杆长度大于摆杆长度;底座上位于腔块远离转筒的一侧设有沿活塞杆滑动方向设置的滑槽,滑槽内滑动连接有支块。
用于调节铸造模具或工件冷却速度的调节装置及方法.pdf
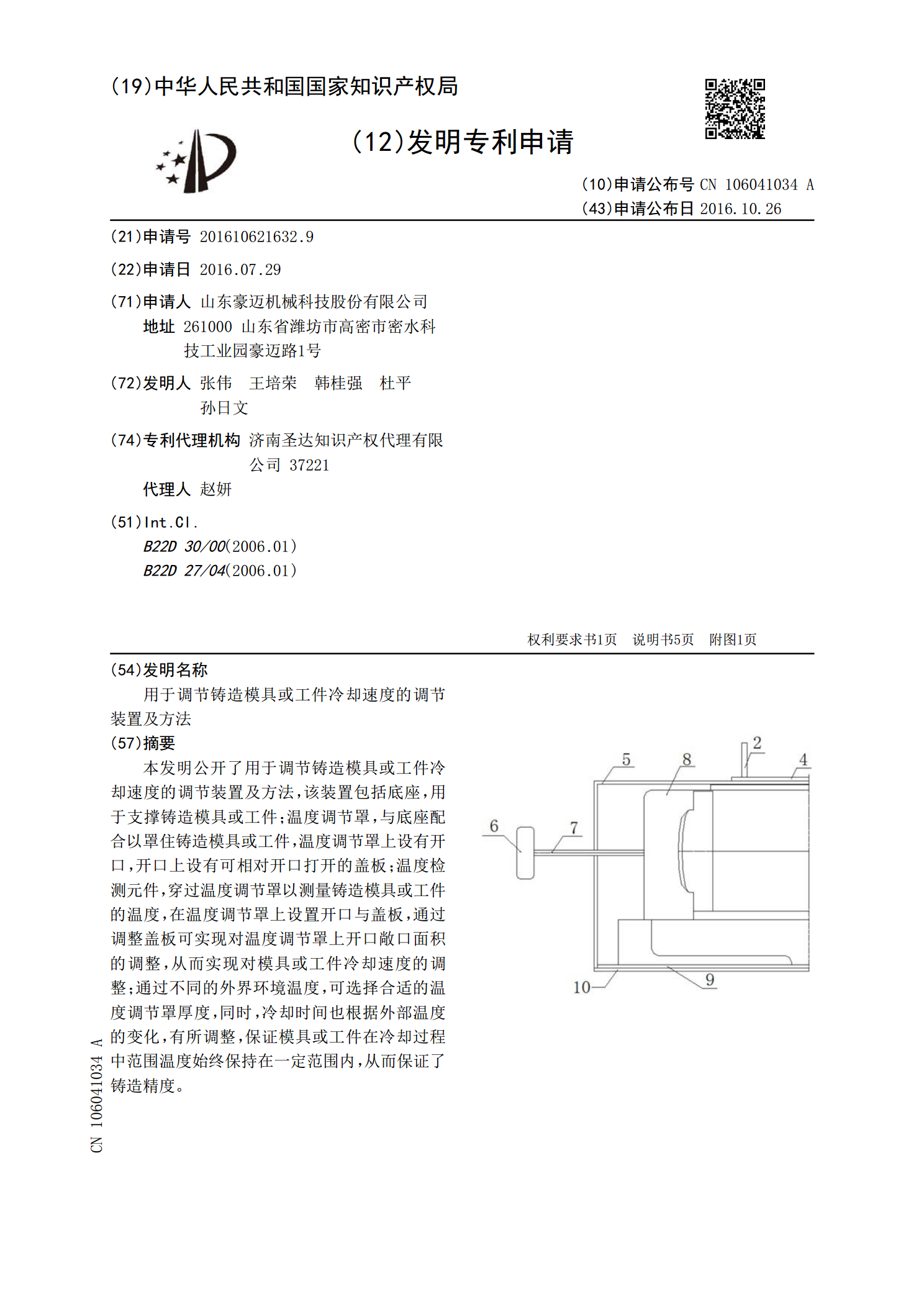
本发明公开了用于调节铸造模具或工件冷却速度的调节装置及方法,该装置包括底座,用于支撑铸造模具或工件;温度调节罩,与底座配合以罩住铸造模具或工件,温度调节罩上设有开口,开口上设有可相对开口打开的盖板;温度检测元件,穿过温度调节罩以测量铸造模具或工件的温度,在温度调节罩上设置开口与盖板,通过调整盖板可实现对温度调节罩上开口敞口面积的调整,从而实现对模具或工件冷却速度的调整;通过不同的外界环境温度,可选择合适的温度调节罩厚度,同时,冷却时间也根据外部温度的变化,有所调整,保证模具或工件在冷却过程中范围温度始终保
管类工件的铸造方法.pdf
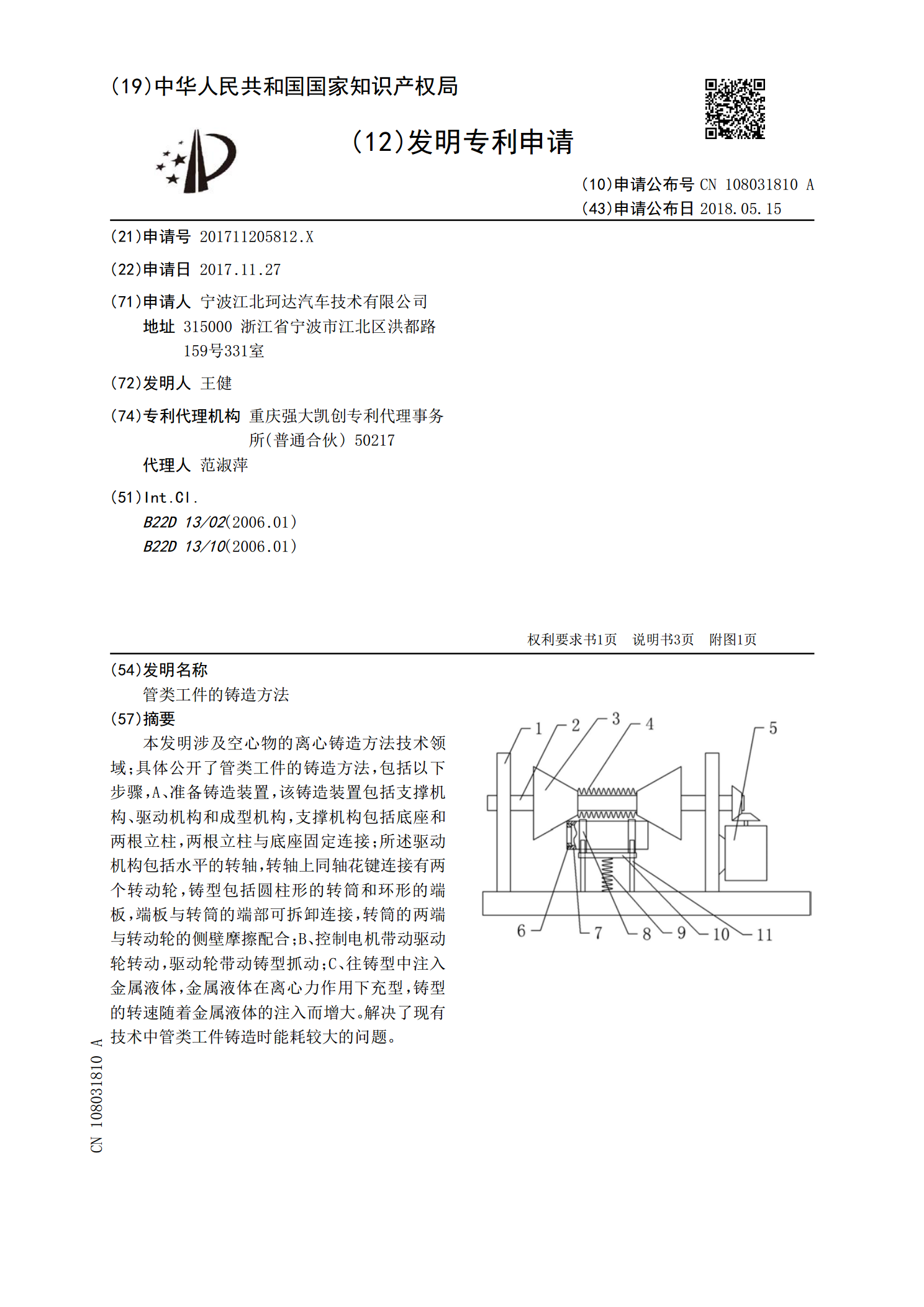
本发明涉及空心物的离心铸造方法技术领域;具体公开了管类工件的铸造方法,包括以下步骤,A、准备铸造装置,该铸造装置包括支撑机构、驱动机构和成型机构,支撑机构包括底座和两根立柱,两根立柱与底座固定连接;所述驱动机构包括水平的转轴,转轴上同轴花键连接有两个转动轮,铸型包括圆柱形的转筒和环形的端板,端板与转筒的端部可拆卸连接,转筒的两端与转动轮的侧壁摩擦配合;B、控制电机带动驱动轮转动,驱动轮带动铸型抓动;C、往铸型中注入金属液体,金属液体在离心力作用下充型,铸型的转速随着金属液体的注入而增大。解决了现有技术中管
铸造装置及铸造方法.pdf
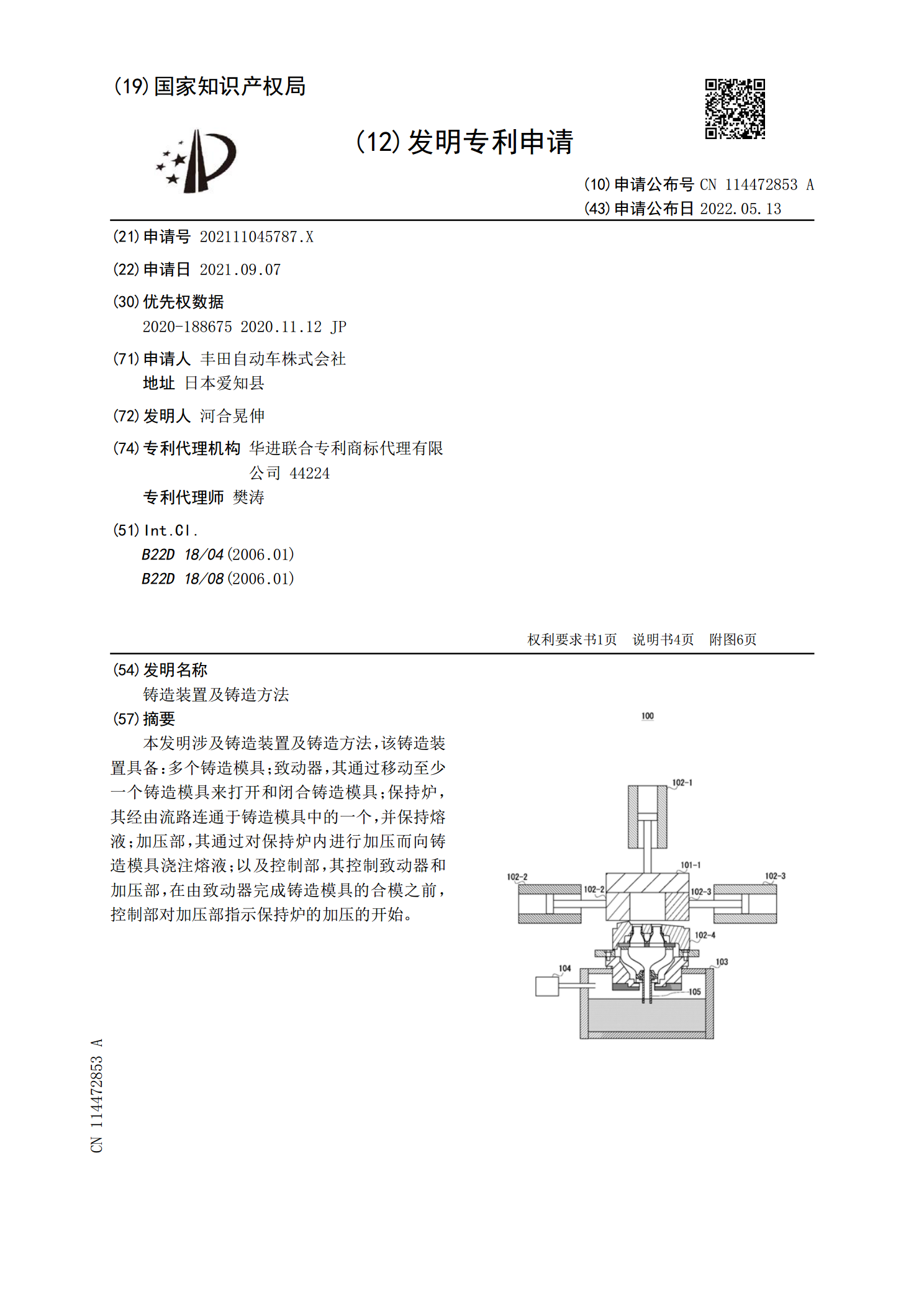
本发明涉及铸造装置及铸造方法,该铸造装置具备:多个铸造模具;致动器,其通过移动至少一个铸造模具来打开和闭合铸造模具;保持炉,其经由流路连通于铸造模具中的一个,并保持熔液;加压部,其通过对保持炉内进行加压而向铸造模具浇注熔液;以及控制部,其控制致动器和加压部,在由致动器完成铸造模具的合模之前,控制部对加压部指示保持炉的加压的开始。